Изобретение относится к металлургической теплотехнике и может быть использовано при тепловой обработке труб в проходных печах заводов металлургии и машиностроения,
Цель изобретения - снижение металлоемкости и энергозатрат за счет снижения общего количества рабочих органов печного рольганга, снижающие общие, энергозатраты на привод роликов с охлаждающей водой.
На чертеже представлена проходная печь с косоустановленными роликами, продольный горизонтальный разрез.
Печь содержит стены из огнеупорной кладки 1, косоустановленные желобчатые ролики рольганга 2, рабочую камеру 3. Стрелкой на чертеже указано направление перемещения труб. Шаг
между роликами в зоне печи с темпера турой 700-800°С составляет t( , а в зоне печи с температурой вьше 700- 800 составляет tj (1,2 - 1,3)t,.
Печь работает следующим образом.
Труба 3 подается в нагревательную камеру 1 и транспортируется по рольгангу 2. Вследствие релаксации напряжений труба искривляется и транспортируется примерно до середины печи (первая зона нагрева) по рольгангу 2, шаг которого обеспечивает стабильное транспортирование труб (без натыков труб на ролики рольганга) . При переходе трубы во вторую зону нагрева (при этом труба нагре- вается до 500-700 С) происходит выравнивание трубы (кривизна исчезает) Труба перемещается по косоустановленРедактор В.Иванова Заказ 7633/42
Составитель В.Смирнов
Техред Н.Глущенко Корректор Г.Решетник
Тираж 544Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5
JO
20
25
30
35
ным роликам с вращением вокруг оси без натыков на ролики. Исчезновение кривизны позволяет увеличить шаг между роликами.
Увеличение шага между роликами возможно на 20-30%. Увеличение более 30% нежелательно, поскольку будут иметь место натыки труб на ролики печного рольганга, являющиеся следствием прогиба труб, вызванного ползучестью при высоких температурах материалов, из которых изготовлены трубы. При увеличении шага меньше, чем на 20%, не. приводит к заметному сокращению затрат энергии на привод рабочих органов рольганга.
Использование печи предлагаемой конструкции при тепловой обработке труб позволяет снизить энергозатраты на ведение процесса, так как снижение общего количества печных роликов приводит к снижению затрат на их привод, затрат с охлаждающей водой.
Формула йзЬбретения
Проходная печь для нагрева длинномерных цилиндрических изделий, содержащая камеру с зонами нагрева до 700- 800°С и вьше 700-800°С д,о заданной температуры и размещенйьй в них рольганг с косоустановленными роликами, отличающаяся тем, что, с целью снижения металлоемкости и энергозатрат, в зоне нагрева с температурой вьше 700-800 С до заданной температуры ролики рольганга размещены с шагом на (20-30)% больщим,- чем в зоне нагрева до 700-800°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| ПРОХОДНАЯ ПЕЧЬ | 1969 |
|
SU244365A1 |
| Печь для термообработки труб большого диаметра | 1989 |
|
SU1716284A1 |
| Агрегат для термической обработки длинномерных цилиндрических изделий | 1983 |
|
SU1082844A1 |
| ПЕЧЬ ДЛЯ НАГРЕВА ТОНКИХ ДЛИННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605881C1 |
| Проходная печь для скоростного нагрева металла | 1977 |
|
SU726400A1 |
| Методическая печь | 1987 |
|
SU1439372A1 |
| РОЛИКОВЫЙ ПОЯС ПРОХОДНОЙ ПЕЧИ | 2000 |
|
RU2184914C2 |
| Способ регулирования режимом отопления многозонной проходной печи с камерным режимом нагрева | 1987 |
|
SU1470793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
Изобретение относится к металлургической теплотехнике и может быть использовано при-тепловой обработке труб в проходных печах заводов металлургии и машиностроения. Цель изобретения - снижение энергозатрат на ведение процесса обработки труб. Проходная печь содержит стены из огнеупорной кладки 1, косоустановленные желобочные ролики рольганга 2, рабочую камеру 3, состоящую из двух зон нагрева. Во второй зоне нагрева с температурой вьппе 700-800 С расстояние между роликами установлено на 20-30% больше, чем в первой зоне нагрева. Увеличение расстояния между роликами 8 проходной печи позволит снизить металлоемкость и энергозатраты на привод водоохлаждаемых роликов. 1 ил. о (Л t,7i,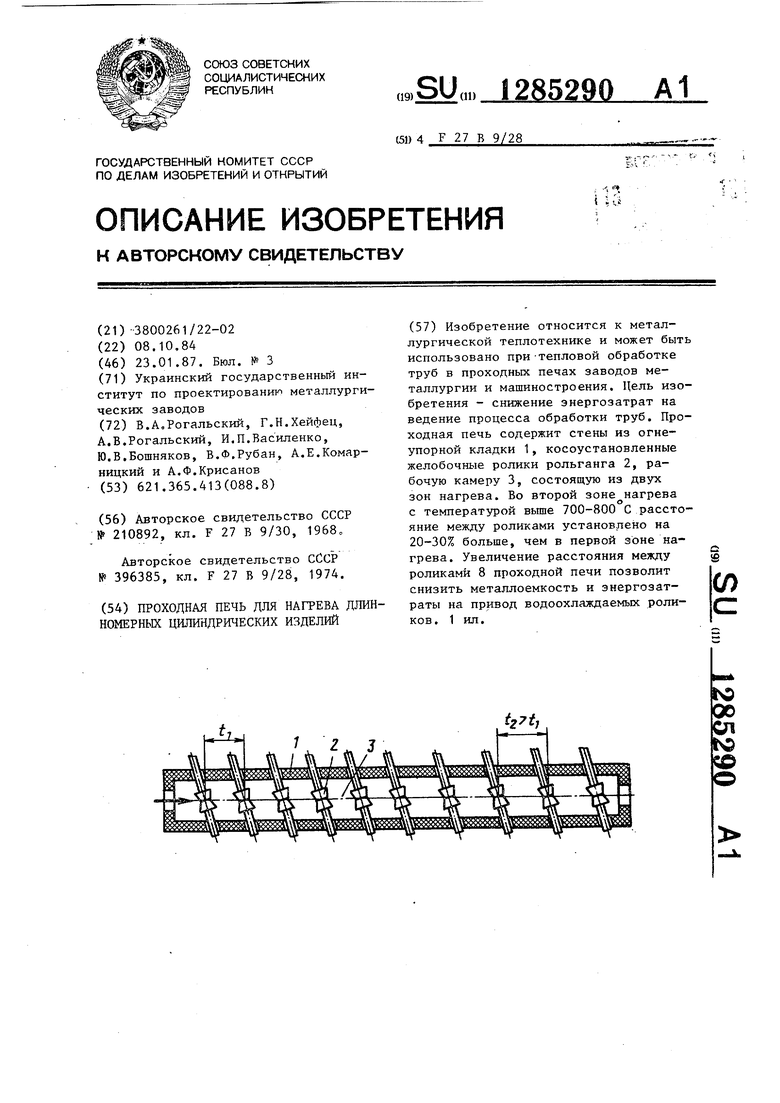
| СЕКЦИОННАЯ ПЕЧЬ | 0 |
|
SU210892A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
