СП
00 00
ел Изобретение относится к литейно му производству, в частности к точн му литью, получаемому в керамически формах по выплавляемым моделям, и м жет быть использовано для изготовле ния мелких деталей сложной конфигурации из цветных и благородных мета лбв и сплавов, а также может широко применяться в приборостроительной и ювелирной промьшшенности. Известны формовочные смеси на осно ве искусственно получае1«лх модифика ций кремнезема и высокопрочного гип .для литья по выплавляе1 & 1м моделям и Однако известные смеси трудоемки в изготовлении, дорогостояпщ и не обеспечивают,высокого качества отлив Известна смесь 123, используемая для получения форм, в которых отливают ювелирные изделия, включающая кремнеземсодержащее вещество, гипс, воду и технологическую добавку при следующем соотношении ингредиентов, мае.7,, Кремнеземсодержащее 55,0 - 72,0 вещество 2,5 - 14,5 .23,5 - 29,0 Технологические 1,535 - 2,07 добавки В качестве кремнесодержащего вещества используется динас, а технологических добавок - азотная и щавелевая кислоты. Однако данная смесь не обеспечивает высокого качества отливок. Бра по литью на предприятиях Союзювелир прома составляет 14%. Причинами невысокого качества от ливок являются недостаточная газопроницаемость и низкая прочность формовочной смесн. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является смесь , включающая ингредиенты при следующем соотнощении,мае. %1 -64,0 Динас60,0 -12,0 Технологическая добавка (ортофосфорная кислота) 0,03 - 1,0 Остальное Однако в состав смеси входит динас, стоимость которого высока (1300 р. за I т),Динас имеет большую абсорбционную поверхность, что требует больше затворителя, а это приводит к образованию облоя. Умень 35 шение воды приводит к образованию густой тестообразной суспензии, плохо поддающейся процессу вакуумирования, и образованию шариков и наплавов на отливках. Кроме того, очистка отливок от остатков динасовой формовочной смеси значительно сложнее из-за наличия силикатов, труднорастворимых в кислоте. Гипс при прокалке смеси теряет большую часть, кристализациониой воды, что приводит к значительной усадке i смеси. Цель изобретения - улучшение ка.честВа форм за счет повышения газопрог ницаемости и предотвращения усадки до и после прокалки.форм., Поставленная цель достигается тем, что смесь для изготовления литейных форм по выплавляемым моделям, включакяцая кремнеземсодержащее вещество, гипс, воду и неорганическую технопогцческу добавку, содержит трепел и кварц, а в качестве неорганической технологической добавки - буру и дополнительно содержит зтиленгликоль и ацетои при -следующем соотношении ингредиентов, мас.%1 8 - 15 Трепел 43 - 54 Кварц 23,5 - 28,0 Вада 0,1 - 0,2 Этиленгликоль Ацетон 0,1 - 0,2 Бура 0,01 - 0,05 .Гипс Остальное Трепел наряду с кварцем вводится как наполнитель смеси для увеличения прочности формй и как компенсатор усадки гипса. Природный трепел - тонкодисперсный материал (80% частиц имеют размер 5-10 мк), слабосцементированный При помоле его в щаровых мельницах формируются комковатые образования диаметром до 0,06-0,08 мм, что соответствует удельной поверхности 40004500 . Силы сцепления комковатых образований при попадании в водную среду ослабевают, они распадаются. Величина зерен трепела в затворенной формовочной смеси составляет 5-20 мк, что значительно ниже размера кварцевых зерен. Сочетание более крупной и мелкой фракции в формовочной смесн значительно увеличивает ее прочностные характеристики. В состав трепела входит низкотемпературный кристобалит, который при нагревании в диапазоне температур 180-260 С переходит 3n в высокотемпературный кристобалит. При -этом происходит-возрастание объе ного расширения минерала ., Ацетон и этиленгликоль введены в качестве технологических добавок, действуя совместно, во-первых, значительно сокращают количество воды, которая необходима для получения фор мовочного теста нормальной жидкотеИнгредиентыКоличественное
Динас
Трепел
Кварц
Гяпс
Вода
Этилен гликоль
Ацетон
Бура
Азотная кислота
Щавелевая кисло
Ортофосфорная кислота
.Как видно из таблицы, исключение этиленгликоля и ацетона из сортава смеси приводит к значительному увеличению количества воды, необходимой для затворения. Кроме того, уменьшается и прочность смеси (пример 3). Взаимодействие гипса с водой протекает по смешанной схеме, т.е. одновремеино с растворением части вещества в воде, последукнцей гидратации его и переходом в осадок гидрата и топохимически, с прямым присоединением воды к твердой фазе.
