Изобретение относится к черной металлургии, в частности к устройствам для донной продувки инертными газами металла в сталеразливочных ковшах и других сталеплавильных агрегатах.
Известна конструкция продувочного устройства для донной продувки металла в сталеразливочном ковше инертным газом, включающая два составных гнездовых блока - нижний и верхний с расположенной в них огнеупорной втулкой и пористой огнеупорной фурмой, имеющей форму усеченного конуса, заключенной в металлическую оболочку, имеющей со стороны большего основания приваренное к оболочке донышко с газоподводящей трубкой, при этом пористая фурма прикреплена к металлической оболочке посредством огнеупорного мертеля (ст. “Огнеупоры для подачи аргона в печь-ковш”. Узберг Л.В. и др., Огнеупоры, 1991, №9, с.34-36, аналог).
Известно также устройство для донной продувки металла, содержащее огнеупорный гнездовой блок с расположенной в нем продувочной фурмой с направленными каналами, состоящей из коаксиально расположенных сформованных из огнеупорного материла элементов, наружный из которых имеет форму усеченного конуса, и заключенных в металлическую оболочку конической формы, имеющую со стороны большего основания составных элементов продувочной фурмы фланец, выполненный с отверстием для подачи инертного газа, причем между фланцем и составными элементами продувочной фурмы выполнена полость. Кроме этого, внутренние элементы выполнены по крайней мере в виде одной коаксиально расположенной детали в виде усеченного конуса или в виде усеченной многогранной пирамиды, а внутренняя поверхность наружного элемента имеет форму, адекватную форме внутреннего элемента, при этом металлическая оболочка с составными огнеупорными элементами продувочной фурмы прикреплена к гнездовому блоку посредством огнеупорного мертеля.
Каналы продувочной фурмы выполнены с сечением в виде круга или многоугольника или сегмента и расположены по плоскости контакта внутренней и наружной частей продувочной фурмы. Кроме этого, внутренний элемент продувочной фурмы в виде усеченной многогранной пирамиды может быть выполнен из спрессованных слоев, ориентированных по направлению движения инертного газа, при этом между слоями расположены каналы.
Формирование каналов в известном устройстве осуществляется в процессе обжига продувочного узла в результате выгорания каналообразующих элементов из органических или минеральных материалов, запрессованных в отдельные составные элементы продувочной фурмы (патент RU №2129165, 6 С 21 С 5/48, 1999 г., прототип).
Основной недостаток известных технических решений - это использование при изготовлении фурм металлической защитной оболочки по всей высоте продувочного узла, которая приваривается к фланцу с газоподводящей трубой и выполняет в основном функцию герметизации технологического газового потока, обеспечивая сквозную подачу последнего по каналам фурмы в металлическую ванну ковша.
При высокотемпературном процессе обработки металла в ковше (до 1700°С) металлическая оболочка в приповерхностном слое продувочного узла оплавляется и постепенно в процессе эксплуатации выгорает на 2/3 – 3/4 части своей исходной высоты, что предопределяет проникновение металла под действием ферростатического давления в шов, образующийся по всему периметру сопряжения продувочной фурмы с гнездовым блоком. Отмеченное, с точки зрения увеличения толщины шва, усугубляется вымыванием огнеупорного мертеля, скрепляющего фурму с гнездовым блоком, под эрозионным воздействием металла, перемешиваемого во время его продувки через донные фурмы. Проход металла по шву в жестких условиях эксплуатации ковша при резких циклических изменениях температур поверхности футеровки днища от 1700°С (температура процесса) до 600-800°С (охлаждение, связанное с заменой шиберов после каждой плавки) обуславливает появление дополнительных механических напряжений на боковые поверхности фурмы и гнездового блока, инициирующих их сколы рабочей поверхности. Это предопределяет повышенный износ продувочного устройства. При глубоком проникновении металла в шов вполне вероятно проседание продувочного узла под ферростатическим давлением металла с отделением его от гнездового блока, что создает аварийные ситуации.
Кроме того, к недостаткам продувочного устройства с пористой фурмой следует отнести повышенную пористость последней, которая обуславливает высокую скорость износа продувочного узла и инфильтрацию стали, а также изменение продувочных характеристик фурмы по мере ее износа.
