Изобретение относится к составу смеси и может быть использовано в приборостроительной и ювелирной отраслях промьшшенности для изготовле ния мелких деталей сложной конфигурации из цветных, редких и благород ных металлов и их сплавов. Известна смесь, содержащая обожженный гипс и сульфат калия Cl. Однако указанная смесь не дает возможности получить формы с требуемыми показателями газопроницаемост и не обеспечивает устранения усадки в процессе обжига форм. Известна смесь для изготовления литейных форм по вьтлавляемым моделям, включающая динас, камень гипсо вьй ангидритовый, негашенную извест и сульфитно-спиртовую барду ГЗ. В формах, полученных из такой смеси, уменьшено трещинообразование повьшена газопроницаемость, однако содержащийся в смеси огнеупорный на полнитель - динас, не растворяющийся в воде и не реагируюгщй с ней, позв ляет получить отливки, которые нужда ются в пшифовке. Поэтому смесь боле пригодна для литья сравнительно крупных деталей и изделий, чему способствуют также и удлиненные сроки твердения, позволяюгще готовить формовочную смесь в больших количествах Известна смесь для изготовления литейных форм по вьтлавляемым моделям, включающая минерал опоку ,кварц ,гипс, воду, молочную кислоту и супер пластификатор С-3 З. Применение в смеси природного минерала требует предварительной очистки от примесей. Кроме того, , данная смесь применяется только для литья сравнительно крупных изделий, при этом затруднена выбиваемость изделий из форм, а удал-ение формовочной смеси с изделий осуществляет.ся при помощи плавиковой кислоты. Наиболее близкой к предлагаемой по технической сущности является смесь СА, включающая указанные ниж ингредиенты при следующем соотношеНИИ, мас.%: Динас Гипс Ортофосфорная 0,03-1,00 кислота Остальное Вода Однако известная смесь характеризуется шероховатостью поверхности 132 отливок из-за низкого качества форм, получаемых из этой смеси, недостаточной пластичностью, что затрудняет процесс заливки опок с восковь1ми моделями, затрудненной выбиваемосн тью. Цель изобретения - улучшение качества форм и выбиваемости смеси. Указанная цель достигается тем, что смесь для изготовления литейных форм по выплавляемым моделям, включающая гипс, кислоту, воду, дополнительно содержит камень гипсовый ангидритовый, портландцемент, разжижитель (С-3) - смесь натриевых солей полиметиленнафталинсульфокислот, сульфата натрия и натриевой соли лигносульфоновых кислот, жидкое стекло, а в качестве кислоты - масляную кислоту при следующем соотношении ин-. гредиентов, мас.%: Камень гипсовьй ангидритовьй57-62 Гипс10-15 Портландцемент 0,3-1,0 Разжижитель 0,01-0,04 Жидкое стекло 0,01-0,03 Масляная кислота 0,02-.0,06 Вода ,Остальное При изготовлении смесей для изготовления форм для литья изделий по выплавляемым моделям рекомендуется использовать гипс марки Г-4, Г-5, по срокам схватывания относящийся к категории нормально твердеющих (начало схватьшания не ранее 6 мин, конец не позднее 30 мин), с тонкостью помола соответствующей не более 1% остатка на сите с ячейками в свету 0,2 мм. Камень гипосовый ангидритовый в зависимости от содержания SO в предварительно высушенном до постоянной массы камне подра;|дёляют на 4 сорта, при изготовлении смеси для литья изделий по вьшлавляемым моделям рекомендуется применение камня 1 сорта с содержанием SO, равным 44,2% и 2 сорта с содержанием SOg равным 41,9%. Портландцемент - продукт, получаемый измельчением клинкера и гипса, добавляемого для регулирования сроков схватьтания. Для изготовления предлагаемой смеси допустимо применение портландцемента марок 300, 400, цемент должен показывать равномерность изменения объема при испытании образцов кипячением в воде. Начало схватывания цемента должно наступать не ранее 45 мин, а конец не позднее 10 ч от начала затворения Тонкость помола цемента должна быть такой, чтобы при просеивании пробы цемента сквозь сито № 008 проходило не менее 85% массы просеиваемой пробы.
