Получение вытянутой заготовк: ковкой слнткоз из труднодеформируемых сплавов затрудняется возникающими при деформировании растягивающими напряжениями, разрушаюши и поверхность материала.
Искусственное создание добавочных напряжений 11рот}1воио,1ожного знака с помощью противодавлений способстзует Страпс;П1ю трещинообразования в слитке, однако, оно нашло применение только для осаживания прессованием нагретого слитка в oooihie (а не для вытяжки) вследствие отсутствия разработки удовлот1юрпте.тьпого технологического процесса получения вытянутых заготовок из трудподефо тмпруемых сплавов.
Существо описываемого способа заключается в том, что нлгреть;;; слиток из труднодеформируемого сплава перед прсссовапием зажимают с торцов между нагретыми прокладками, выполненными из легкодеформируемых сплавов, и производят вытяжку кузнечнылп обжимками с квадратным профилем ручьев. При удлинении слитка его вдавливаются в тело более мягких прокладок, и тем самым создаются условия для получения добавочных напряжений ,)иоложного знака, устраняющих трещинообразование в слитке.
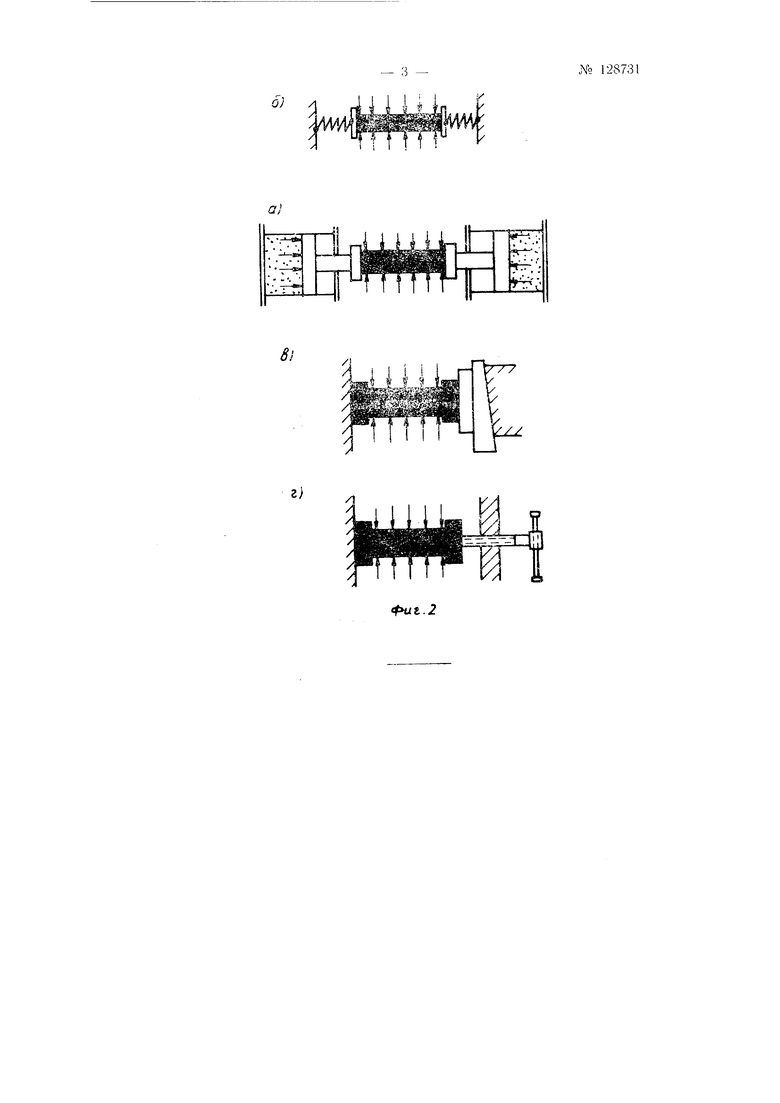
Приложение уеилий ца выполняющие роль демпфера про;;л;1дки может быть осуществлено при помощи различных средств линдрамн, пружинами, а таюке клиновыми или ВИПТОБЫМП ми.
