1 1
Изобретение относится к литейному производству, в частности к способам извлечения отливок из литейных форм, включающим выбивку и очистку отливок от остатков формовоч- ной смеси при литье по выплавляемым моделям ювелирных изделий.
Целью изобретения является исключение брака, обусловленного деформацией отливок при выбивке, и исключение применения токсичных веществ на производстве.
Поставленная цель достигается тем, что литейные формы через 7- 12 мии после запивки металлом погружают в 5-15%-ный раствор лимонной кислоты и вьщерживают в,нем 3-12 мин до полного отделения отливок от форм и удаления остатков формовочной смеси.
Предлагаемый способ осуществляется следующим образом.
5
Остальное
7 15
15
Как видно из таблицы, увеличение концентрации раствора кислоты до 15 вес,% ведет к уменьшению времени извлечения отливок из форм. Концентрация раствора лимонной кислоты 15 вес,% является оптимальной, так как дальнейшее увеличение концентрации не сокращает времени извлечения.
Таким образом, извлечение блоков отливок из литейных форм с помощью раствора лимонной кислоты полностью исключает деформацию отливок.
Изделия в литом блоке располагают рядами (строго один над другим).
7 2
Извлечение литых блоков из литейных форм проводится через 7-12 мин после заливки формы металлом, т,е, после кристаллизации металла. Время кристаллизации металла, в частности сппава ЗлСрМ 583, зависит от массы
изделий, В более крупных изделиях кристаллизация металла происходит
через 12 мин после заливки , а в мелких - через 7 мин после заливки.
Литые блоки в формах опускались в растворы лимонной кислоты разной концентрации, В данном случае лимонная кислота используется как замедлитель кристаллизации гипса: проникая в мельчайшие поры формовочной смеси, она препятствует преобразованию CaSO в CaSO , т,е, разрушает связующее формы.
Время извлечения опок зависит от концентрации раствора (см, таблицу).
Блоки не извлекаются из форм
Блоки извлекаются
11
||
,при Этом образуется ребристая елочка (в зависимости от величины изделий может быть 4-6 ребер), При механической выбивке блока из формл
50 на нем сохраняются остатки формовочной смеси. Эти остатки удаляют металлическим щтьфем, свободно проходящим между ребрами елочки, а также в отверстия изделий,
5 Применение раствора лимонной кислоты дпя извлечения блоков отливок из литейных форм позволяет сделать елочку, в которой изделия размещаются не в определённом порядке.
а несколько хаотично, т.е. количе- ство изделий на стояке увеличивается, что, в свою очередь, повышает производительность.
Таким образом, по сравнению с прототипом предлагаемое изобретение позволяет ликвидировать брак, исключить применение токсичной плавиковой кислоты на производстве и увеличить производительность. Формула изобретения
Способ извлечения отливок из литейных форм преимущественно изготов
ленных на основе гипса, включающий выбивку.и очистку отливок раствором кислоты, .отлич ающий ся тем, что, с целью исключения брака, обусловленного деформацией отливок, и улучшения условий труда путем ис- ключетшя применения токсичных веществ, в качестве раствора используют 5-15%-ную лимонную кислоту, а очистку осуществляют погружением в раствор литейной формы с отливкой через 7-12 мин после заливки металлом и выдерживают в нем 3-12 мин..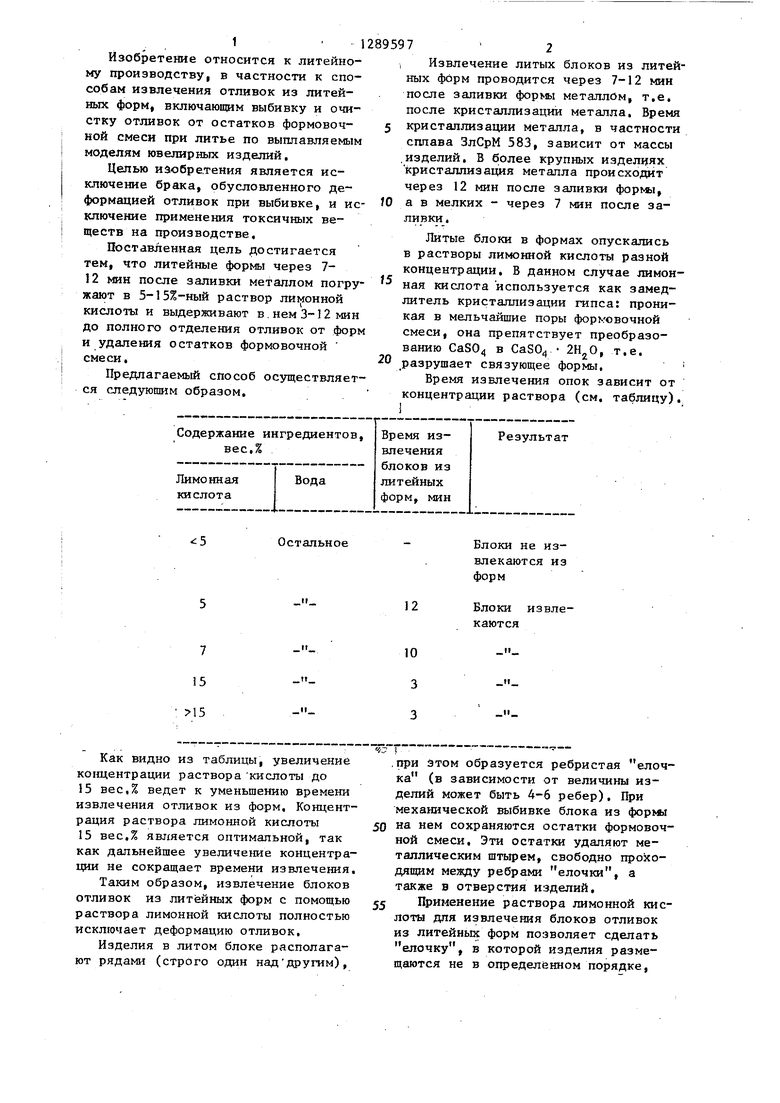
| название | год | авторы | номер документа |
|---|---|---|---|
| Добавка для растворения стержней в скрытых полостях отливок | 2020 |
|
RU2731996C1 |
| Состав для изготовления литейных форм | 1984 |
|
SU1243882A1 |
| Раствор для очистки отливок | 1986 |
|
SU1373468A1 |
| СМЕСЬ ФОРМОВОЧНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2000 |
|
RU2171728C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU904869A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1983 |
|
SU1142213A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1982 |
|
SU1115835A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1993 |
|
RU2105630C1 |
Изобретение относится к способам извлечения отливок из литейных форм и очистки отливок от остатков формовочной смеси, изготовленной на основе гипса, при литье ювелирных- изделий. Изобретение обеспечивает исключение брака, обусловленного деформацией отливок, и исключение применения токсичных веществ. Цель достигается применением 5-15%-ного раствора лимонной кислоты взамен плавиковой, в котором литейные фор- ьы выдерживаются в течении 3-12 мин без предварительной выбивки. 1 табл. V
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л | |||
| И | |||
| Шкленника и В, К | |||
| Озерова | |||
| М.: Машиностроение, 1984, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Тутов И | |||
| А | |||
| Литье по выплавляемым моделям сплавов золота и серебра | |||
| Л.: Машиностроение, 1974, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
