Изобретение относится к области пайки, в частности к способам пайки стальных конструкций, и может быть использовано в различных областях машиностроения.
Известен способ пайки , при котором предварительно облуженный проводник прижимают в момент нагрева к печатной плате с удельным давлением до 15-16 кг/мм. В процессе пластической деформации проводника и кристаллизации оставшегося припоя под давлением образуется прочное соединение 1 .
Однако указанный способ предназначен для припайки внахлестку выводов из пластичных материалов толщиной до 0,1 мм без деформирования печатного проводника, что не обеспечивает равнопрочность соединения и неприменимо для пайки встык элементов, например, из железоуглеродистых сплавов.
Известен способ пайки металлических конструкций, включающий сборку деталей с размещением припоя и флюса в паяемом зазоре, приложение сжимающего статического давления с пластической деформацией деталей в зоне соединения. Способ используется для соединения разнородных металлов, и максимальная деформация наиболее твердого из соединяемых металлов составляет 20%. Разрушение соединений происходит по более мягкому металлу 2.
Однако, в случае соединения деталей из однородных материалов встык, в частности деталей из стали, известный способ не обеспечивает получения паяного соединения равнопрочного основному материалу.
Целью изобретения является получение стыковых паяных соединений стальных конструкций, равнопрочных основному металлу..
Поставленная цель достигается тем, что согласно способу пайки металлических конструкций преимущественно стальных, включающему сборку деталей с размещением -припоя и флюса в паяемом зазоре, нагрев до температуры пайки и пластическое деформирование деталей в зоне соединения путем приложения статического давления, пластическое деформирование обоих соединяемых торцов деталей в плоскости стыка производят в пределах от 40 до 60%.
Статическое давление к паяемым деталям может быть приложено до начала нагрева.
На чертеже изображена схема осуществления способа.
Паяемые детали, в данном случае стальные трубы 1, устанавливаются в подвижном 2 и неподвижном 3 зажимах индукционной или любой другой нагревательной установки.
Индуктор 4 нагревает стыкуемые детали до температуры пайки. При этом предварительно нанесенные на кромки припой и флюс
расплавляются. Под действием усилия Р детали сдавливаются (осаживаются).
Основной металл в области соприкасающихся торцов в плоскости стыка будет пластически деформироваться. При достижении для каждой паяемой детали величины деформации более, чем на 40%, осадку прекращают. Степень деформации контролируют по высоте 5 усиления.
Пример . По приведенной схеме производится пайка стальных труб диаметром 32 мм с толщиной стенки 3,5 мм, имеющих предел прочности 50 кг/мм. Кромки обрабатываются резцом и не имеют разделки. В качестве компактных и порошковых припоев используются медь МО ГОСТ 546-67, ПАН-3 ТУ 14-1-2991-80 и ПМФСб-0,15 ТУ-48-3602-7-77, требующие нагрева соответственно 1100, 1000 и 750°С. Для пайки медно-фосфорным припоем применяется флюс ПВ201, в остальных случаях - смесь буры (80%) и борного ангидрида (20%). Параллельно образующей паяных труб по периметру соединения вырезаются образцыпластинки шириной 8 мм. После снятия усиления шва, возникшего в результате пластической деформации, образцы испытываются на угол загиба и растяжения.
Из результатов замеров следует: изменение механических свойств паяных соединений имеет качественный скачок в сторону резкого повышения углов загиба и прочности на растяжение при деформации основного металла в области стыка 40%; дальнейшее увеличение степени деформации при осадке образцов практически не изменяет прочности соединений; использование различных, даже не рекомендуемых для сталей припоев (медного на воздухе и медно-фосфорного) позволяет, применяя предлагаемый способ пайки, получать стыковые соединения, имеющие механические свойства на уровне основного металла.
Получение равнопрочных с основным металлом стыковых соединений можно объяснить контактным упрочнением металла паяного шва, отсутствием литой структуры, усадочной пористости и «залечиванием микротрещин припоем.
Как показывают опыты, обеспечить равномерный нагрев по периметру деталей практически сложно. Менее нагретые участки меньше деформируются. Для компенсации этого недостатка нами указан наибольший предел деформирования, соответствующий 60%.
С другой стороны, следует учитывать увеличение потерь металла с ростом степени деформации.