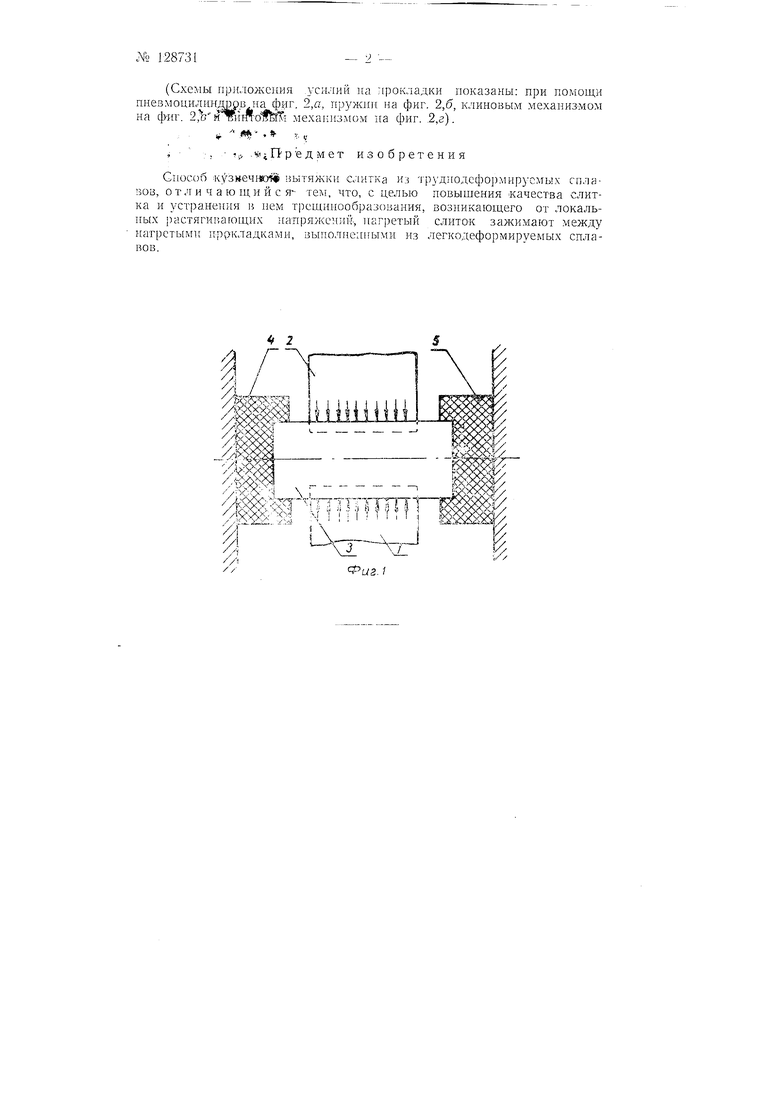
На фиг. 1 показана схема осуществлення способа; на фиг. мы устройства для приложения усилий на прокладки.
Подвергаемый вытяжке кузнечными обжимками / и 2 слиток 3 зажимают между прокладками 4 и 5.
(Схемы приложения усилий на прокладки показаны: при помощи пневмоцилннлррв Jia фиг. 2,а, прз-жии на фиг. 2,6, клиновым механизмом на ф-нг. 2,Ъй TfriiffolfHTi механизмом на фнг. ,2,г).
,)-,V. ,;
,, iv i П р е д м е т изобретения
Способ кузиечщлд вытяжки саитка из труднодефо)мнрусмых сплавов, отличающийся- тем, что, с целью повышения качества слитка и устранения в нем трещинообразовання, возникающего от локальных растягииагощнх напряжений., нагретый слиток зажимают между нагретыми нрркладками, выполненными нз легкодеформируемых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2242302C2 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2002 |
|
RU2220794C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2001 |
|
RU2226132C2 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ СЛИТКОВ ЭШП И ВДП ИЗ НИЗКОПЛАСТИЧНЫХ БОРОСОДЕРЖАЩИХ СТАЛЕЙ | 2000 |
|
RU2198751C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2003 |
|
RU2243837C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2002 |
|
RU2221656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |