Изобретение относится к станкостроению и может быть использовано в станках с механизированным закреплением инструмента.
Целью изобретения является повышение точности за счет исключения деформаций подшипников и стыков шпиндельного узла, ведущих к возникновению зазоров и, как следствие, осевого и радиального биений шпинделя.
На чертеже схематично изображено предлагаемое устройство при зажатом инструменте, исходное положение.
, Устройство для крепления инструмента в шпинделе 1 станка содержит закрепленный на колонне 2 клин 3, штревель 4, механизм поступательного перемещения последнего и подвижную вилку 5. В шпинделе 1 выполнена проточка. Штревель 4 подпружинен пакетом тарельчатых пружин 6. Механизм поступательного перемешения штревеля 4 содержит управляемый приводом (на чертеже не показан) шток 7 и рычаг 8. Вилка 5 установлена с зазором в проточке шпинделя 1, охватывает ее и связана шарниром 9 с корпусом 10 шпиндельной головки, а шарниром-if - с рычагом 8. Рычаг 8, вилка 5 и шарнир 11 образуют своеобразные «клешпинделя 1, сжимая пакет тарел пружин 6. При этом связанный со ш лем 4 механизм 14 захвата освобо хвостовик 15 инструмента. В положен жима производят смену инструмента. Таким образом, при отжиме инстр в осевом направлении на шпиндель 1 с стороны воздействует усилие в т. Б, п ваемое рычагом 8 через пакет тарел пружин 6, а с другой стороны - 10 в т. А от прижатой вилки 5.
Эти усилия компенсируют друг вследствие чего при отжиме инстр подшипники и стыки не нагружаютс деформируются.
При зажиме инструмента в автом ском режиме шпиндельную головку п шают из положения смены инструмент При этом клин 3 прекращает воздейст на рычаг 8. Пакет тарельчатых пру разжимается, перемещая ползун 12 ш ля 4 в положение, при котором связ со штревелем 4 механизм 14 захвата за ет хвостовик 15 инструмента.
В дальнейшем пружина 16, устан ная между рычагом 8 и вилкой 5, приж последние к упорам 17 и 18, располож
15
20
щи, присоединенные одним концом посред- 25 на корпусе 10 шпиндельной головки.
ством шарнира 9 к корпусу 10 шпиндельной головки.
При отжиме инструмента рычаг 8 взаимодействует с ползуном 12 штревеля 4, а вилка 5 - со шпинделем 1.
На верхнем конце рычага 8 и на корпусе 10 шпиндельной головки установлены ролики 13.
Предлагаемое устройство работает следующим образом.
Устройство осуществляет зажим и отжим инструмента в автоматическом или ручном режимах. Автоматический режим осуществляется при работе станка по циклу только в позиции автоматической смены инструмента (крайнее верхнее положение шпиндельной головки).
Ручной режим работы осуществляется при наладке станка в произвольном положении шпиндельной головки.
При отжиме инструмента в автоматическом режиме шпиндельную головку перемещают в крайнее верхнее положение (положение автоматической смены инструмента). При этом клин 3 через ролики 13 воздействует на рычаг 8. Рычаг 8 поворачивается и упирается в ползун 12 щтревеля 4. Одновременно рычаг 8 посредством шарнира 11 тянет вилку 5 до соприкосновения ее с торцом проточки шпинделя 1 в т. А. Дальнейшее движение рычага 8 вызывает возрастание усилия на ползуне 12 штревеля 4 и такое же возрастание усилия на торце проточки шпинделя 1 в т. А от прижатой вилки 5. Под действием усилия, передаваемого рычагом 8, ползун 12 штревеля 4 перемещается внутри
При зажатом инструменте усилие тарельчатых пружин 6 воздействует с стороны на торец шпинделя в т. Б, а с стороны - на ползун 12. Механизм хвата хвостовика 15 инструмента, заж в глпинделе 1, и штревель 4 сдерж ползун 12 от дальнейшего переме т. е. усилия пакета тарельчатых пру замкнуты внутри шпинделя 1 и не нагр подшипники и стыки шпиндельного
Смену инструмента в произвольно ложении шпиндельной головки прои в ручном режиме посредством привод показан), управляющего движением ш При отжиме инструмента в ручном р шток 7, управляемый приводом, воздей на рычаг 8 и поворачивает его. При з инстру.мента в ручном режиме UJTOK 7, ляемый приводом, отходит от рычага 8 ройство занимает исходное положение тальном работа устройства в автома ком и ручном режимах совпадает.
