Изобретение относится к металлургической теплотехнике, конкретнее к устройствам нагревательных печей проходного типа с роликовым подом для термической обработки листового проката.
Известна конструкция роликового пояса проходной печи для термической обработки проката, содержащая расположенные в ряд ролики, бочки которых находятся в рабочей камере, а цапфы выведены из нее через проемы в боковых стенах. Кладка вокруг роликов выполнена из фасонного кирпича, который при смене роликов разбирают. Положение кирпичей роликового пояса зафиксировано с помощью упоров, прикрепленных к облицовочным плитам печи или стойкам каркаса [1].
Недостатком конструкции является короткий срок ее службы, обусловленный низкой стойкостью кирпичей, разрушающихся при взаимодействии с вращающимися роликами. Разрушение кирпичей приводит к заклиниваниям роликов, их остановке и выходу из строя.
Известна также конструкция роликового пояса вакуумной электропечи, содержащая ряд роликов, расположенных в одной плоскости. Бочки роликов находятся в рабочей камере, а цапфы выведены наружу через щели разъема. В зазоры между цапфами и стенками щели разъемов помещен уплотнитель, в качестве которого использован волокнистый теплоизолирующий материал (графитовая вата) [2].
Известная конструкция имеет низкую надежность, что приводит к разгерметизации рабочей камеры печи.
Наиболее близким по своей конструкции и техническим параметрам к предлагаемому изобретению является роликовый пояс проходной печи, содержащий расположенные в ряд ролики, бочки которых находятся в рабочей камере, а цапфы выведены из нее через проемы в кирпичах теплоизоляционной кладки роликового пояса. В зазорах размещены уплотнения цапф роликов из теплоизоляционного волокнистого материала, а проем для размещения цапфы ролика выполнен в виде усеченных конусов, сопряженных своими меньшими основаниями [3] - прототип.
Недостатки известного устройства состоят в том, что деформирование роликов и кладки от действия тепловых и механических нагрузок приводит к разуплотнению цапф и разрушению теплоизоляционной кладки роликового пояса. Это сокращает срок службы роликового пояса и снижает его герметичность. Кроме того, устройство имеет низкую ремонтопригодность, так как требует замены кладки.
Техническая задача, решаемая предлагаемым изобретением, состоит в увеличении срока службы, повышении герметичности и ремонтопригодности роликового пояса.
Указанная техническая задача решается тем, что в известной конструкции роликового пояса проходной печи, содержащей расположенные в ряд ролики, бочки которых находятся в рабочей камере, а цапфы выведены из нее через проемы с зазорами, и уплотнения зазоров, согласно предложению уплотнения выполнены в виде блоков, расположенных друг над другом симметрично вдоль оси роликового пояса, а каждый блок состоит из металлической кассеты с закрепленным на ней уплотнителем из мягкого огнеупорного керамоволокнистого материала, на обеих боковых сторонах которого выполнены концентрические цилиндрические выемки, охватывающие четверть окружности краев бочек и цапф помещенных в них смежных роликов.
Возможен вариант выполнения роликового пояса, в котором уплотнитель выполнен многослойным с огнеупорными свойствами и плотностью материала слоев, повышающимися в направлении от металлической кассеты в сторону рабочей камеры. Кроме того, на цилиндрических поверхностях выемок могут быть закреплены упругие керамоволокнистые прокладки.
В предложенной конструкции роликового пояса применены две ступени уплотнения зазоров: на концевых участках бочек роликов и на их цапфах. За счет использования упругих свойств огнеупорного керамоволокнистого материала обеспечивается высокая герметичность уплотнения при изменениях температурного режима работы роликового пояса. Упругое восстановление размеров огнеупорного керамоволокнистого материала поддерживает в течение длительного времени работоспособность устройства. Легкая замена отдельных блоков и их полная идентичность повышают ремонтопригодность роликового пояса.
