Изобретение относится к технологии изготовления пьезоэлектрической керамики на основе слоистых висмутсодержащих соединений, в частности 0,9 Na, Bi. ТцО,5 - 0,1 PBNbo,5 СГд5 О-} которые имеют анизотропию пьезоэлектрических свойств (d, /d,, К /Kp,d,/d) и которая используется для создания антенных решеток, приборов медицинской диагностики, высокочувствительных преобразователей ультразвуковой дефектоспопии и др,
Целью изобретения является увеличение анизотропии пьезоэлектрических свойств ( , d,5/d, , d,,/dg,) увеличение абсолютных значений пьезо- модуля djj и толщинного коэффициента электромеханической связи К и обеспечение управления степенью текстури
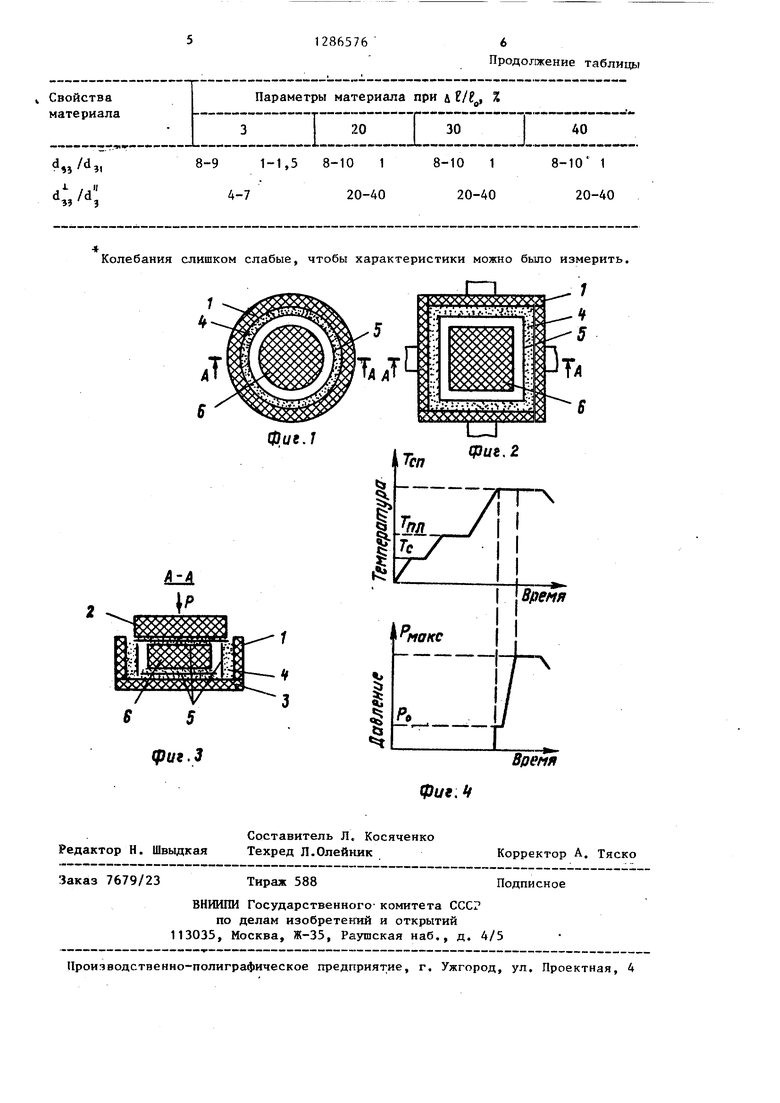
рования пьезоэлектрической керамики, На фиг, 1 схематически изо бражена пресс-форма для прессования цилиндров; на фиг. 2 - то же, для призм; на фиг. 3 - разрез А-А на фиг, 1 и 2; на фиг. 4 график зависимости изменения температуры и давления от времени .
Способ изготовления высокоплотной текстурированной пьезоэлектрической керамики осуществляют следующим образом,
В качестве исходного материале используют титанаг натрия висмута 0,9 Nao g Bi,,5 0,1 РЬМЬ„ Cro.sOv
Синтез состава проводится по известной керамической технологии в две стадии. Температура первого синтеза Т, 850 6; температур. второго синтеза Tg 900 С, продолжительност синтеза 10 ч. Помол материала осуществляют методом мexaничecк гo смешения в присутствии мел1ощи : тел и жидкой среды -: воды - в течение 15 ч Заготовки формуют методом холодного прессования Е стальных пресс-формах при удельном давлении 210 Н/м с добавлением 5%-ного раствора пластификатора например поливинилового спирта. Сформованные крз пногабарит ные заготовки, например призмы от 60x60 до 110x110 мм, высотой 15-30 м гюмещагот в пресс-форму.
