Изобретение относится к пайке, в частности к способам пайки деталей с полым профилем, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение производительности процесса и улучшения качества паяного соединения.
На чертеже изображ-ен стык паяе.мых труб после сборки и герметизации.
Способ реализуется следующим образом.
Производят сборку труб 1, герметизацию внутренней стороны паяемого стыка 2 введением внутрь труб вставки 3, герметизацию наружной стороны стыка 2 газотермическим напылением слоя самофлюсующего порощкового припоя 4, нагрев до температуры пайки и охлаждение.
При нагревании в полученном замкнутом объеме паяемого стыка происходит взаимодействие находящегося в нем кислорода с металлом паяемых кромок. В связи с тем, что в процессе разогрева, в замкнутом объеме получается избыточное давление газов, кислород не поступает в зону стыка. Поэтому паяемые кромки окисляются незначительно. При дальнейшем нагревании припоя до температуры пайки происходит его затекание в зазор между торцами вту;:ок. При этом флюсующие компоненты припоя связывают то небольшое количество окислов, которое получилось в первоначальный момент нагрева стыка, а остатки газов и образовавшиеся шлаки вытесняются жидким припоем через-зазор между вставкой и паяемыми деталями, при этом гарантированный зазор между ними должен быть 0,02- 0,05 мм либо вставка может выполняться по плотной посадке и иметь «лыску, расположенную перпендикулярно плоскости стыка с той же величиной зазора.
Полная герметичность напыленного припоя достигается при толщинах 0,5 мм и больше. Объем напыляемого припоя рассчитывается из объема паяемого зазора плюс 30% на усадочные процессы и шлакообразование.
Пример. Была проведена пайка втулок из стали Х18П9 с использованием порошковых припоев трех наименований: ПР-Н73Х16СЗРЗ, ПР-Н70Х17С4Р4 и ПР- Н65Х25СЗРЗ.
Y////////A
/
ВНИИПИЗаказ 7625/13Тираж 998Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Две трубы 1 были собраны на вставке 3 с зазором между паяемыми торцами 0,25 мм. Газотер.мическим способом порошковый припой наносили на прилегающие
к торца.м поверхности. Для получения равномерного слоя припоя собранные трубы при его нанесении вращали в патроне токарного станка. В результате нанесения слоя припоя 4 толщиной 1,5 мм была получена замкнутая полость паяемого стыка 2. Затем производили предварительный нагрев паяемых поверхностей и нанесенного припоя до 950±25°С. Температуру нагрева контролировали оптическим пирометром. Для равномерного нагрева паяемые трубы вращали в патроне токарного станка. После предварительного подогрева припой доводили до температуры плавления 1050±10°С и выдерживали 2 мин. Заполнение зазора между торцами втумок контролировали по образованию характер0 ной кольцевой усадки расплавленного припоя в зоне стыка. Далее нагрев прекращали, а паяемые трубы выдерживали 3 мин до полной кристаллизации припоя. Затем проводилось охлаждение паяного соединения
, в ящике с сухим песком в течение часа. Качество паяных соединений во всех случаях было хорошим.
Предлагаемое изобретение исключает применение для герметизации паяемого зазора дуговой контурной сварки, что повышает производительность и устраняет возможное коробление деталей, а также позволяет выводить из паяемого зазора неметаллические включения.