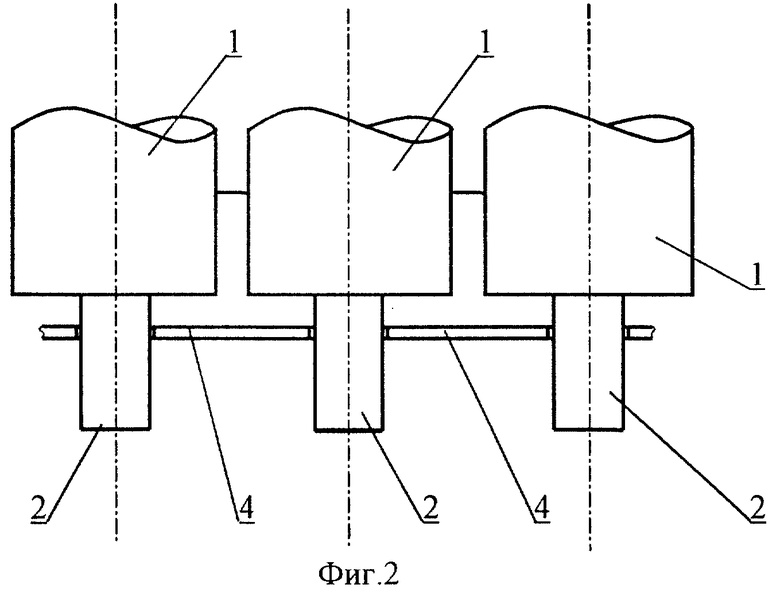
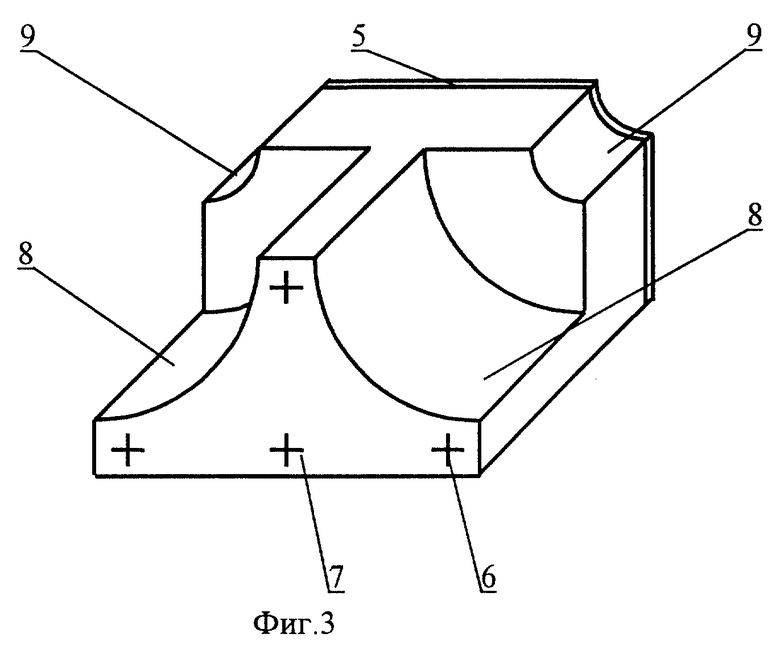
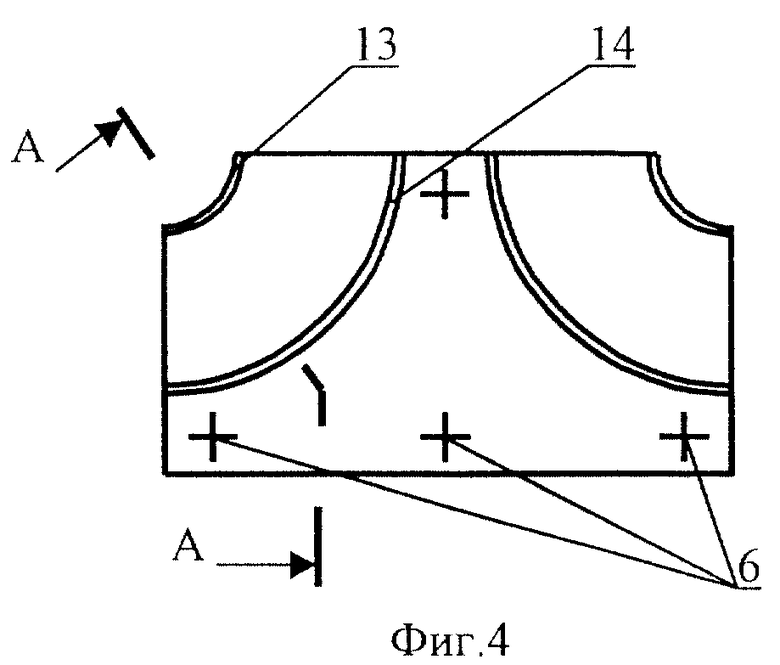
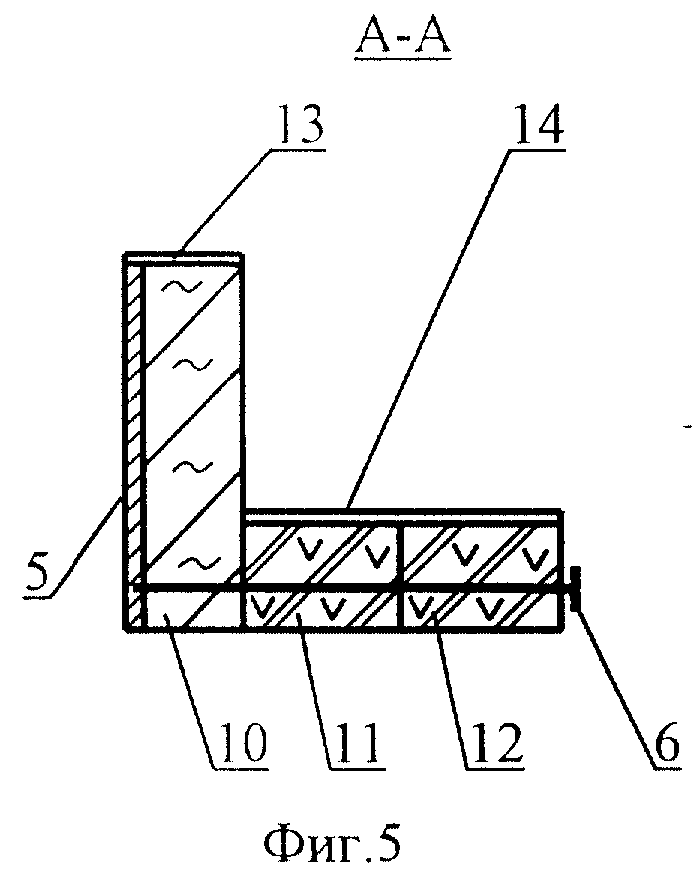
На фиг.1 представлен роликовый пояс, вид спереди; на фиг. 2 - роликовый пояс, вид сверху (верхний ряд блоков условно снят); на фиг.3 - блок в аксонометрии, вид сзади; на фиг.4 - блок, вид сзади, в вариантном исполнении; на фиг.5 - сечение по А-А на фиг.4.
Роликовый пояс проходной печи состоит из расположенных в ряд роликов 1, бочки которых находятся в рабочей камере печи, а цапфы 2 выведены из рабочей камеры через проемы в боковых стенках 3 камеры. Между цапфами 2 и стенками 3 рабочей камеры имеются зазоры, в которые помещены блоки 4, играющие роль уплотнений зазоров. Блоки 4 расположены в два ряда - верхний и нижний, друг над другом симметрично вдоль оси роликового пояса и закреплены на боковых стенках 3 камеры скобами. Каждый блок 4 (фиг.3-5) состоит из металлической кассеты 5, на которой с помощью шпилек 6 закреплен уплотнитель 7 из мягкого огнеупорного керамоволокнистого материала. На обеих боковых сторонах уплотнителя 7 выполнены концентрические цилиндрические выемки 8 и 9. Цилиндрические выемки 8 и 9 каждого блока 4 в роликовом поясе охватывают по четверти окружности краев бочек ролика 1 и цапфы 2 и плотно к ним прижаты за счет упругой деформации огнеупорного керамоволокнистого материала.
Уплотнитель 7 может быть выполнен многослойным и состоять из плоских слоев 10, 11 и 12 огнеупорного керамоволокнистого материала, обладающих различной плотностью и огнеупорными свойствами. При этом плотность и огнеупорные свойства слоя 11 больше, чем слоя 10, и слоя 12 больше, чем слоя 11.
В варианте выполнения устройства на цилиндрические поверхности выемок 8 и 9 с помощью огнеупорного клеящего состава КОС-1 закреплены упругие керамоволокнистые прокладки 13 и 14.
Устройство работает следующим образом.