Способ пайки может быть осуществлен при сдавливании деталей в холодном состоянии через припой и флюс с нагрузкой 35 кг/мм. По мере роста пластичности пая311330544
емого металла в зоне нагрева, его деформи-труб большого диаметра, решая проблему
рование происходнт самопроизвольно.удержания прнпоя от вытекания из зоны
Такой вариант осуществления предлагае-стыка, мого способа позволяет производить пайку
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки медных сплавов со сталями | 1976 |
|
SU589103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| Способ пайки труб электросопротивлением | 1989 |
|
SU1743744A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| СПОСОБ ПАЙКИ КЕРАМИКИ С МЕТАЛЛАМИ И НЕМЕТАЛЛАМИ | 2006 |
|
RU2336980C2 |
1. СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, преимущественно стальных, -включающий сборку деталей с размещением припоя и флюса в паяемом зазоре, нагрев до температуры пайки и пластическое деформирование деталей в зоне соединения путем приложения статического давления, отличающийся тем, что, с целью получения стыковых паяных соединений равнопрочных основному металлу, пластическое деформирование обоих соёдиняемь1х торцов деталей в плоскости стыка производят в пределах от 40 до 60%. 2. Способ по п. 1, отличающийся тем, что статическое давление к паяемым деталям прикладывают до начала нагрева. 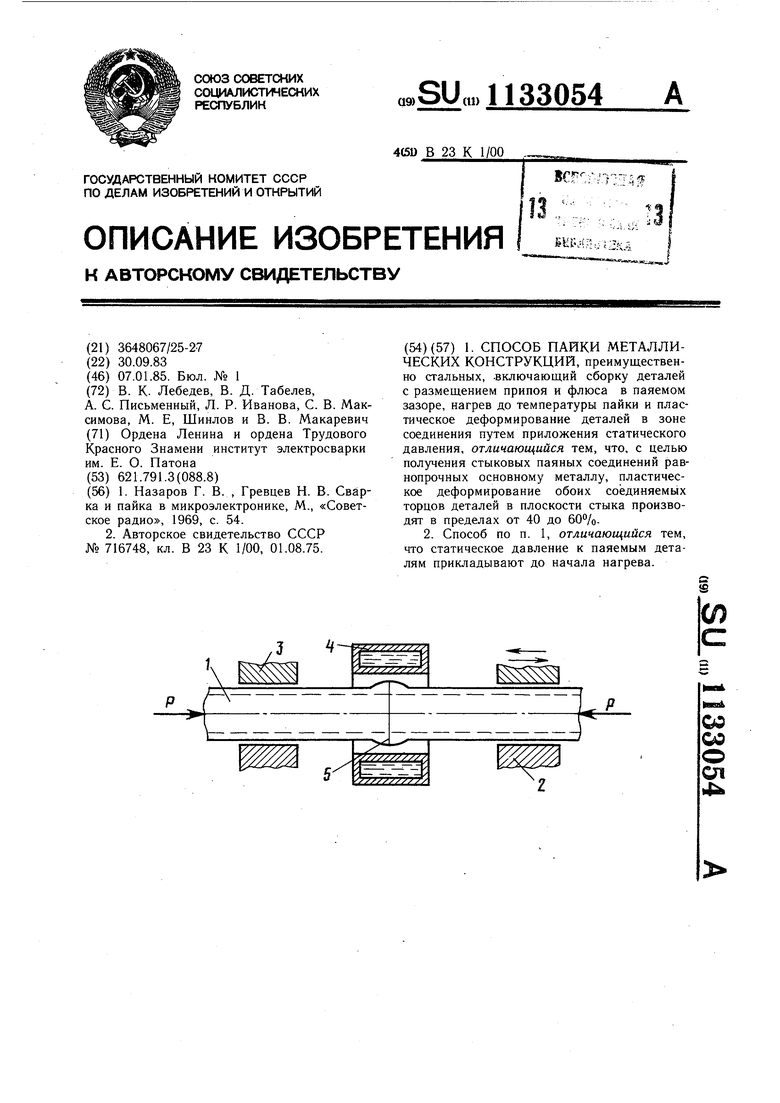
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Назаров Г | |||
| В | |||
| , Гревцев Н | |||
| В | |||
| Сварка и пайка в микроэлектронике, М., «Советское радио, 1969, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ пайки элементов из разнородных металлов | 1975 |
|
SU716748A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