Введение ацетона в воду затвореиия позволяет происходить гидраташ
62
63
11,0 -12,0
65,048,0 44,0 11,013,0
II 26,7 14,0 8,15
23,7926,67 30,97 29
0,10,15
0,10,15
0,03 0,010,03
1,80 0,05
0,3
ции гипса топохимически. Образование частичек двуводного гипса происходит в высокодисперсном состоянии, что способствует резкому увеличению контактов межд частичками и значи- , тельному повьппению прочности формовочной смеси.Этиленгликоль снижает I растворимость гипса в воде и .тормо,зи,т рекцию гидратai|KH. В смеси ис-; пользуется бура, так как она нейтральна по отношению к воску.
Гипс при нагревании в диапазоне температур 180-260С теряет наибольшее количество кристалиэационной воды, сопровождающееся его усадкой. 54 кучести, во-вторых, направленно регулируют гидратацию гипса, Этиленгликоль и ацетон выполняют функцию пластификаторов. Гидрофильная группа (ОН) зтиленгликоля СН ОНСН20Н способна растворяться в воде, ее действие значительно усиливает- . ся при введении в раствор ацетона CH.COCHj с полярной группой СО. Составы смесей приведены в табл.1. Таблица I содержание, мас.%, в составе №
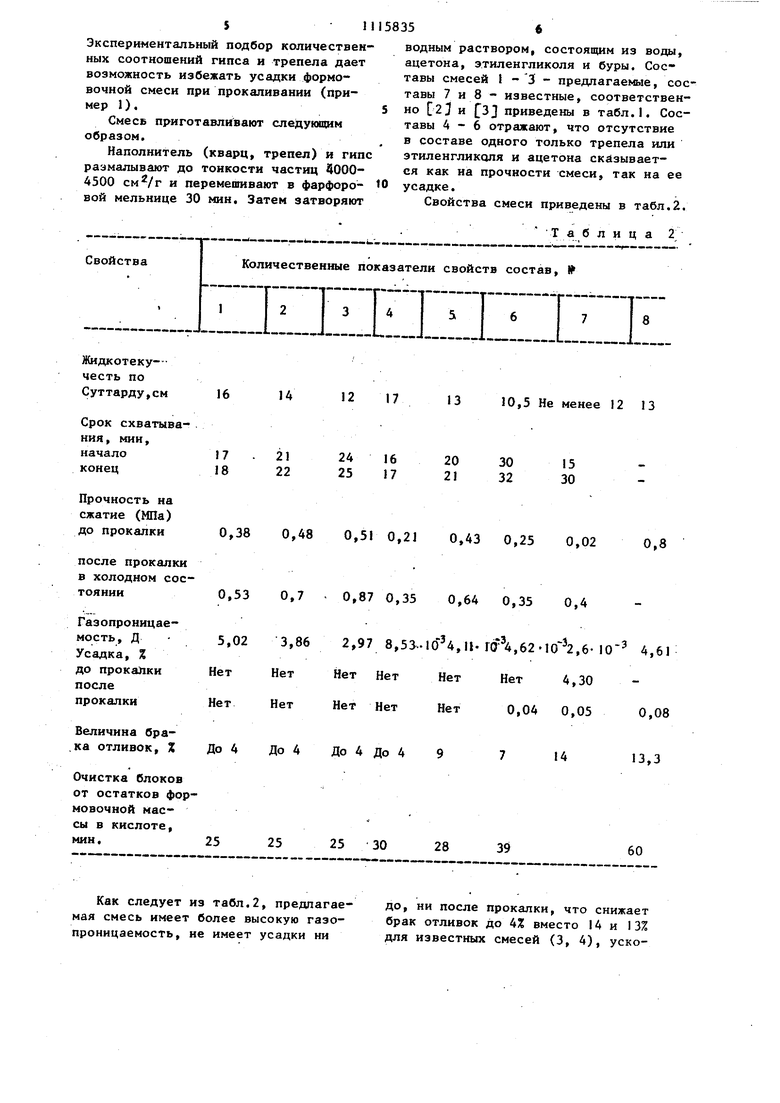
Экспериментальный подбор количественных соотношений гипса и трепела дает возможность избежать усадки формовочной смеси при прокаливании (пример 1).