Разжижитель С-3 (суперпластификатор) - смесь натриевых солей полиметил еннафталинсульфокислот, сульфата натрия и натриевой соли лигносульфо- новых кислот - это жидкость коричневого цвета. Содержание активного вещества в пересчете на сухой продукт не более 68%. Содержание зоны в пересчете на сухой продукт не более 38% рН 2,5%-ного водного раствора 7-9.
С-3 выбранв связи с тем, что он является более эффективным пластифицирующим средством. Применение в качестве пластифицирующей добавки С-3 в количестве 0,01-0,04% позволяет добиться жидкотекучести 180190 мм, значительно сократив расход воды (на 14-12% в сравнении с составом С2 3) .
Применяемая масляная кислота имеет марку Б (кислоты жирные синтетические) . Технические жирные кислоты марки Б должны иметь цвет от светложелтого до светло-коричневого, кислотное число не менее 110, число омыления не менее 165 мг КОН/г, йодное число не более 10 г I-j/lOO г, температуру каплепадения не выше ЛОС,содержание воды не более 4%, содержание неомыпяемых веществ не более 32%.
Жидкое стекло (натриевое жидкое каустическое) представляет собой густую жидкость желтого или серого цвета без механических включений и примесей, видимых невооруженным глазом. По физико-механическим показателя стекло. натриевое жидкое каустическое должно соответствовать следующим требованиям: силикатный модуль (молекулярное отношение SiOj к ) не менее 2,45; плотность при 1,48-1,55 г/см; содержание нерастворимого в воде остатка . не более 1,8%.
При твердении предлагаемой смеси ангидрит характеризуется в незначительной степени, вследствие чего не происходит образования большого количества кристаллов двуводного гипса,смесь после затвердевания имеет мелкодисперсную структуру, поэтому отливки, получаемые в формах из этой , имеют хорошее качество поверхности .
Высокая пластичность, которой обладают смеси на основе ангидрита вследствие своей однородности и незначительной .водопотребности, способствует точному воспроизведению формали рисунка моделиi
Вследствие образования незначительного количества гидратных соединений в процессе твердения смеси затвердевшая смесь не склонна к усадке в процессе обжига и формы из этой смеси точно воспроизводят размеры модели.
Введение суперпластификатора С-3 обеспечивает возможность проводить качественную дегазацию смеси в про-
цессе вибровакуумирования. Кроме того, выгорание суперпластификатора
С-3 и масляной кислоты в процессе обжига форм обеспечивает высокие показатели газопроницаемости (0,8 1,0 к) по Дарси, а также возможности ее регулирования, в результате чего значительно снижается брак отливЬк по газовым включениям. Введение в смесь гипса в сочетании с портландцементом позволяет обеспечить закрепление формы в опоке, а гидросиликат натрия увеличивает прочность затвердевшей смеси после обжига.
Составы и свойства предлагаемой известной смесей приведены в табл.1 и 2.
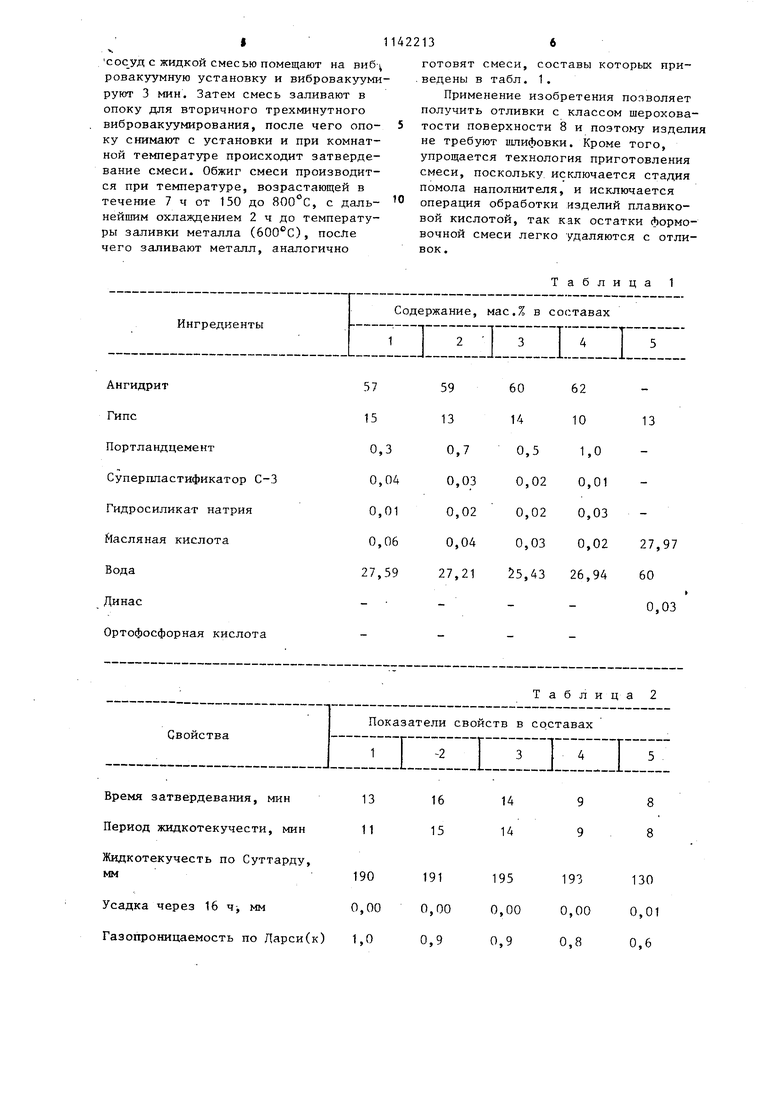
Пример . Ангидрит 60 мас.%, гипс 14 мас.%, портландцемент 0,5 мас.% (предварительно помолотые до удельной поверхности 4000 4500 ) перемешивают в фарфоровой мельнице 10 мин. Гидросиликат натрия 0,02 мас.%, суперпластификатор С-3 0,02 мас.% ,масляную кислоту 0,03 мас.% затворяют в воду, взятую в количестве 25,43 мас.%, и в полученный раствор вводят заготовленную смесь ангидрита, портландцемента. Все тщательно перемешивается 1 мин. с жидкой смесью помещают на виб ровакуумную установку и вибровакууми руют 3 мин. Затем смесь заливают в опоку для вторичного трехминутного вибровакуумирования, после чего опоку снимают с установки и при комнатной температуре происходит затвердевание смеси. Обжиг смеси производится при температуре, возрастающей в течение 7 ч от 150 до 800°С, с дальнейшим охлаждением 2 ч до температуры заливки металла (600С), после чего заливают металл, аналогично
Таблица 1 136 готовят смеси, составы которых приведены в табл. 1. Применение изобретения позволяет получить отливки с классом шероховатости поверхности 8 и поэтому изделия не требуют шлифовки. Кроме того, упрощается технология приготовления смеси, поскольку исключается стадия помола наполнителя, и исключается операция обработки изделий плавиковой кислотой, так как остатки формовочной смеси легко удаляются с отливок .