Известное из прототипа устройство для донной продувки металла газом с направленными каналами обеспечивает более эффективное перемешивание металла в ковше, однако это устройство также характеризуется недостаточно высоким сроком службы в результате закупоривания каналов продувной фурмы металлом. Это обусловлено довольно большим диаметром круглых каналов (min 0,15 мм) или большой толщиной щелей (min 0,1 мм), которые не препятствуют инфильтрации стали внутрь фурмы под действием ферростатического давления металла. Получить каналы с меньшим диаметром или меньшей толщиной щели по технологии изготовления фурм по прототипу, предусматривающей использование в качестве каналообразователей органические или минеральные материалы, не представляется возможным.
Кроме того, при изготовлении продувочного устройства по отмеченной технологии проблематично получать фурмы со стабильными продувочными характеристиками из-за углеродосодержащих отложений на стенках каналов, которые образуются при выгорании каналообразователей в процессе термической обработки фурм.
Задачей, на решение которой направлено изобретение, является разработка устройства для донной продувки металла, обладающего высокими эксплуатационными свойствами, такими как надежность и безопасность в работе продувочного устройства, исключающими инфильтрацию металла в каналы продувочной фурмы и “проседание” последней с отделением ее от гнездового блока под ферростатическим давлением металла; стабильность потока инертного газа на выходе из продувочной фурмы при длительном гарантированном сроке службы продувочного устройства, снижение эрозионного износа рабочей футеровки ковша в зоне расположения продувочных устройств, а также технологичностью в изготовлении.
Для решения поставленной задачи с получением указанного выше технического результата в известном устройстве для донной продувки металла, содержащем гнездовой блок с расположенной в нем продувочной фурмой, состоящей из коаксильно расположенных прессованных из огнеупорных материалов частей, выполненных в виде усеченного конуса или в виде усеченной пирамиды, сопряженных с образованием между ними каналов для подачи инертного газа и заключенных в металлическую оболочку, имеющую со стороны большего основания продувочного узла приваренный металлический фланец, выполненный с отверстием для подачи инертного газа, причем между фланцем и продувочным узлом выполнена газораспределительная полость, а продувочная фурма комплектуется с гнездовым блоком, в заявленном устройстве каналы продувочной фурмы, ориентированные по направлению движения газа, получаются за счет выступов по всей длине на одном из сопрягаемых усеченных конусных или трапециевидных составных элементов продувочной фурмы, формируемых при формовании задаваемым профилем прессоснастки, а высота металлической оболочки, имеющей форму, адекватную форме внешней поверхности собранного из отдельных деталей продувочного узла в его нижней части, равна 1/3-1/4 части высоты фурмы и имеет не менее двух внешних реборд по всему периметру металлической оболочки с радиусом сопряжения 5-6 мм, расположенных друг от друга на расстоянии не менее 10 мм или приваренных к оболочке уголков металлического профиля 30х30 мм и длиной 10-20 мм, расположенных в направлении образующей по одному на каждой грани оболочки усеченной четырехугольной пирамиды или по окружности оболочки усеченного конуса через равные расстояния, составляющие 1/4 часть ее окружности, при этом металлическая оболочка имеет припуск по отношению к комплекту составных огнеупорных элементов продувочного узла в пределах 8-10 мм, а газораспределительная полость образована за счет сварной подставки, выполненной из металлического профиля сечением 5×5 мм или ⊘ 5 мм, внешний периметр которой адекватен внешнему периметру нижнего основания собранного продувочного узла, и подставка приварена по центру металлического фланца.
При этом для продувочных фурм, выполненных в виде усеченного конуса, металлическая подставка, образующая газораспределительную полость, дополнительно содержит крестообразную конструкцию, выполненную из полос листовой стали толщиной 2 мм и шириной 5 мм.
Кроме того, в продувочной фурме между металлической подставкой и нижним основанием продувочного узла может располагаться пористая огнеупорная вставка высотой не менее 50 мм.
Также в продувочной фурме щелевые каналы в местах сопряжения составных элементов продувочного узла могут располагаться по окружности усеченного конуса или перпендикулярно боковым граням четырехугольной пирамиды и выполняться длиной не менее 5 мм и задаваемой толщиной каналов в пределах 0,05-0,3 мм.