35
40
45
50
55
При срабатывании устройства (з и отжиме инструмента) подшипники и шпиндельного узла .не нагружаются и формируются. В связи с этим значи повышается точность и долговечность, щается количество ремонтов, повыш производительность станка.
Кроме того, в положении отжим струмента вилка прижата к торцу пр шпинделя в т. А и препятствует случа повороту шпинделя при автоматическо не инструмента.
Исключение,сбоев цикла, связанн случайным изменением положения шп
шпинделя 1, сжимая пакет тарельчатых пружин 6. При этом связанный со штреве- лем 4 механизм 14 захвата освобождает хвостовик 15 инструмента. В положении отжима производят смену инструмента. Таким образом, при отжиме инструмента в осевом направлении на шпиндель 1 с одной стороны воздействует усилие в т. Б, передаваемое рычагом 8 через пакет тарельчатых пружин 6, а с другой стороны - усилие в т. А от прижатой вилки 5.
Эти усилия компенсируют друг друга, вследствие чего при отжиме инструмента подшипники и стыки не нагружаются и не деформируются.
При зажиме инструмента в автоматическом режиме шпиндельную головку перемешают из положения смены инструмента вниз. При этом клин 3 прекращает воздействовать на рычаг 8. Пакет тарельчатых пружин б разжимается, перемещая ползун 12 штревеля 4 в положение, при котором связанный со штревелем 4 механизм 14 захвата зажимает хвостовик 15 инструмента.
В дальнейшем пружина 16, установленная между рычагом 8 и вилкой 5, прижимает последние к упорам 17 и 18, расположенным
25 на корпусе 10 шпиндельной головки.
При зажатом инструменте усилие пакета тарельчатых пружин 6 воздействует с одной стороны на торец шпинделя в т. Б, а с другой стороны - на ползун 12. Механизм 14 захвата хвостовика 15 инструмента, зажатого в глпинделе 1, и штревель 4 сдерживают ползун 12 от дальнейшего перемещения, т. е. усилия пакета тарельчатых пружин 6 замкнуты внутри шпинделя 1 и не нагружают подшипники и стыки шпиндельного узла.
Смену инструмента в произвольном положении шпиндельной головки производят в ручном режиме посредством привода (не показан), управляющего движением штока 7. При отжиме инструмента в ручном режиме шток 7, управляемый приводом, воздействует на рычаг 8 и поворачивает его. При зажиме инстру.мента в ручном режиме UJTOK 7, управ ляемый приводом, отходит от рычага 8 и устройство занимает исходное положение. В остальном работа устройства в автоматическом и ручном режимах совпадает.
35
40
45
При срабатывании устройства (зажиме и отжиме инструмента) подшипники и стыки шпиндельного узла .не нагружаются и не деформируются. В связи с этим значительно повышается точность и долговечность, сокращается количество ремонтов, повышается производительность станка.
Кроме того, в положении отжима инструмента вилка прижата к торцу проточки шпинделя в т. А и препятствует случайному повороту шпинделя при автоматической смене инструмента.