Пресс-форма содержит матрицу 1, формующий и опорный пуансоны 2 и 3 соответственно, среду 4, передающую давление, например, из электрокорунда Э9А, порошка AljO-j, ZrO и др.,
0
5
0
металлический экран 5 из нержавеющей стали, расположенный в матрице на расстоянии заготовки 6, равном 3-40% линейных размеров заготовки в направлении, перпендикулярном оси давления.
Заготовку размещают таким образом, что между нею и металлическим экраном образуется свободное пространство, равное 3-40% линейных размеров заготовки.
Порядок нагрева и охлаждения следующий ;
подъем до температуры сушки (Тс), равный 300-400 С, со скоростью 100- 200 С в час для сушки заготовки и удаления пластификатора;
выдержка при температуре Т., в течение 0,5-2 ч;
подъем дл температуры плавления (чпл.), на 100-200 С превышающей температуру перехода заготовки в пластическое состояние, со скоростью 100-200 С в час;
выдержка при т.пл. в течение 0,5т2 ч;
подъем до температуры спекания (т.СП.) со скоростью 50-200°С в час;
выдержка при т.сп. в течение 4-10 ч;
принудительное ох.паждение до 1500 в течение 6-15 ч.
Порядок приложения давления сле ду;ощий.
При т.СП. после выдержки в тече- ладываетс 1-2,-10
ние 0,5-2 ч прикладывается началь Н/м
со
скоростью Н/м в час. При этом начальное давление прикладывают после равномерного прогрева заготовки по всему объему при т.сп. и поддерживают его постоянным до заполнения заготовкой свободного объема пресс-формы, затем увеличивают да,вление до максимального значения Ртах 1-2-10 Н/м со скоростью 110 Н/м в час. По окончании вьщержки давление снимают.
Скорость разогреЕ;а и величина приложения давления определяются габаритами заготовки и составом материала. Например, для дисков диаметром 40-70 мм скорость подъема температуры составляет 200 град/ч, а диаметром 110-120 мм - 50 град/ч. Поляриэ шя образцов проводилась в поли- этиленснлоксановой жидкости ПЭС-5 при 180 С в течение 60 мин в поле напряженностью 6-8 Ш м с последующим охлаждением под полем до 90 С.
Измерение электрофизических параметров проводилось через 24 ч после поляризации в соответствии с ГОСТ 12370-8D. Механическая прочность пьезокерамики при растяжении Gр определялась диаметриальным сжатием плоскими штампами дисков диаметром 10 мм и выстой 1,5 мм. Объемную плотность р пьеэокерамики измеряли методом гидростатического взвешивания.