Кроме того, в продувочной фурме типа усеченной пирамиды 10-12% ее каналов могут быть полностью перекрыты на расстояние 25 мм и 10-12% на 50 мм от верхнего основания продувочного узла, что обеспечивается необходимым профилем верхнего штемпеля прессоснастки при формовании составных элементов трапециевидной формы.
Кроме этого, плоские трапециевидные составные элементы продувочной фурмы после термической обработки шлифуют, в т.ч. и щелевые каналы.
Указанные признаки являются существенными и достаточны для достижения указанного технического результата.
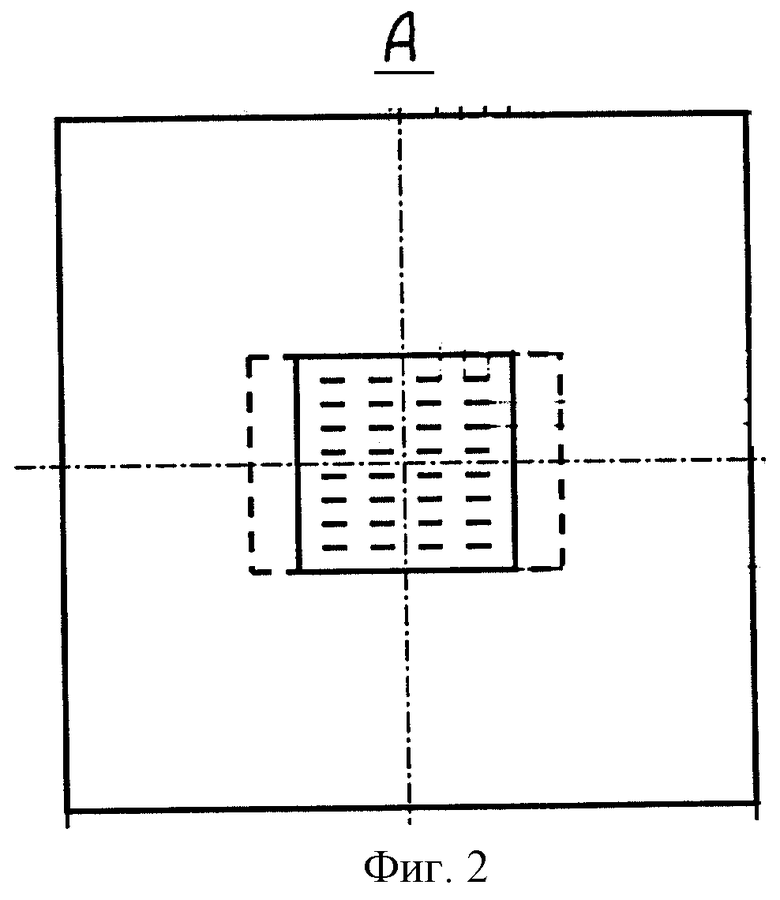
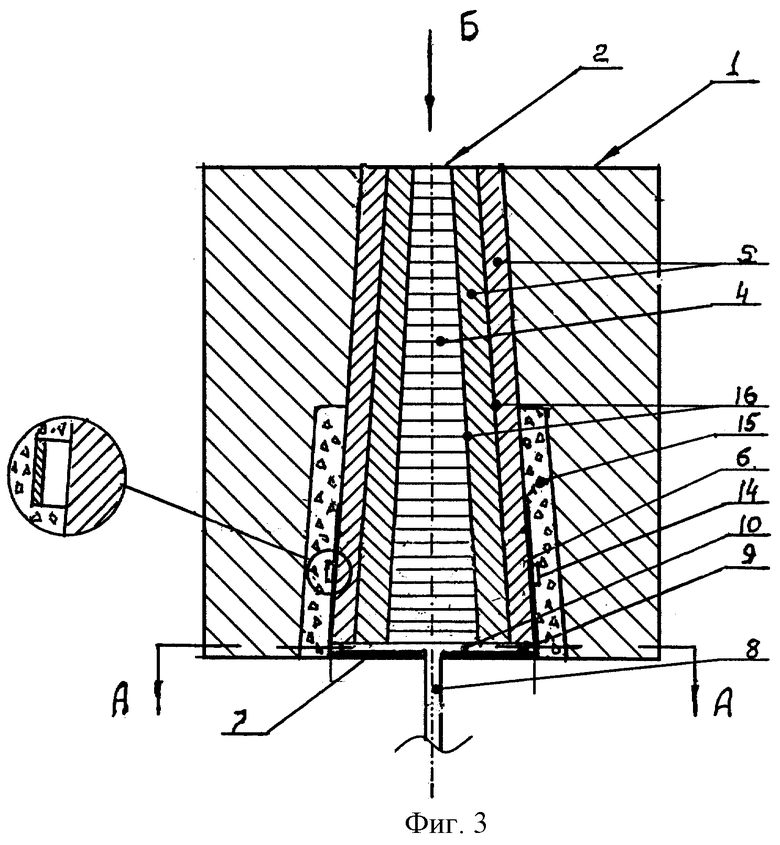
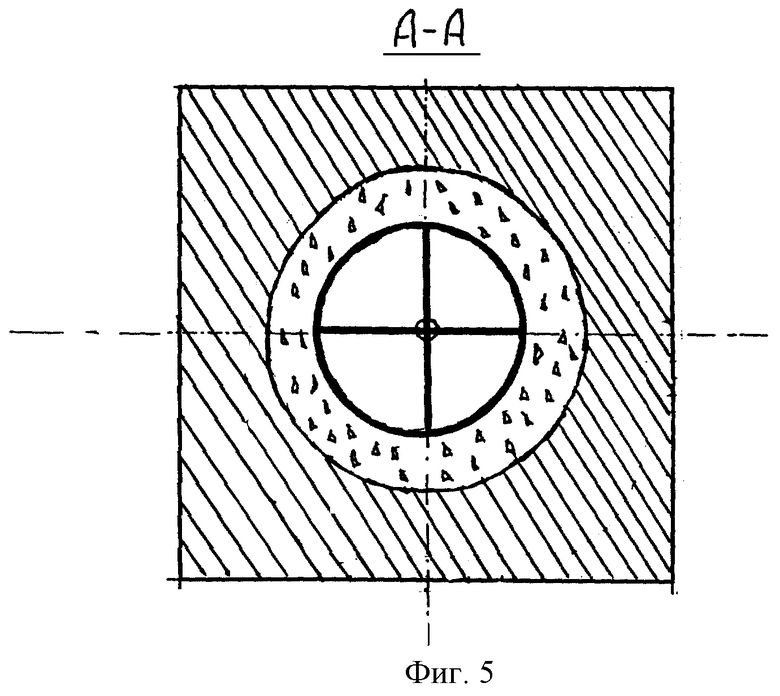
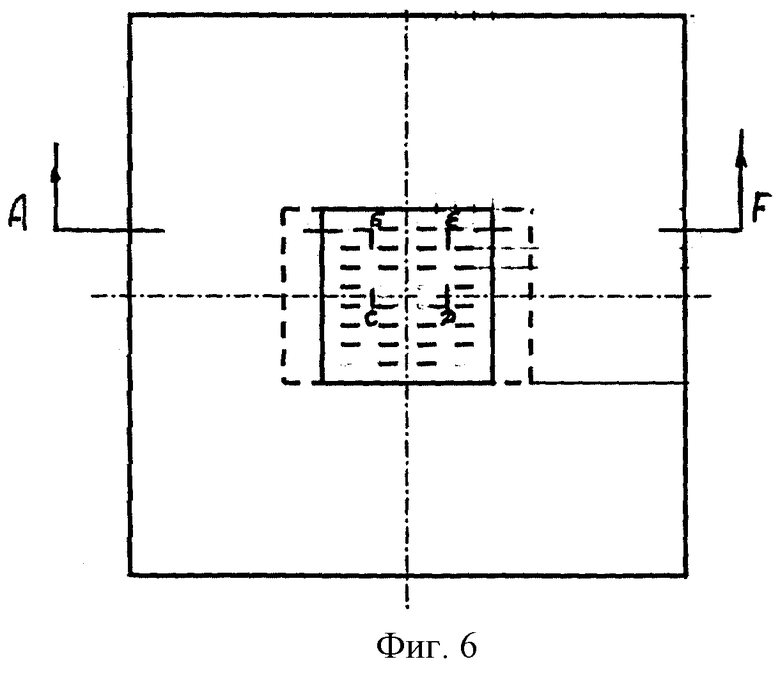
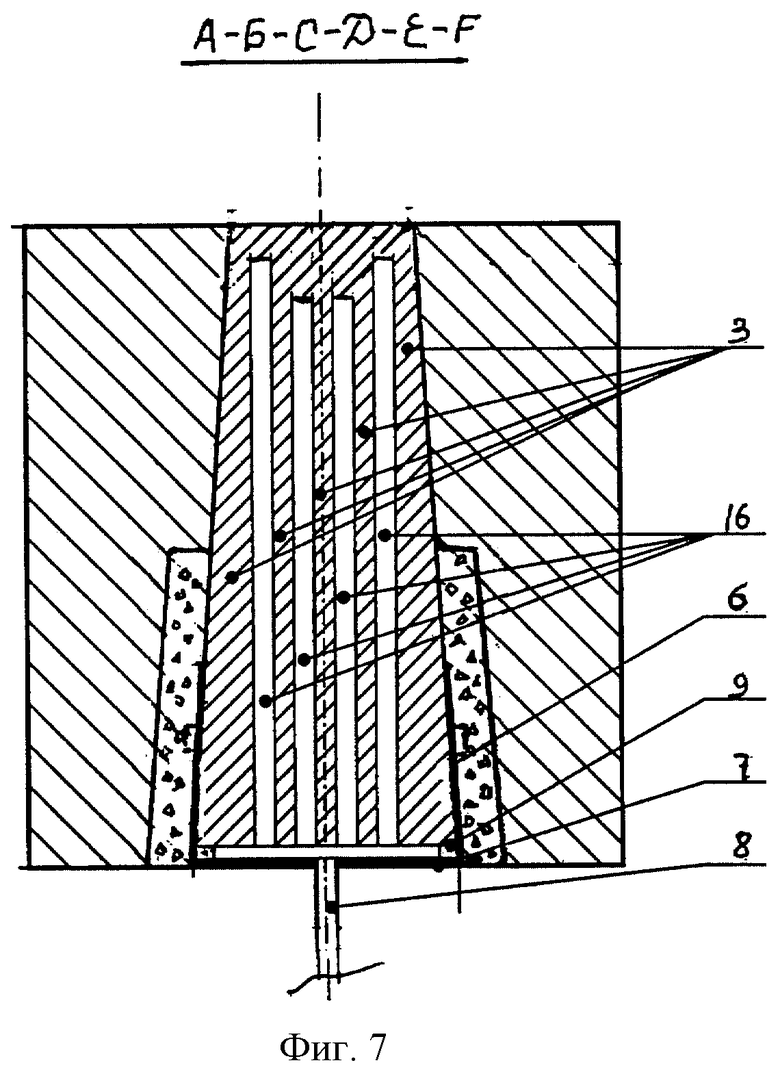
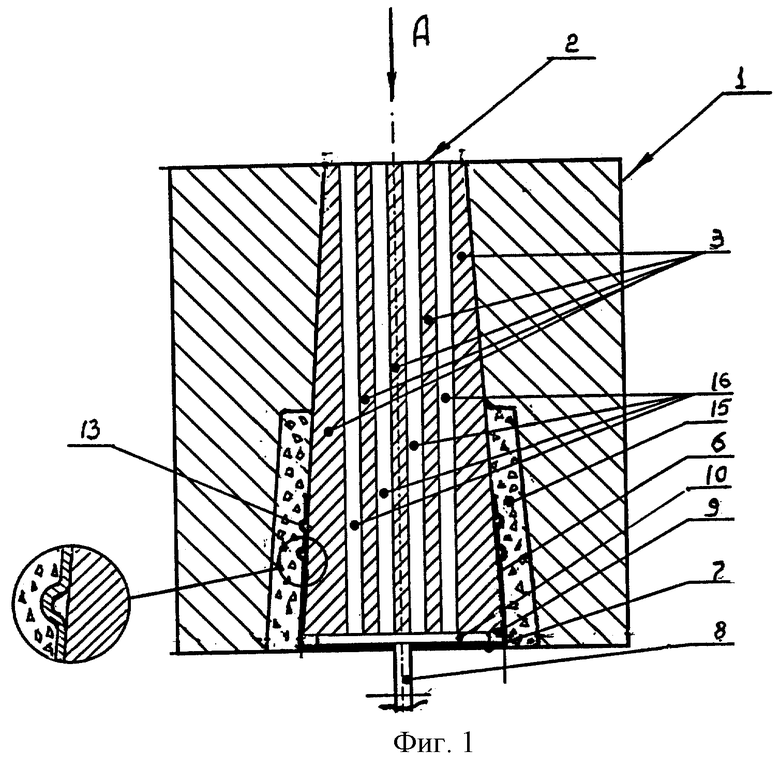
Изобретение поясняется чертежами, где на фиг.1 изображен продольный разрез устройства для донной продувки металла газами с фурмой типа усеченной пирамиды, продувочный узел которой состоит из трапециевидных составных огнеупорных пластин; на фиг.2 - вид А фиг.1; на фиг.3 - продольный разрез устройства с продувочной фурмой типа усеченного