Исключение,сбоев цикла, связанных со случайным изменением положения шпинделя
1289624 34
при смене инструмента, повышает надеж-шарнирно связанный с корпусом шпиндельность станка.ной головки и поочередно взаимодействующий с клином и штоком, отличающееся тем,
Формула изобретениячто, с целью повышения точности, устройство
снабжено вилкой, шарнирно связанной с
Устройство для закрепления инструмента 5 корпусом шпиндельной головки и установ- в шпинделе станка, содержащее механизмленной с зазором в выполненной в шпинделе
захвата хвостовика инструмента, закреплен-проточке, при этом рычаг ц арнирно закрепный на колонне клин и механизм поступа-лен на вилке, а последняя предназначена
тельного перемещения штревеля, содержа-для взаимодействия со шпинделем при отщий управляемый приводом шток и рычаг,жиме инструмента.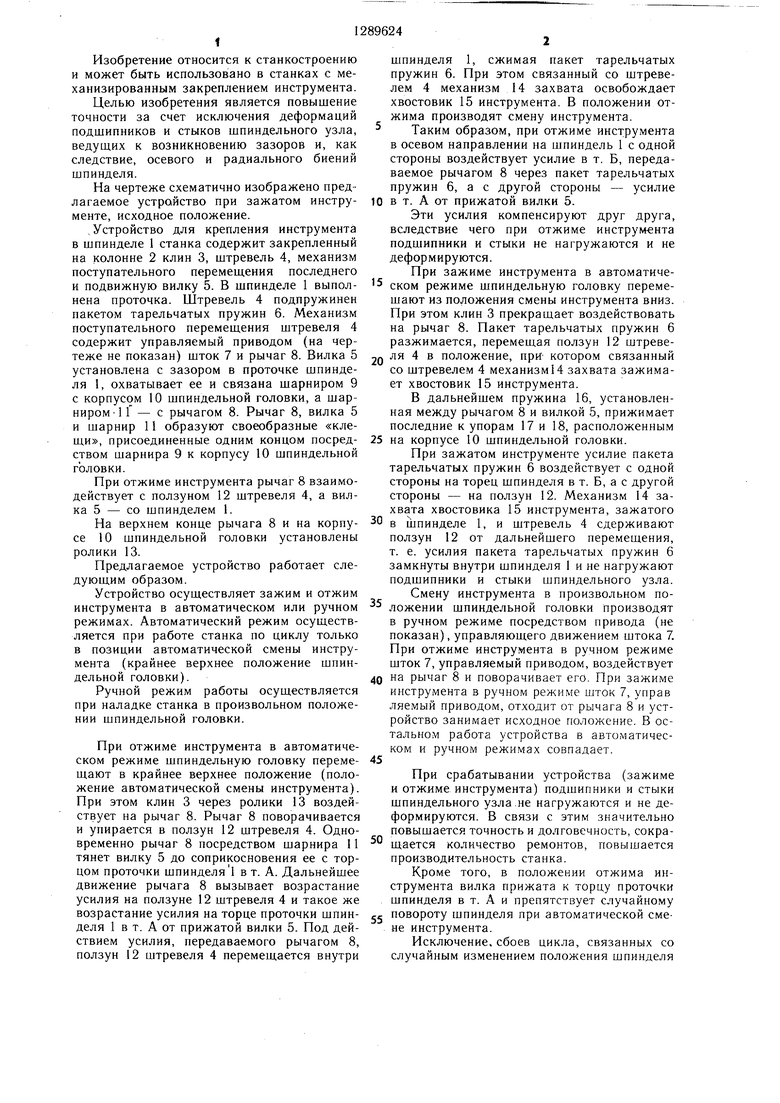
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления инструмента в шпинделе станка | 1982 |
|
SU1024172A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Шпиндельный узел | 1985 |
|
SU1237368A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Шпиндельная бабка | 1980 |
|
SU1118487A1 |
| Строгальная головка | 1987 |
|
SU1491627A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для механизированного зажима инструмента в шпинделе станка | 1986 |
|
SU1393550A1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Устройство для автоматизированного крепления инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1551473A1 |
Изобретение относится к области станкостроения и может быть использовано в станках с механизированным закреплением инструмента. Целью изобретения является повышение точности за счет исключения деформаций подшипников и стыков шпиндельного узла, ведуших к возникновению зазоров и, как следствие, осевого и радиального биений шпинделя. Устройство осушест- вляет зажим и отжим инструмента в автоматическом и ручном режимах. При отжиме инструмента в осевом направлении на шпиндель 1 с одной стороны воздействует усилие в т. Б, передаваемое рычагом 8 через пакет тарельчатых пружин 6, а с другой стороны - усилие в т. А от прижатой вилки 5. Эти усилия компенсируют друг друга, вследствие чего при отжиме инструмента подшипники и стыки не нагружаются и не деформируются. При зажатом инструменте усилие пакета тарельчатых пружин 6 воздействует с одной стороны на торец шпинделя в т. Б, а с другой - на ползун 12. Механизм захвата 14 хвостовика 15 инструмента, зажатого в шпиндель 1, и штревель 4 сдерживают ползун 12 от дальнейшего перемеш,ения. То есть усилия пакета тарельчатых пружин 6 замкнуты внутри шпинделя 1 и не нагружают подшипники и стыки шпиндельного узла. 1 ил. (Л to сх ;о 05 1C 
| Руководство по эксплуатации станка мод | |||
| Прибор для передачи импульсов тока | 1924 |
|
SU2204A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
