Изобретение относится к черной металлургии, в частности к изготовлению огнеупорным фурм используемых для продувки металла инертными газами через футеровку ковша.
Известен способ изготовления канальных периклазовых огнеупоров, применяемых для продувки металла инертными газами через подину дуговой печи и через днище сталеразливочных ковшей. В качестве каналообразующих стержней используется высокопрочная проволока, извлекаемая из готового изделия, вследствие чего образуются каналы [1]
Недостатком данного известного способа является то, что он позволяет осуществлять лишь горизонтальное прессование огнеупорных изделий. Кроме того, при извлечении запрессованной проволоки происходит разрушение огнеупорных изделий (порядка 20% от общего производимого их количества).
Наиболее близким к изобретению является способ изготовления фурменных изделий, применяемых для продувки металла инертными газами через днище кислородного конвертора, с использованием закладных элементов с металлическими трубками [2]
Недостатком данного способа является то, что при вертикальном прессовании блоков разрушаются каналообразующие трубки с другой стороны, при высокотемпературном обжиге огнеупорным изделий (1700 1730oC) расплавляются каналообразующие трубки, выполненные из нержавеющего металла (температура плавления 1360oC), при этом происходит "закупоривание" каналов.
Цель изобретения обеспечение технологической возможности способа производства канальных огнеупорных пробок с применением вертикального способа прессования огнеупорных изделий с дальнейшей их высокотемпературной термической обработкой.
Техническая задача изобретения заключается в использовании канальных огнеупорных фурм для продувки жидкого металла инертными газами через днищу или стеновую футеровку сталеразливочных ковшей, с целью улучшения качества стали: рафинирование металла от неметаллических включений и растворенных газов, снижения угара легирующих элементов, а также для уменьшения удельного расхода огнеупорных материалов, используемых для футеровки ковша.
В настоящее время в сталеплавильной промышленности используются огнеупорные пористые пробки, устанавливаемые в днищу сталеразливочных ковшей, полученные методом вертикального прессования. Предлагаемое изобретение предусматривает использование существующего оборудования, обеспечивающее вертикальное прессование канальных продувочных фурм.
Предлагаемый способ изготовления огнеупорных фурм, для продувки металла инертными газами через футеровку ковша включает прессование и термическую обработку огнеупорной пробки, после чего для формирования газопроводящих каналов, на боковой поверхности пробок нарезают продольные канавки, закрепляют в них стальные и/или керамические трубки, посредством огнеупорного мертеля.
Прессование огнеупорных пробок осуществляется на гидравлическом прессе Д-2240А при удельном давлении прессования 100 атм.
Требования к огнеупорной массе следующие.
Зерновой состав: более 3 мм 5 3-1 32-38 менее 0,063-27-33 содержание CrO3 9-14 влажность 1,9 2,4 кажущаяся плотность, г /см3 менее 3,2.
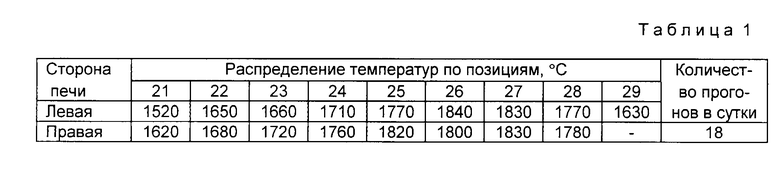
Отформованные изделия выдерживаются в течение суток на воздухе, затем подвергаются обжигу в высокотемпературной туннельной печи по следующему режиму (табл.1).
После термической обработки огнеупорных пробок осуществляется нарезание продольных канавок алмазным кругом на их боковой поверхности. Глубина и ширина канавок соответствует диаметру металлических или керамических трубочек и их количеству, вставляемых в одну из нарезанных канавок с использованием огнеупорного мертеля для закрепления трубочек в канавках, с последующим просушиванием получаемых изделий в сушильных печах при 200 500oC в течение 4 6 ч.
Огнеупорные пробки с полученными канальными отверстиями помещаются в металлический кожух (обечайку) с газоподводящим патрубком.
Сущность изобретения состоит в том, что найдена возможность вертикального прессования огнеупорных пробок для продувочной канальной фурмы с последующим нарезанием продольных канавок и закрепления в них стальных и/или керамических трубок посредством огнеупорного мертеля.
Пример конкретного осуществления способа.
1. Выбор исходных материалов. Для производства периклазовых канальных пробок применялись плавленые периклазовые порошки.