СмесБ приготавли вают следующим образом.
Наполнитель (кварц, трепел) и гипс размалывают до тонкости частиц 40004500 и перемешивают в фарфоровой мельнице 30 мин. Затем затворяют
водным раствором, состоящим из воды, ацетона, этиленгликоля и буры. Составы смесей I - 3 - предлагаемые, составы 7 и 8 - известные, соответственно 2 и f3J приведены в табл.1. Составы 4-6 отражают, что отсутствие в составе одного только трепела или зтиленгликоля и ацетона сказывается как на прочности смеси, так на ее
усадке.
Свойства смеси приведены в табл.2.
Т а б л и ц а 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм по выплавляемым моделям | 1982 |
|
SU1133014A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1983 |
|
SU1142213A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1980 |
|
SU904869A1 |
| СМЕСЬ ФОРМОВОЧНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165817C1 |
| Смесь для изготовления литейных форм и стержней | 2017 |
|
RU2643399C1 |
| Формовочная смесь | 1984 |
|
SU1366274A1 |
| Состав для изготовления огнеупорной рубашки при литье зубных протезов по выплавляемым моделям | 1989 |
|
SU1703084A1 |
| Смесь для изготовления форм по выплавляемым моделям | 1985 |
|
SU1323204A1 |
| СМЕСЬ НАЛИВНАЯ ФОРМОВОЧНАЯ С ПОВЫШЕННОЙ ГАЗОПРОНИЦАЕМОСТЬЮ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЦВЕТНЫХ СПЛАВОВ | 2008 |
|
RU2383410C1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1975 |
|
SU519272A1 |
СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, включающая кремнеземсодержащее вещес тво, гипс, воду, неорганическую технологическую добавку, отличающаяся тем, что, с целью улучшения качества форм за счет повышения газопроницаемости и предотвращения усадки- до и после прокалки форм, смесь в качестве кремнеземсодержащего вещества содержит трепел и кварц, a в качестве неорганической технологической добавки - буру и дополнительно содержит этиленгликоль и ацетон при следующем соотношении ингредиентов, мас.% Трепел 8-15 Кварц 43-54 Вода 23,5 - 28,0 г Этиленгликоль 0,1 -0,2 Ацетон 0,1-0,2 Бура 0,01 - 0,05 ГкпсОстальное
16
14
21 22
17 18 Прочность на сжатие (МПа) 0,38 0,48 0,51 0,21 до прокалки после прокалки в холодном сос0,530,7 тоянии Газопроницаемость, Д 5,023,86 Усадка, НетНет Нет Нет до прокалки после НетНет Нет Нет прокалки Величина бра.ка отливок, % До 4 До 4 До 4 До 4 Очистка блоков от остатков формовочной массы в кислоте, мин,25 25 25 30
Как следует из табл.2, предлагаемая смесь имеет более высокую газопроницаемость, не имеет усадки ни
12 17
13 10,5 Не менее 12 13
20 21
30 32
15 30 0,87 0,35 2,97 8,5S
до, ни после прокалки, что снижает брак отливок до 4% вместо I4 и 13% для известных смесей (3, 4), уско0,43 0,25 0,02 0,64 0,35 0,4 4,Il. rcf4,62-10 2,6- 10- 4,61 Нет 4,30 ет 0,04 0,05 ет 7 14 7 ряется процесс очистки блоков от остатков формовочной массы в кислоте. При этом смесь имеет низкую себестоимость (1 кг предлагаемой формовочной смесн О р. 80 коп.). I1J58358 Изобретение позволяет получать качественное литье н использовать недорогое сырье для смесн, что снижает соответственно и себестоимость s готового литья.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 923710, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Смесь для изготовления литейных форм по выплавляемым моделям | 1975 |
|
SU519272A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