Формула изобретения
Способ бесфлюсовой пайки деталей из полых профилей, преимущественно труб, при котором производят сборку деталей, размещение рядом с паяемым зазором припоя, герметизацию паяемого стыка, нагрев до температуры пайки и охлаждение, отличающийся тем, что, с целью повышения производительности процессов и улучшения качества паяного соединения, гер.метизацию внутренней стороны паяемого стыка производят введением внутрь труб вставки, а герметизацию наружной стороны стыка - газотермическим напылением слоя самофлюсующего порошкового припоя.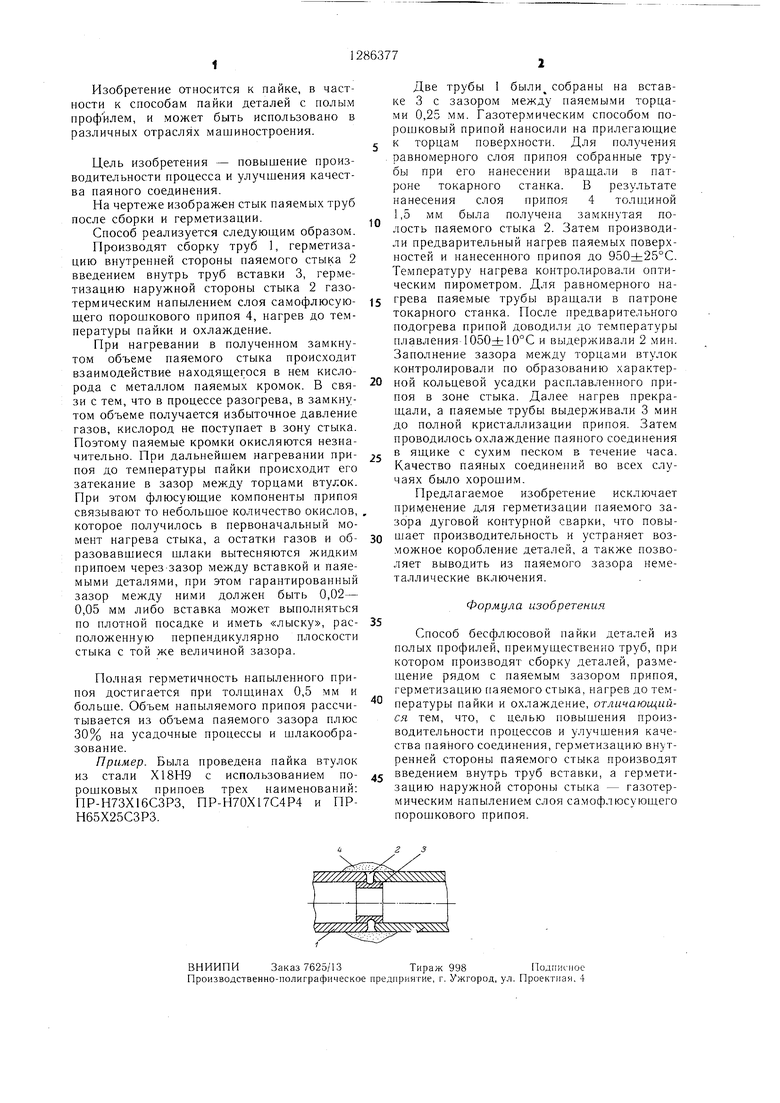
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Способ пайки металлических конструкций | 1983 |
|
SU1133054A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1989 |
|
RU1822041C |
| Способ капиллярной пайки деталей | 1989 |
|
SU1639901A1 |
| СПОСОБ ПАЙКИ КРИСТАЛЛОВ ДИСКРЕТНЫХ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ К КОРПУСУ | 2016 |
|
RU2636034C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| Способ бесфлюсовой пайки алюминиевых изделий | 2016 |
|
RU2623543C1 |
Изобретение относится к области пайки, в частности к спосбу бесфлюсовой пайки деталей с полым профилем. Целью изобретения является повышение производительности процесса и улучшение качества паяного соединения. При сборке труб осуше- ствляют герметизацию стыка введением внутри труб вставки, а снаружи наносят слой самофлюсующего припоя газотермическим напылением. При нагревании в замкнутом объеме стыка происходит взаимодействие находящегося в нем кислорода с металлом паяемых кромок. В связи с тем, что в процессе разогрева в замкнутом объеме получается избыточное давление газов, кислород не поступает в зону стыка, а паяемые кромки окисляются незначительно. Флюсующие компоненты припоя связывают небольшое образовавшееся количество окислов, а остатки газов и шлаков вытесняются жидким припоем через зазор между вставкой и паяемыми деталями. Способ исключает применение для герметизации паяемого зазора дуговой контурной сварки, что повышает производительность процесса и устраняет возможное коробление деталей, а также позволяет выводить из паяемого зазора неметаллические включения. 1 ил. (Л ю 00 О5 со 
| Гржимальский Л | |||
| Л., Ильевский И | |||
| И | |||
| Технология и оборудование пайки | |||
| М.: Машиностроение, 1979, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