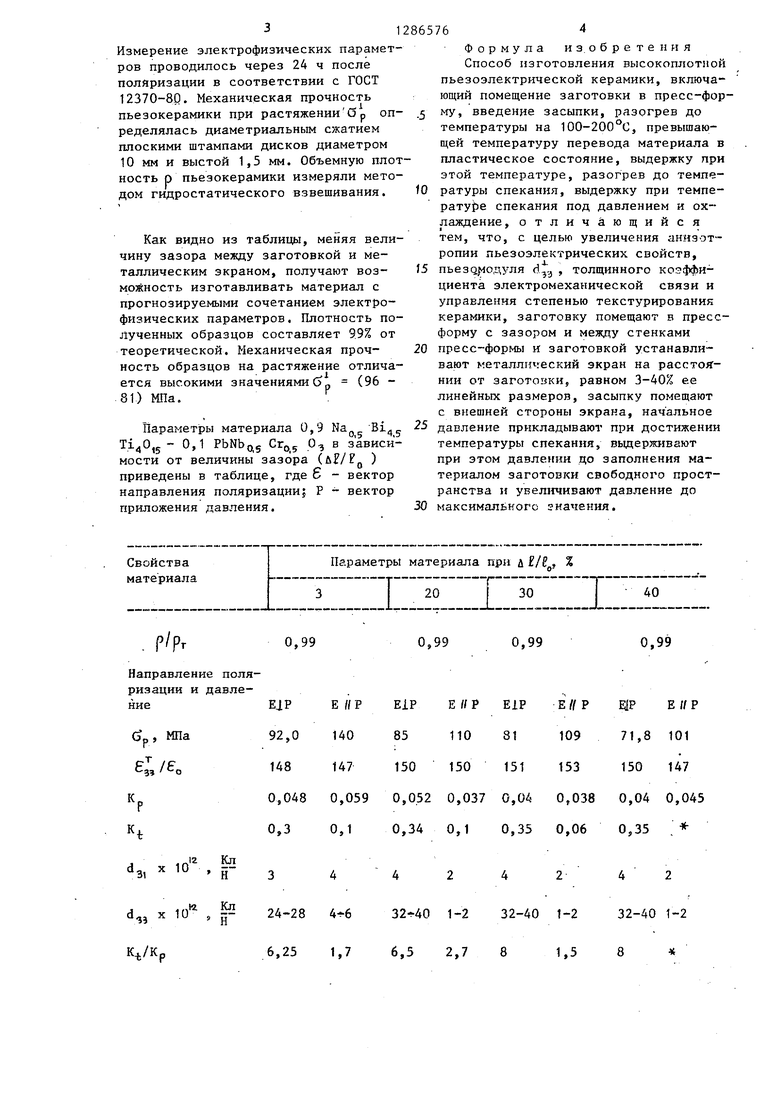
Как видно из таблицы, меняя величину зазора между заготовкой и металлическим экраном, получают воз- молсность изготавливать материал с прогнозируемыми сочетанием электрофизических параметров. Плотность полученных образцов составляет 99% от теоретической. Механическая прочность образцов на растяжение отличается высокими значениями (96 - 81) МПа.
Параметры материала 0,9 Na Bi - 0,1 О, в з ависи мости от величины зазора (uF/F., )
61 - вектор
направления поляризации; Р - вектор приложения давления.
- Р/РГ
0,99
Направление поляризации и давление
(р, МПа
е; /е.
0,048 0,059 0,052 0,037 0,04 0,038 0,04 0,045
к.
0,3
0,1
J2 КЛ
Формула изобретения Способ изготовления высокоплотиой пьезоэлектрической керамики, включающий помещение заготовки в пресс-форму, введение засыпки, разогрев до температуры на 100-200°С, превышающей температуру перевода материала в пластическое состояние, выдержку при этой температуре, разогрев до температуры спекания, выдержку при температуре спекания под давлением и охлаждение, отличающийся тем, что, с целью увеличения анизотропии пьезоэлектрических свойств,
пьез(уу1одуля d.j , толщинного коэффициента электромеханической связи и управления степенью текстурирования керамики, заготовку помещают в пресс- форму с зазором и между стенками
пресс-формы и заготовкой устанавливают металлический экран на расстоянии от заготовки, равном 3-40% ее линейных размеров, засыпку помещают с внешней стороны экрана, начальное
давление прикладывают при достижении температуры спекания, вьщерживают при этом давлении до заполнения материалом заготовки свободного пространства и увеличивают давление до
максимального гкачения.
0,99
0,99
0,99
0,34 0,1 0,35 0,06 0,35
Продоогжение таблицы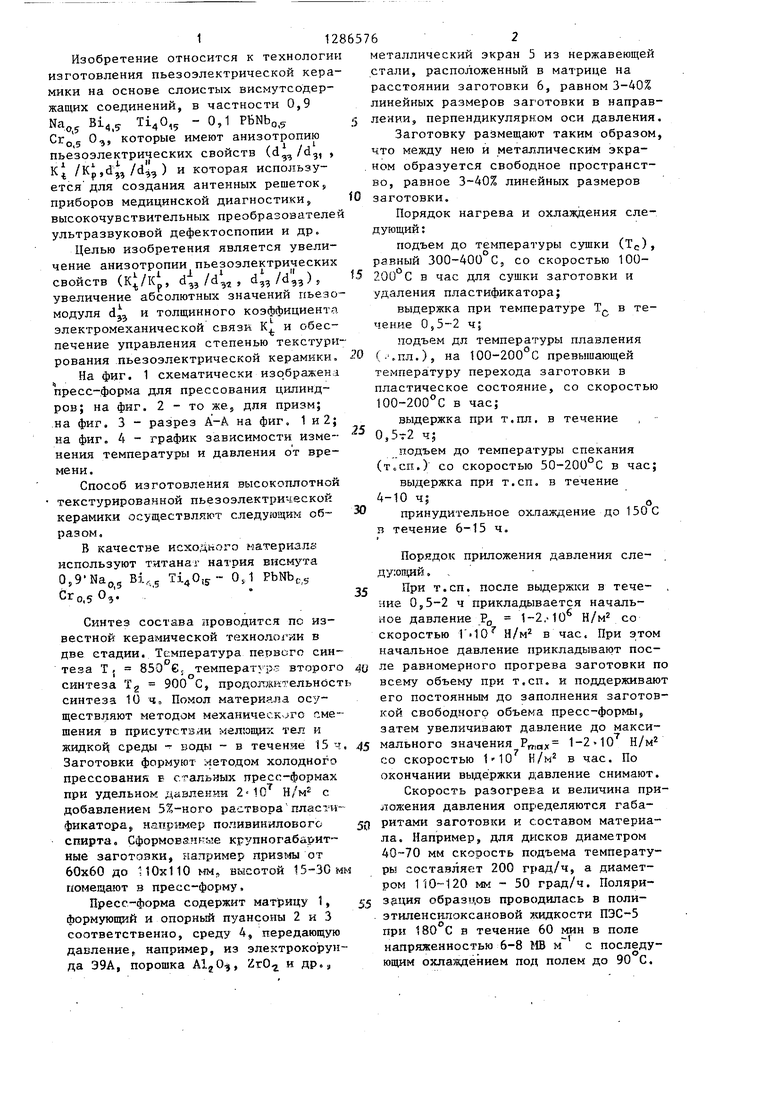
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЬЕЗОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ НА ОСНОВЕ ТВЕРДЫХ РАСТВОРОВ НИОБАТОВ КАЛИЯ-НАТРИЯ | 2014 |
|
RU2555847C1 |
| Состав засыпки для спекания сегнетопьезоэлектрического керамического материала на основе ниобата натрия | 2021 |
|
RU2767817C1 |
| Способ получения керамических материалов на основе сложных оксидов АВО3 | 2019 |