Для сборки роликового пояса в рабочую камеру проходной печи через проемы в боковых стенках 3 заводят ролики 1, закрепляют их на подшипниковых опорах и соединяют с приводными электродвигателями. Образовавшиеся между боковыми стенками 3 и роликами 1 зазоры уплотняют посредством блоков 4, которые задвигают внутрь проемов вдоль оси роликов 1 и закрепляют скобами. При этом уплотнитель 7, закрепленный шпильками 6 на металлической кассете 5, упруго деформирован и плотно прижат поверхностями цилиндрических выемок 8 и 9 к краю бочки ролика 1 и к его цапфе 2. Таким образом, четыре блока 4, установленные попарно сверху и снизу относительно ролика 1, образуют замкнутые кольцевые уплотнения как по краю бочки, так и по его цапфе 2. После заполнения верхнего и нижнего рядов блоками 4 на обеих сторонах печи роликовый пояс подготовлен к проведению нагрева металла.
Термообрабатываемый листовой прокат поступает в печь и по вращающимся от электродвигателя роликам 1 перемещается по рабочей камере с разогревом от газовых горелок. Благодаря тому что уплотнитель 7 блоков 4 постоянно упруго прижат поверхностями выемок 8 и 9 к краям бочек роликов 1 и цапф 2, роликовый пояс остается герметичным и из него не происходит выноса в окружающую атмосферу тепла и дыма. Изменения температуры в рабочей камере приводят к термическим деформациям роликов 1, цапф 2 и боковых стенок 3, однако вместе с изменением их геометрических размеров происходит изменение упругой деформации уплотнителя 7 без нарушения герметичности. При вращении роликов 1 каждый из уплотнителей 7 удерживается в заданном положении металлической кассетой 5, к которой он прикреплен шпильками 6.
Температурное поле блока 4 уменьшается по толщине уплотнителя 7 от печи к металлической кассете 5, т.е. в варианте выполнения устройства, когда уплотнитель 7 состоит из разнородных слоев, наиболее высокие огнеупорные свойства и плотность имеет наиболее разогретый слой 12. Слой 11 с менее высокими огнеупорными свойствами и плотностью имеет меньшую рабочую температуру. При наиболее низкой температуре работает слой 10, огнеупорные свойства и плотность которого являются наименьшими. Учет температурного поля в использовании слоев 10, 11 и 12 с различными свойствами обеспечивает снижение массы блока 4, что повышает его ремонтопригодность и снижает стоимость.
В варианте исполнения устройства на цилиндрических поверхностях выемок 8 и 9 приклеены упругие керамоволокнистые прокладки 13 и 14. При работе печи прокладка 13 находится в упругом контакте с цапфой, а прокладка 14 - с краем бочки вращающегося ролика, чем обеспечивается двухступенчатое уплотнение зазоров. В случае износа упругих керамоволокнистых прокладок 13 и 14 и ухудшения герметичности роликового пояса их удаляют и заменяют новыми. Этим достигается дополнительное повышение ремонтопригодности и срока службы устройства.
Для ремонта ролика 1, изношенного или поврежденного в процессе эксплуатации, производят разъединение скоб, фиксирующих четыре блока 4, взаимодействующих с этим роликом 1. За металлическую кассету 5 блоки 4 извлекают из зазоров между стенками 3 камеры и роликом 1, вытягивая их вдоль оси ролика 1. Затем ролик 1 извлекают из рабочей камеры печи и заменяют новым. После этого все четыре блока 4 устанавливают на место и фиксируют скобами. Герметичность роликового пояса при этом восстанавливается.
Технико-экономические преимущества предложенного устройства состоят в том, что выполнение уплотнения в виде блоков, расположенных друг над другом симметрично вдоль оси роликового пояса, когда каждый блок состоит из металлической кассеты с закрепленным на ней уплотнителем из мягкого огнеупорного керамоволокнистого материала, на обеих боковых сторонах которого выполнены концентрические цилиндрические выемки, охватывающие четверть окружности краев бочек и цапф помещенных в них смежных роликов, обеспечивает повышение герметичности за счет двух ступеней уплотнения (по краю бочки и цапфе). Упругое восстановление толщины уплотнителя по мере его износа от взаимодействия с вращающимся роликом обеспечивает длительный срок службы. Легкость замены изношенных роликов, блоков и изношенных упругих керамоволокнистых прокладок повышает ремонтопригодность устройства.
Промышленное опробование предложенной конструкции роликового пояса подтвердило его высокую эффективность.
В качестве базового объекта принято устройство-прототип. Реализация предложенного устройства обеспечит повышение рентабельности производства термообработанного горячекатаного листового проката на 5-7%.