конуса с двухконтурным продувочным узлом, при этом внутренний контур продувочного узла выполнен с четырехконтактной поверхностью сопрягаемых конусов, а внешний - с восьмиконтактной поверхностью; на фиг.4 - вид Б фиг.3; на фиг.5 - сечение по А-А на фиг.3; на фиг.6 изображен вид сверху на продувочное устройство с фурмой в виде усеченной пирамиды при варианте частично перекрытых в фурме четырех центральных и четырех ее угловых каналов; на фиг.7 - разрез А-Б-С-Д-E-F по фиг.6.
Устройство для донной продувки металла газами состоит из гнездового блока 1 и фурмы 2 содержащей продувочный узел, собранный из спрессованных огнеупорных пластин трапециевидной формы 3 (фиг.1) или собранный из внутреннего сплошного усеченного конуса 4, на который установлены наружные полые усеченные конуса 5 (фиг.3).
Собранный из огнеупорных пластин 3 или конусных элементов 4 и 5 продувочный узел установлен в газонепроницаемую металлическую оболочку конической формы 6 в нижней части продувочного узла, имеющую со стороны большего основания фланец 7, к которому приварена газоподводящая трубка 8. При этом между фланцем металлической оболочки и нижним основанием продувочного узла располагается приваренная к фланцу металлическая подставка 9 под продувочный узел формы усеченной пирамиды или 11 под продувочный узел формы усеченного конуса, образующая полость 10 для продувочного газа.
Для предохранения от проникновения расплавленного металла по щелевым каналам при износе продувочного узла между металлической подставкой и нижним основанием продувочного узла может быть расположена пористая предохранительная вставка 12 (фиг.5).
Ниже приводится пример предварительной подготовки к сборке отдельных элементов продувочного устройства для донной продувки металла и сборки последнего.
Известные способы изготовления фурм по бетонной технологии или по технологии формования составных огнеупорных элементов из полусухих масс базируются, как правило, на использовании закладных каналообразующих элементов из органического или минерального материалов, после выплавления которых формируются каналы необходимого профиля, ориентированные по направлению движения газа, подаваемого снизу в сталеплавильный ковш через донную фурму.
Отмеченное обуславливает значительную технологическую сложность в изготовлении продувочных фурм.
Каналы в продувочной фурме заявляемого устройства для донной продувки металла формируются при сборке составных элементов продувочного узла за счет рельефной поверхности одной из сопрягаемых деталей, которая имеет углубления в виде пазов с задаваемой шириной не менее 5 мм и глубиной в пределах от 0,05 до 0,3 мм, расположенных на заданном расстоянии друг от друга перпендикулярно основанию плоского изделия трапециевидной формы или по образующей в изделии конусного типа.
Для получения на поверхности изделия трапециевидной формы заданный профиль верхний или нижний штемпель пресс-оснастки фрезеруют с выбором необходимой ширины и глубины паза с установленным расстоянием между пазами, при этом для получения на поверхности формуемого изделия вполне определенного перекрытого канала выборку фрезой паза, формирующего этот канал, производят на заданное расстояние, определяемое соотношением  =L-(25-30) мм, где L - длина штемпеля, а интервал 25-30 - диапазон задаваемой глубины перекрытия канала, мм.
=L-(25-30) мм, где L - длина штемпеля, а интервал 25-30 - диапазон задаваемой глубины перекрытия канала, мм.