| название | год | авторы | номер документа |
|---|---|---|---|
| Гипсовая формовочная масса | 1988 |
|
SU1629131A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ | 2000 |
|
RU2163854C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU904869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2000 |
|
RU2171728C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2252103C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНОЙ ОГНЕЗАЩИТНОЙ ПЛИТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНОЙ ОГНЕЗАЩИТНОЙ ПЛИТЫ НА ОСНОВЕ ДАННОЙ СМЕСИ | 2021 |
|
RU2804960C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНГИДРИТОВОГО ВЯЖУЩЕГО | 2007 |
|
RU2362748C1 |
| СМЕСЬ ФОРМОВОЧНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165817C1 |
| Способ получения гипсовой формовочной смеси | 1986 |
|
SU1503170A1 |
| ПОЛИФАЗНОЕ ГИПСОВОЕ ВЯЖУЩЕЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2356863C1 |
СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЮТЛАВЛЯЕМЫМ МОДЕЛЯМ, включающая гипс, , воду, отличающаяся тем, что, с целью улучшения качества форм и выбиваемости смеси, смесь дополнительно содержит камень гипсовый ангидритовый, портландцемент, разжижитель (С-3) - смесь натриевых солей полиметиленнафталинсульфокислот, сульфата натрия и натриевой соли лигносульфоновых.кислот, жидкое стекло, а-в качестве кислоты - масляную кислоту при следующем соотношении ингредиентов, мас.%: Камень гипсовый i 57-62 ангидритовый . 10-15 Гипс 0,3-1,0 Портландцемент Разжижитель (С-3) 0,01-0,04 0,01-0,03 Жидкое стекло 0,02-0,06 Масляная кислота Остальное Вода 4 Ю ю со
Ангидрит
Гипс
Портландцемент
Суперпластификатор С-3
Гидросиликат натрия
Йасляная кислота
Вода
Динас
Ортофосфорная кислота
60
62
59
14 0,5
13
13 0,7
5 0,3
10 1,0 0,03 0,04 0,02 0,01 0,03 0,02 0,02 0,01
27,97 0,02 0,06 0,03 0,04
25,43
26,94
7,59 60 0,03
27,21
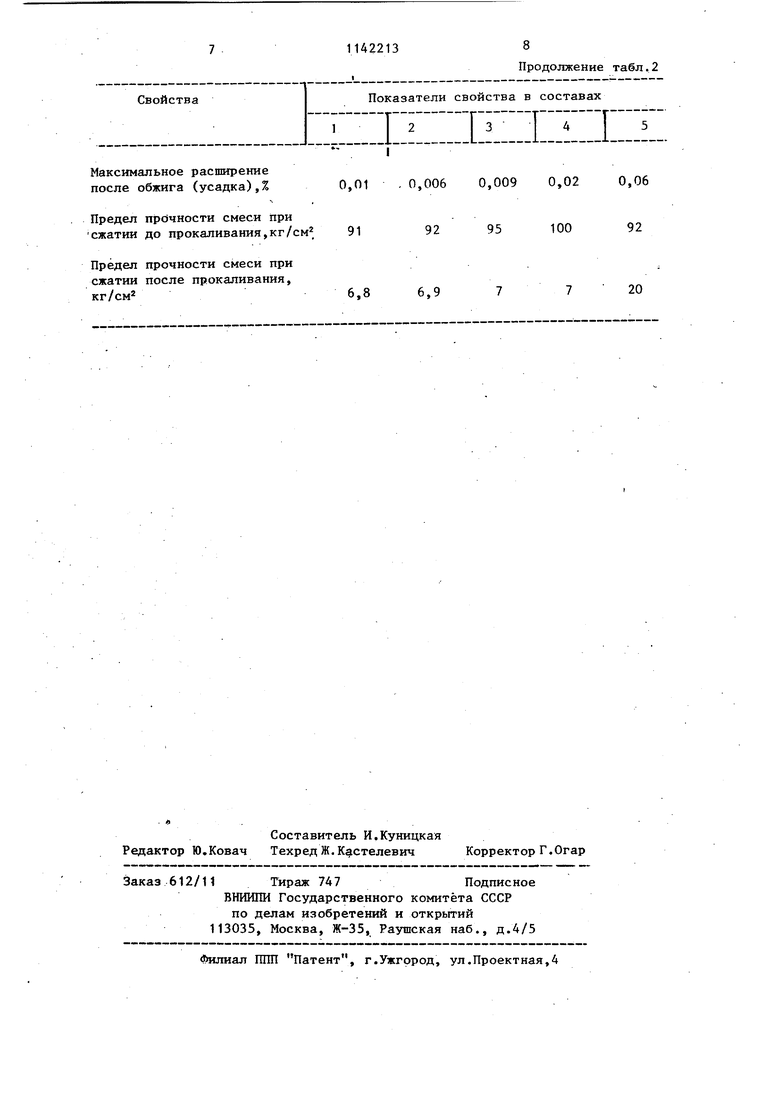
Таблица 2 Максимальное расширение после обжига (усадка),% 0,01 . Предел прочности смеси при сжатии до прокаливания,кг/см 91 Предел прочности смеси при сжатии после прокаливания, кг/см 6,8 0,006 0,009 0,02 0,06 92 95 100 92 6,9 7 7 20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