Источники информации
1. Справочник конструктора печей прокатного производства./Под редакц. В. М. Тымчака. М., Металлургия, 1970, т.II, с.855.
2. Авт.св. СССР 659867, МПК F 27 В 9/04, С 21 D 9/00, 1979 г.
3. Авт.св. СССР 1229537. МПК F 27 В 9/30, 1986 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕТЛЕДЕРЖАТЕЛЬ | 1997 |
|
RU2134170C1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2120349C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ПРОХОДНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНОГО ВОЛОКНА В ЗАЩИТНОЙ СРЕДЕ ИНЕРТНОГО ГАЗА | 2006 |
|
RU2354906C2 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| МЕХАНИЗМ ВЫДАЧИ ТРОСА ТЯГОВОЙ ЛЕБЕДКИ БРОНИРОВАННОЙ РЕМОНТНО-ЭВАКУАЦИОННОЙ МАШИНЫ | 2009 |
|
RU2406682C1 |
| УСТРОЙСТВО ПОДВОДА ВОЗДУХА ОТ НЕПОДВИЖНОЙ ЦАПФЫ К ВРАЩАЮЩЕЙСЯ СТУПИЦЕ | 1998 |
|
RU2132283C1 |
Изобретение относится к металлургической теплотехнике, конкретнее к устройствам нагревательных печей проходного типа с роликовым подом для термической обработки листового проката. Техническая задача, решаемая изобретением, состоит в увеличении срока службы, повышении герметичности и ремонтопригодности роликового пояса. Роликовый пояс проходной печи содержит расположенные в ряд ролики, бочки которых находятся в рабочей камере, а цапфы выведены из нее через проемы с зазорами, и уплотнения зазоров. Уплотнения выполнены в виде блоков, расположенных друг над другом симметрично вдоль оси роликового пояса, каждый блок состоит из металлической кассеты с закрепленным на ней уплотнителем из мягкого огнеупорного керамоволокнистого материала, на обеих боковых сторонах которого выполнены концентрические цилиндрические выемки, охватывающие четверть окружности краев бочек и цапф помещенных в них смежных роликов. Возможен вариант выполнения устройства, по которому для облегчения конструкции при сохранении ее теплофизических параметров уплотнитель выполнен многослойным с огнеупорными свойствами и плотностью материала слоев, повышающимися в направлении от металлической кассеты в сторону рабочей камеры. Кроме того, для повышения ремонтопригодности и срока службы на цилиндрических поверхностях выемок могут быть закреплены упругие керамоволокнистые прокладки. 2 з.п. ф-лы, 5 ил.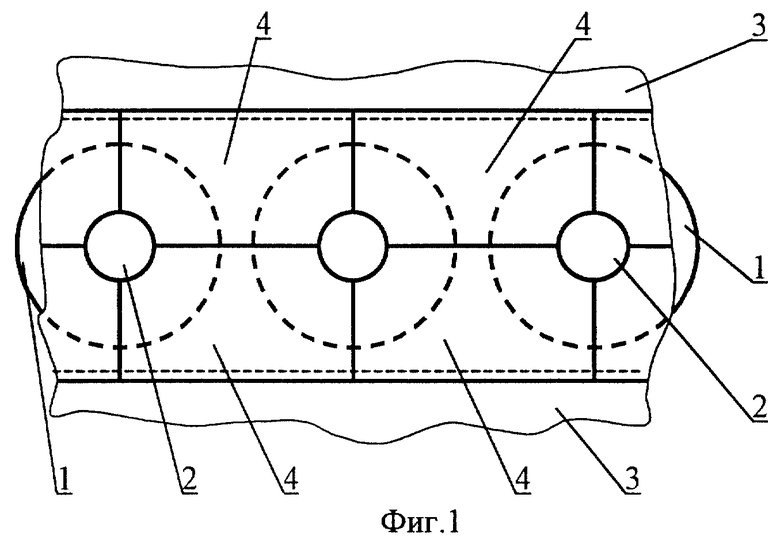
| Проходная роликовая печь для нагрева металла | 1983 |
|
SU1229537A1 |
| ПЕЧНОЙ РОЛИК | 0 |
|
SU261434A1 |
| Вакуумная электропечь | 1976 |
|
SU659867A1 |
| ТЫМЧАК В.М | |||
| Справочник конструктора печей прокатного производства, т.2, Металлургия, 1970, с | |||
| Приспособление для контроля движения поездов | 1924 |
|
SU845A1 |