2. Подготовка исходных материалов. Кусковой плавленый периклаз подвергался дроблению и рассеву на фракции 2-1, 1-0,5, 0,5-0 мм.
3. Приготовление массы:
Состав шихты Содержание
Плавленый периклаз фракцией 2 1 мм 24±2
Плавленый периклаз фракцией 1 0,5 мм 24±2
Плавленый периклаз фракцией 0,5 0 мм 27±2
Вибромолотый периклаз 25±2
В смеситель загружали зернистый периклаз, заливали раствор лигносульфонатов марки А при 54-55oC в количестве 3,5 4 от массы сухих материалов, смешение вели в течение 5 мин, затем засыпали вибромолотый порошок периклаза продолжали смешение еще в течение 8 10 мин до получения однородной массы.
Прессование изделий осуществляли на гидропрессе "Рейниш" при удельном давлении прессовали 100 атм. Прессование осуществлялось вертикальным способом.
Готовые прессованные изделия устанавливались на поддоны основанием с большим диаметром.
4. Сушка канальных пробок. Перед сушилкой канальные продувочные пробки выдерживали в естественных условиях в течение 8 ч. Сушка сырца производилась в туннельных сушилках горячим воздухом. Температура воздуха на входе в сушила составляла 120-150oC. Длительность сушки 4 ч.
Полученные таким образом изделия помещают в периодическую печь и производят первую стадию термической обработки изделия по следующему режиму:
С 20 до 1000oC по 70o/ч 14 ч
С 1000 до 1200oC по 40oC/ч 5 ч
С 1200 до 1380oC/ч 6 ч по 30oC/ч
С 1380 до 1580oC по 10oC/ ч 10 ч
С 1580 до 1700oC по 10oC/ч 12 ч
С 1700 до 1730oC по 5oC 6 ч
При 1700oC выдержка 7 ч
Через 8 ч после остывания изделий по режиму, соответствующему ТИ 200-0-93-89, в дальнейшем осуществлялась вторая стадия подготовки канальных продувочных фурм. Дальнейшие охлаждение готовых изделий осуществляли в колпаковых сушилках.
5. Нарезание продольных канавок. Нарезание канавок на боковой поверхности пробок осуществлялось с использованием алмазного круга. На поверхности огнеупорной пробки по всей ее высоте нарезалось 8 каналов. Глубина каждого канала составляла 8 мм, ширина 2 мм.
В пропиленные каналы вставлялись трубочки из нержавеющей стали (по одной, две и три трубочки в один канал с внешним диаметром 1 мм и толщиной стенки трубочек 0,1 мм). Трубочки промазывались периклазовым мертелем, приготовленным на ортофосфорной кислоте. Сушке полученных канальных блоков осуществлялась в сушильных печах с электроподогревом при 220oC в течение 4 ч.
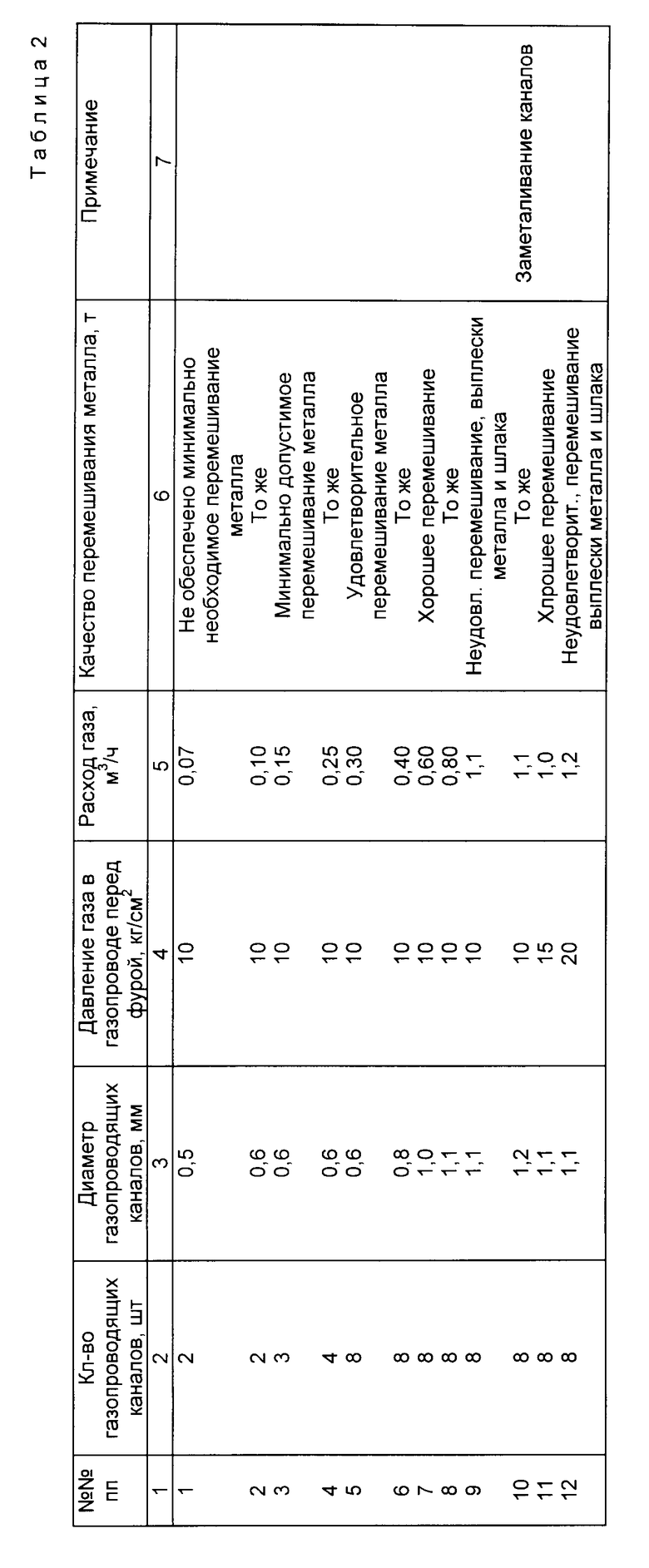
Канальные огнеупорные пробки предварительно обмазанные корундным мертелем помещали в металлический кожух (обечайку) с газоподводящим патрубком. Полученную таким образом канальную фурму помещали в гнездовой блок, установленный в днище и стеновой футеровке стальковша, и осуществляли продувку жидкого металла аргоном. Экспериментальные данные по эксплуатации огнеупорных канальных фурм с гнездовыми блоками, установленных в стеновой футеровке ковша, представлены в табл.2.
