Изобретение относится к металургичес- кой и огнеупорной промышленности и может быть использовано в сталеплавильном производстве и в производстве цветных металлов для глубинной продувки ванн печей: электросталеплавильных, мартеновских, конверторов и др.
Целью изобретения является увеличение срока службы фурменного блока.
На фиг. 1 изображен предлагаемый фурменный блок, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Фурменный блок содержит огнеупорные изделия 1 с каналами 2, в которых расположены металлические продувочные труб- .ки 3 с наружным термокомпенсационным покрытием из парафина 4.
Пространство между огнеупорными изделиями и продувочными трубками заполнено слоем огнеупорного раствора (бетона) 5. Огнеупорные изделия 1 замоноличены огнеупорной футеровкой 6.
Термокомпенсационный слой, исключая непосредственный контакт продувочной трубки с огнеупорным бетоном, обеспечивает при своем размягчении или выгорании в процессе работы печи свободное расширение трубок в каналах как в осевом, так и в радиальном направлениях, что ликвидирует трещинообразование в бетоне и исключает разрушение продувочных трубок.
Для обеспечения высокой термостойкости и шлакоустойчивости фурменного блока и наилучшего использования преимушеств блока с термокомпенсационным покрытием (слоем) огнеупорные изделия и огнеупорный бетон (раствор) готовят из масс на основе периклаза и вяжущего, дополнительно включающих синтезированный хромит магния, при следующем соотношении компонентов, мас.%:
Периклаз68-92
Синтезированный хромит магния3-12
Вяжущее (например, раствор полифосфата натрия) 5-20 Термостойкость таких масс при использовании в качестве вяжущего раствора полифосфата натрия достигает 75-100 и более теплосмен 1300°С - воздух.
Огнеупорные изделия готовят методом прессования либо трамбования при давлении 20-150 МПа. Огнеупорный раствор (бетон) при изготовлении блока укладывают литьем или вибрированием.
В качестве термокомпенсационного слоя кроме парафина могут использоваться полиэтиленовая пленка, промасленная бумага и т. п. Толщина термокомпенсационного покрытия должна быть не менее величины I, рассчитываемой по формуле 1 а i г, где а - коэффициент линейного термического расширения материала, из которого изготовлены продувочные трубки; 1м - максималь5
ная температура нагрева продувочных трубок на границе контакта с расплавленным металлом в печи; г - радиус трубки, мм. В разработанном фурменном блоке К сос- тавляет 1-3 мм.
Огнеупорная футеровка 6 может быть выполнена также и из плавленных или спеченных периклазовых или периклазошпинельных изделий.
Фурменный блок изготавливают следую щим образом.
Огнеупорные изделия 1 устанавливают друг на друга, скрепляя между собой огнеупорным раствором, а затем замоноличивают в огнеупорную футеровку 6. В каналы огнес упорных изделий с помощью направляющих штырей помещают продувочные трубки 3, на наружную поверхность которых предварительно методом окунания в расплавленный парафин нанесены термокомпенсационные слои 4. Зазоры между продувочными
0 трубками и огнеупорными изделиями заливают огнеупорным раствором (бетоном) 5, что обеспечивает сохранение целостности термокомпенсационных слоев.
При эксплуатации фурменного блока в тепловом агрегате в торцовой части блока, т. е. в зоне наиболее высоких температур, пр- гисходит выгорание термокомпенсационных слоев с образованием зазора. В более удаленных от ванны расплава металла участках блока происходит размягчение
0 слоев. Наличие зазора и размягченного материала термокомпенсацибнных слоев создает условие для свободного перемещения продувочных трубок, как в осевом, так и радиальном направлениях, что обеспечивает целостность трубок и огнеупорных изделий
блока.
Выполнение блока с термокомпенсационными слоями предлагаемым способом позволяет повысить стойкость фурм и интенсифицировать процессы плавки металлов при снижении простоя печей при ремонтах.
0
Формула изобретения
1.Фурменный блок для глубинной продувки расплавленного металла, содержащий
, огнеупорные изделия и расположенные в каналах изделий в слое огнеупорного бетона или раствора продувочные трубки, например металлические, отличающийся тем, что, с целью увеличения срока службы, он снабжен термокомпенсационными слоями,
0 размещенными в каналах огнеупорных изделий между продувочными трубками и огнеупорным бетоном или раствором.
2.Способ изготовления фурменного блока для глубинной продувки расплавленного
5 металла, включающий заполнение огнеупорным бетоном или раствором каналов огнеупорных изделий и установку продувочных трубок, например металлических, отличающийся тем, что, с целью увеличения срока службы блока, на наружную поверхность каждой продувочной трубки наносят термокомпенсационный слой, затем устанавливают
трубки в каналы огнеупорных изделий и зазоры между трубками и огнеупорными изделиями заполняют огнеупорным бетоном или раствором.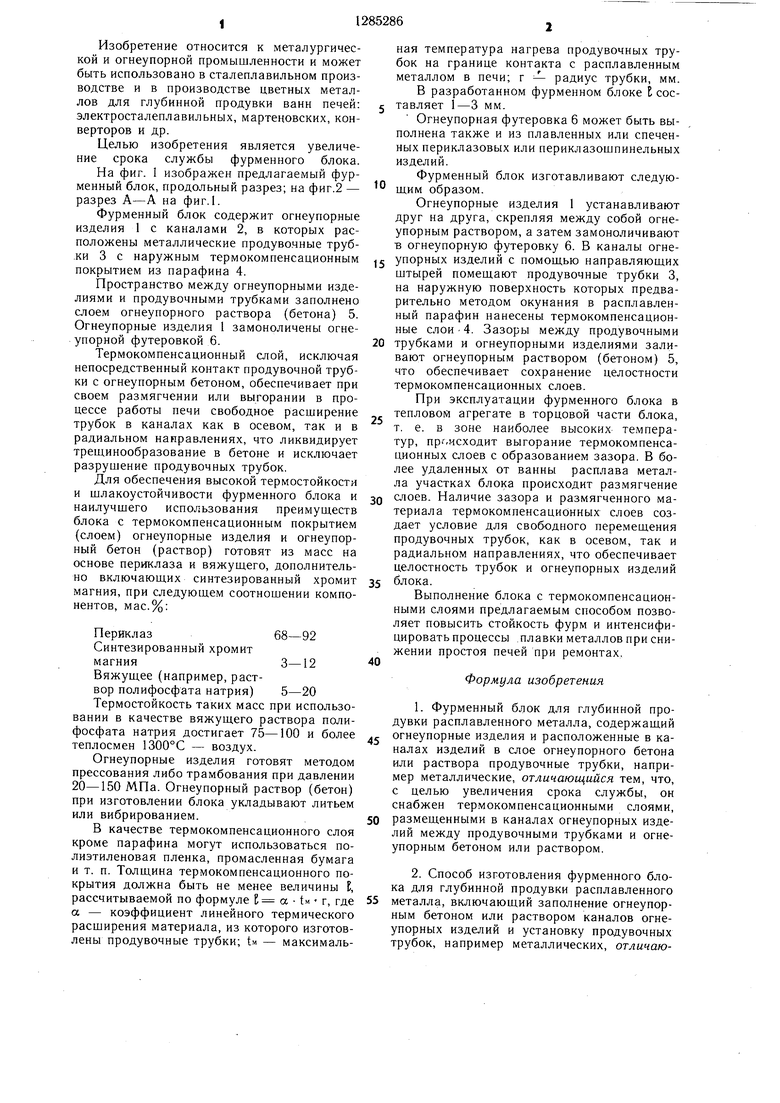
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| Футеровка днища конвертера с донными фурмами | 2018 |
|
RU2710826C1 |
| Фурменный узел для глубинной продувки сталеплавильной ванны | 1986 |
|
SU1328388A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| Способ конвертирования медных штейнов | 1986 |
|
SU1413152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ФУРМ | 1994 |
|
RU2091353C1 |
| Подовый камень индукционной печи | 1981 |
|
SU1002787A1 |
| Фурменный блок для донной продувки | 1989 |
|
SU1715862A1 |

Изобретение относится к металлургии. Целью изобретения является увеличение срока службы фурменного блока. Фурменный блок содержит огнеупорные изделия, расположенные в каналах изделий в слое огнеупорного бетона или раствора, металлические продувочные трубки и термокомпенсационные слои, размещенные в каналах между продувочными трубками и огнеупорным бетоном или раствором. Способ изготовления фурменного блока включает нанесение на наружную поверхность каждой продувочной трубки термокомпенсационного слоя, установку продувочных трубок в каналы огнеупорных изделий и заполнение зазоров между трубками и огнеупорными изделиями огнеупорным бетоном или раствором. При эксплуатации фурменного блока в зоне наиболее высоких температур (в торцовом блоке агрегата) происходит выгорание термокомпенсационных слоев с образованием зазора. В более удаленных от ванны расплава металла участках блока происходит размягчение слоев. Наличие зазора и размягченных слоев термокомпенсационного материала создает условия для свободного перемещения продувочных трубок как в осевом, так и в радиальном направлениях, что обеспечивает увеличение срока службы блока. 2 с.п. ф-лы, 2 ил. i (Л ю 00 сд ьо СХ) Ot
Фиг.1
Составитель В. Красина
Редактор В. ИвановаТехред И. ВересКорректор Л. Пилипенко
Заказ 7588/41Тлраж 544Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2.
| Разработка способа глубинной продувки мартеновской ванны кислородом с использованием защитного газа | |||
| Отчет по НИР | |||
| № Госрегистрации 74041618, ВостИО, Свердловск, 1974, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Разработка способа глубинной продувки мартеновской ванны кислородом с использованием защитного газа | |||
| Отчет по НИР | |||
| № Госрегистрации 74041618, ВостИО | |||
| Свердловск, 1974, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