|
RU2725358C1 |
| Модификатор и способ изменения электрофизических и магнитных свойств керамики | 2021 |
|
RU2768221C1 |
| Пьезоэлектрический керамический материал | 1986 |
|
SU1390223A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ КОМПОЗИЦИОННЫХ ПЬЕЗОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ И ПЬЕЗОЭЛЕМЕНТОВ ИЗ НИХ | 2013 |
|
RU2546055C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОННО-ТЕКСТУРИРОВАННОЙ СТЕКЛОКЕРАМИКИ | 2009 |
|
RU2422390C1 |
| Пьезоэлектрический керамический материал | 1983 |
|
SU1135736A1 |
| Низкочастотный пьезоэлектрический керамический материал на основе феррита висмута и феррониобата свинца | 2024 |
|
RU2836755C1 |
| Пьезоэлектрический керамическийМАТЕРиАл | 1979 |
|
SU833836A1 |
Изобретение относится к технологии изготовления пьезоэлектрической керамики и позволяет увеличить анизотропию пьезоэлектрических свойств, абсолютное значение пьезомодуля и толщинного коэффициента электромеханической связи и обеспечить управление степенью текстурирования пьезоэлектрической керамики. В начальный момент на заготовку действует одноосное давление и происходит свободная радиальная деформация, обусловленная пластическим течением материала до заполнения заготовкой свободного объема пресс-формы, который создают за счет размещения заготовки в пресс-форме с зазором и введения в зазор металлического экрана, размещаемого от заготовки на расстоянии 3-40% ее линейных размеров, а засыпку вводят с внешней стороны экрана. За счет этого отношение d /d ,, возрастает с 4 до 10; отношение d, - с 2 до 40, - с 4 до 8, затем нагревают до температуры спекания и увеличивают давление до максимального. 4 ил., 1 табл. g W tS9 00 Од сл О)
Колебания слишком слабые, чтобы характеристики можно было измерить.
; v
1
yvwyvy ygg
Фуе.7
yvwyvy ygg
л 1
Зт.
ХЯлХЛлёуу
фиг. 2
Время
Редактор Н. Швьщкая
Составитель Л, Косяченко Техред Л.Олейник
Заказ 7679/23
Тираж 588
ВНИИПИ Государственного- комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
tfJU9,ff
Корректор А. Тяско
Подписное
| 0 |
|
SU193767A1 | |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления высокоплотной пьезоэлектрической керамики | 1977 |
|
SU629196A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