Установка канальной продувочной фурмы и в комплекте с гнездовым блоком в днище или стеновой футеровке сталеразливочного ковша обеспечивает хорошую механическую прочность продувочного узла, повышенную термостойкость и высокую огнеупорность. Стойкость продувочного узла составляет 15 20 плавок.
продувка металла инертными газами в ковше с использованием огнеупорных фурм, изготовленных по предлагаемому способу, обеспечивает интенсивное перемешивание металла, улучшение качества стали по химической однородности и усреднение температуры, снижение уровня загрязненности металла неметаллическими включениям и газами.
Кроме того, предлагаемый способ обеспечивает повышенную стойкость фурмы в процессе ее эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ КАНАЛЬНОЙ ПРОБКИ ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КАНАЛЬНОЙ ПРОБКИ И СПОСОБ ИЗГОТОВЛЕНИЯ КАНАЛООБРАЗУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ ВЫПОЛНЕНИЯ КАНАЛОВ В ПРОБКЕ | 1998 |
|
RU2132395C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1996 |
|
RU2098385C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В ДУГОВЫХ ПЕЧАХ | 1995 |
|
RU2094479C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1997 |
|
RU2116275C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2022 |
|
RU2786514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ФОРСТЕРИТОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 2000 |
|
RU2196754C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085538C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
Использование: изготовление огнеупорных фурм, используемых для продувки металла инертными газами через футеровку ковша. Сущность изобретения: огнеупорную пробку прессуют, обжигают, на боковой поверхности нарезают продольные канавки и закрепляют в них стальные и/или керамические трубки посредством огнеупорного мертеля. 2. табл.
Способ изготовления огнеупорных фурм для продувки металла инертными газами через футеровку ковша, включающий прессование и термическую обработку огнеупорной пробки, отличающийся тем, что формируют газопроводящие каналы, для чего на боковой поверхности пробок нарезают продольные канавки, закрепляют в них стальные и/или керамические трубки посредством огнеупорного мертеля.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологическая инструкция "Производство периклазовых канальных фурм" | |||
| Министерство металлургии СССР, ВПО "Союзогнеупор", Внуковский завод огнеупорных изделий | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новое оборудование для продувки стали в дуговой печи с использованием наклонной сверхзвуковой кислородной фурмы и канальной фурмы в подине дуговой печи | |||
| Труды первого конгресса сталеплавильщиков | |||
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |

