Изобретение касается желоба из литого чугуна с залитыми охлаждающими трубами, используемого, преимущественно, для выпуска шлака из домен- ньк печей.
Из металлургических печей, в особенности доменных, шлак, как правило вьтускается ,-по пшаковыпускным желобам из смолистой массы или углеродистой набивной массы. Продолжительность службы этих желобов незначительна, и после нескольких выпусков требуется замена футеровки, особенно в том месте желоба, куда попадает струя шпака, так как там наблюдается повьшенный износ в связи с высокой температурой и сравнительно высокой :Скоростью потока расплавленной массы В зависимости от полезного объема песом расположен слой Fe А1у. 5 Предлагаемый желоб может эксплуатироваться как отдельньй элемент, который монтируется в области попадания струи шлака на желоб и компонуется преимущественно из углеродистой на25
чи требуется, например, после прибли- 20 бивной массы, и как комплексный же- зительно четырехсуточной работы шпа- ковьтускных желобов из углеродистой набивной массы обновление набивки. Данные работы очень трудоемкие (патент ФРГ 2428590, кл. С 21 В 7/24, 1875).
Наряду с используемой для шлаковы- пускных желобов смолистой массой или же углеродистой набивной массой известен желоб на доменных печах, состоящий из двухстенного металлического желоба с водяным-или воздушным охлаждением.
Однако продолжительность службы
30
лоб, состоящий из нескольких элементов. В обоих случаях значительно по- вьш1ается продолжительность службы.
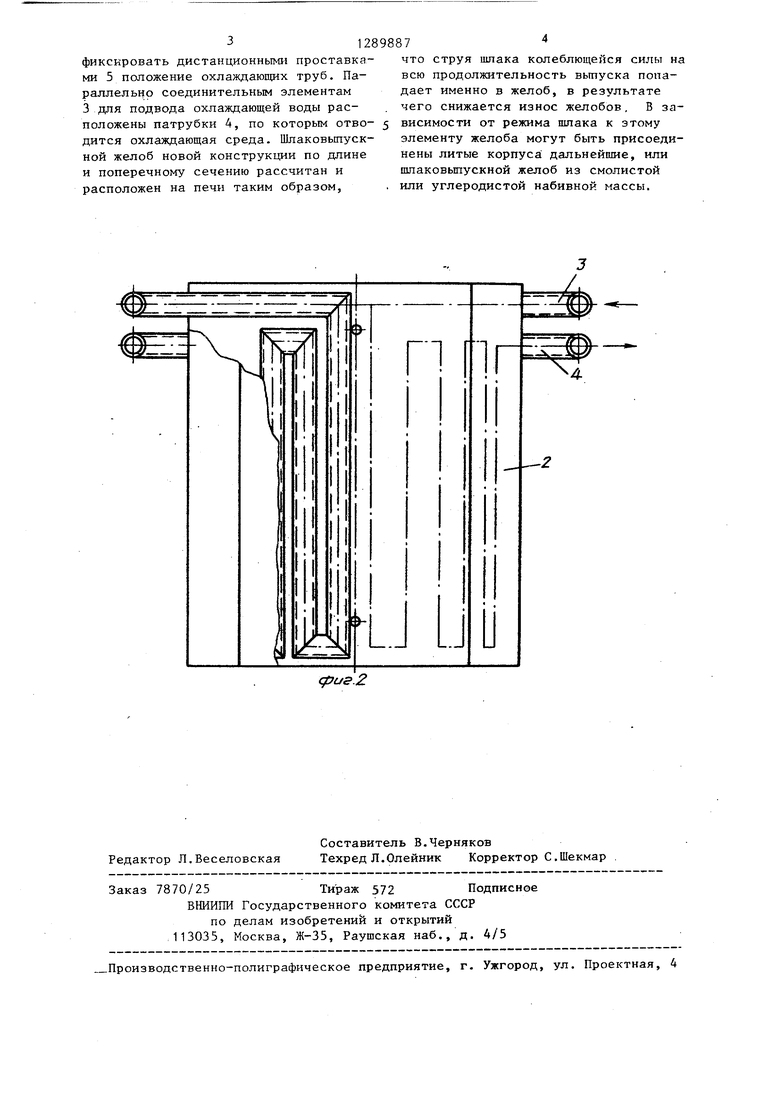
На фиг.1 изображен желоб, попереч ное сечение; на фиг.2 - то же, горизонтальная проекция.