Для формования полых усеченных конусов фрезеруют пуансон в средней его части, выполненной в виде усеченного конуса, при этом формование всех составных элементов продувочного узла конусной формы производят по способу, известному из патента Российской Федерации (RU №2167206, 7 С 21 С 5/48, В 22 D 1/00, В 28 В 3/04, опубл. 20.05.2001 г.).
Задаваемая ширина щелевых каналов и их толщина формируемых при сопряжении плоских элементов трапециевидной формы и каналов щелевидного типа, расположенных по окружности при сопряжении конусных элементов, а также количество составных элементов продувочного узла определяется расчетным путем исходя из требуемой пропускной способности фурмы.
Составные элементы продувочного узла проходят необходимую термическую обработку. При этом термообработку плоских элементов трапециевидной формы производят с использованием для изделий в качестве подложек металлических пластин, имеющих шлифованную поверхность.
После термообработки изделия с плоскостью трапециевидной формы с обеих сторон шлифуют в т.ч. и щелевые каналы.
Сборку продувочного узла вида усеченной пирамиды осуществляют последовательным сопряжением составных элементов трапециевидной формы. При этом сопряжение производят с притиркой контактной профильной поверхности одного изделия с плоской поверхностью другого аналогичного изделия. Плоскости последнего сопрягаемого элемента фурменного узла выполняют без профильного оформления.
Собранный продувочный узел в средней его части плотно обвязывают клеящимся материалом, например скотчем.
Сборку продувочного узла вида усеченного конуса производят последовательной установкой на внутренний сплошной усеченный конус наружных полых усеченных конусов. Сплошной и полые усеченные конуса притирают между собой по сопрягаемым контактным конусным поверхностям.
Собранный продувочный узел вставляется в газонепроницаемую металлическую оболочку до полного его сопряжения с внутренней поверхностью оболочки, имеющей форму, адекватную форме внешней поверхности продувочного узла в его нижней части и имеющей не менее двух внешних реборд 13 по всему ее периметру радиусом сопряжения не менее 5-6 мм, расположенных друг от друга на расстоянии не менее 10 мм. Возможно использование металлической оболочки, выполненной без реборд. В этом варианте роль крепления фурмы с гнездовым блоком могут выполнять металлические уголки 14 профиля 30×30 мм и длиной 10 мм, которые привариваются к оболочке, располагаясь в направлении образующей по одному на каждой грани оболочки усеченной пирамиды или по окружности оболочки усеченного конуса через равные расстояния, составляющие 1/4 часть ее окружности.
Продувочный узел, частично облицованный металлической оболочкой, в нижней своей части на 1/3-1/4 часть своей высоты устанавливается на металлическую подставку 9 или 11, приваренную по центру металлического фланца 7 с газоподводящей трубой 8, выполненную из профиля сечением 5×5 мм или ⊘ 5 мм, внешний периметр которой адекватен внешнему периметру нижнего основания собранного продувочного узла.
Кромки нижнего основания металлической оболочки, имеющей припуск по отношению к комплекту составных огнеупорных элементов продувочного узла в пределах 8-10 мм, привариваются к металлическому фланцу.
На верхнюю поверхность огнеупорных элементов продувочного узла высотой, равной 2/3-3/4 частей высоты фурмы, наносят слой огнеупорного мертеля толщиной 1-2 мм и фурму вставляют в гнездовой блок, имеющий в верхней своей половине внутреннюю поверхность, адекватную поверхности верхней части фурмы, а в нижней своей половине поверхность, подобную нижней части фурмы, равноудаленной от нее на 60-80 мм. При сопряжении фурмы с гнездовым блоком в верхней его части между внутренней поверхностью блоков и фурмой в нижних их частях образуется полость 15, которая заливается огнеупорным мертелем либо заполняется огнеупорной зернистой полусухой массой с уплотнением последней пневмотрамбованием.
После термической обработки продувочного устройства с целью удаления из последнего физически связанной влаги продувочное устройство становится пригодным к эксплуатации.
Устройство для донной продувки металла газом работает следующим образом.
Инертный газ по газоподводящей трубке 8 поступает в полость 10 фурмы и под давлением равномерно проникает в щелевидные каналы 16 между конусными 4 и 5 или трапециевидными 3 сопрягаемыми элементами продувочного узла. На выходе из фурмы струи инертного газа проникают в жидкий металл и перемешивают его в пространстве ковша.
Для обеспечения гарантированной пропускной способности устройства для донной продувки металла в процессе эксплуатации ковша предлагается вариант исполнения фурмы, содержащей 10-12% каналов, частично перекрытых на расстояние 25 мм от рабочей поверхности фурмы, и 10-12% каналов на расстояние 50 мм. Предлагаемый вариант исполнения изображен на фиг.6 и 7 - четыре канала перекрыты в центральной зоне фурмы и четыре канала - в угловых ее зонах. Возможна и другая схема перекрытия каналов. При среднем износе фурменного узла составляющего 1,5-2,0 мм/плавки, последовательное открытие новых каналов после 15-20 и 30-35 плавок будет компенсировать недостаток необходимого объема газа для продувки металла, обусловленный закупориванием щелей фурмы в процессе эксплуатации ковша.
При варианте, предусматривающем использование в фурме пористой вставки, сформованной из монофракционного материала, инертный газ к щелевым каналам поступает через пористую вставку 12.
Устройство для донной продувки металла, предусматривающее плотную посадку непосредственно огнеупорных элементов продувочного узла во внутреннюю поверхность гнездового блока в его верхней части, а также конструктивные изменения профиля металлической оболочки в нижней части продувочной фурмы, обеспечивают монолитное сцепление продувочной фурмы с гнездовым блоком, что гарантирует надежную и безопасную работу устройства для донной продувки металла. При этом полностью исключаются как проход металла по сопрягаемым поверхностям фурмы и гнездового блока в процессе эксплуатации, так и проседание фурмы с ее отделением от блока под давлением металла, что повышает работоспособность устройства.
Последовательное открытие отдельных каналов продувочной фурмы после ее износа на 25 и 50 мм обеспечивает гарантированную подачу в металл необходимого количества газа, что повышает срок службы продувочного устройства. Продолжительность эксплуатации продувочного узла повышена и при оформлении в продувочном узле каналов толщиной 0,05-0,1 мм, получаемых за счет выступов по всей длине на одном из сопрягаемых усеченных конусных или трапециевидных составных элементов продувочной фурмы, обеспечиваемых при формовании задаваемым профилем пресс-оснастки.
Отмеченное исключает проникновение металла в щели, в том числе и при разливке марок стали, имеющих широкий диапазон кристаллизации (до 80-100°С), например марки шарикоподшипниковой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2184714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2166488C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |
| Фурма для донной продувки расплава металла и способ ее изготовления | 1990 |
|
SU1717641A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2024 |
|
RU2824768C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2021 |
|
RU2766401C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ В КОВШЕ | 2017 |
|
RU2750254C1 |

Изобретение относится к области металлургии. Устройство для донной продувки металла газом содержит гнездовой блок с расположенной в нем продувочной фурмой, состоящей из коаксиально расположенных прессованных из огнеупорных материалов частей, выполненных в виде усеченного конуса или в виде усеченной пирамиды и заключенных частично со стороны большего основания в металлическую оболочку, имеющую форму, адекватную внешней поверхности продувочного узла, и имеющую со стороны большего основания продувочного узла металлический фланец с газоподводящей трубой. Между фланцем и продувочным узлом выполнена газораспределительная полость, образованная за счет металлической подставки. Металлическая оболочка имеет внешние реборды или приваренные к ней металлические уголки и скреплена с гнездовым блоком трамбовочной огнеупорной массой. Каналы продувочной фурмы, ориентированные по направлению движения газа, получены за счет выступов по всей длине на одном из сопрягаемых усеченных конусных или трапециевидных составных элементов продувочной фурмы, формируемых задаваемым профилем прессоснастки. Изобретение позволяет повысить надежность конструкции продувочного устройства, обеспечить гарантированную пропускную способность фурмы и повысить продолжительность службы устройства. 5 з.п. ф-лы, 7 ил.
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СЛЕДЯЩАЯ СИСТЕМА | 0 |
|
SU304551A1 |
| ОДНОРАЗОВОЕ УСТРОЙСТВО ПРОКАЛЫВАНИЯ | 1993 |
|
RU2114559C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ РАСПЛАВЛЕННОГОМЕТАЛЛА | 0 |
|
SU296617A1 |