Желоб состоит из получашеобразного литого чугунного корпуса 2, в котором по направлению потока расплавленного шпака расположены трубы 1. Охла;кд,ающие трубы 1 соединены одна с другой таким образом, что для каждой половины получашеобразного литого чугунного корпуса образуют охлажт
f- Аи iy L У J JMJJJll -а Ч- ь хСЬ/Л
шлаковьшускных желобов такой конструк-35 контур. Расстояние между тру- Кроме того, для изгоции невелика товления такого желоба используется в качестве исходного материала медь, что связано со зна 1Итепьнь «1 затратами .
Целью изобретения является повышение стойкости желоба.
Поставленная цель достигается тем, что преимущественно в области попадания струи пшак на желоб последний скомплектован из литого чугунного корпуса с залитыми охлаждающими трубами. Литой чугунный корпус может иметь форму получаши или же иную желобчатую форму.
бами по возможности мало. Подвод холодильной среды осуществляется по расположенным справа и слева литого
jQ чугунного корпуса 2 соединительном элементам 3 дпя подвода охлаждающей воды. Для интенсивного охлаждения литого чугунного корпуса 2 охлаждаю- 1ще трубы 1 должны иметь по отношени
45 к поперечному сечению желоба достаточный диаметр и располагаться .таким образом, чтобы охлаждение осуществля лось от середины желоба по направлению к краю. С целью предотвращения
50 науглероживания труб 1 в период отливки и эксплуатации их после сварки в охлаждаюйще змеевики покрьшают защитным покрытием,- состоящим из .что обеспечивает хорошую теп50 науглероживания труб 1 в период отливки и эксплуатации их после сварки в охлаждаюйще змеевики покрьшают защитным покрытием,- состоящим из .что обеспечивает хорошую тепОхлаждающие трубы в литом чугунном корпусе размещаются таким образом, что охлаждающая среда .протекает прежде всего по области наибольшей тепло- ее лоотдачу между холодильной трубой 1 вой нагрузки, которая, как правило, и корпусом из литого чугуна 2, Дпя проходит по середине желоба. Система обеспечения безукоризненной отливки охлаждения подразделена на два кон- всех промежуточных отверстий целесо- тура охлаждения. С целью подвода или образно перед отливкой однозначно за
, . 898872
.же отвода охлаждающей среды в стенках желоба заливаются патрубки преимущественно одинакового диаметра, которые соединены с охлаждающими трубами
5 и преимущественно одинакового диаметра. В литом чугунном корпусе охлаждающие трубы в основном расположены параллельно одна другой и с целью предотвращения науглероживания холодиль 0 ной трубы за счет содержащегося в литом чугунном материале углерода на поверхности раздела между охлаждающей трубой и литым чугунным корпусом расположен слой Fe А1у. 5 Предлагаемый желоб может эксплуатироваться как отдельньй элемент, который монтируется в области попадания струи шлака на желоб и компонуется преимущественно из углеродистой на20 бивной массы, и как комплексный же-
25
20 бивной массы, и как комплексный же-
30
лоб, состоящий из нескольких элементов. В обоих случаях значительно по- вьш1ается продолжительность службы.
На фиг.1 изображен желоб, попереч- ное сечение; на фиг.2 - то же, горизонтальная проекция.
Желоб состоит из получашеобразного литого чугунного корпуса 2, в котором по направлению потока расплавленного шпака расположены трубы 1. Охла;кд,ающие трубы 1 соединены одна с другой таким образом, что для каждой половины получашеобразного литого чугунного корпуса образуют охлажт
f- Аи iy L У J JMJJJll -а Ч- ь хСЬ/Л
35 контур. Расстояние между тру-
контур. Расстояние между тру-
бами по возможности мало. Подвод холодильной среды осуществляется по расположенным справа и слева литого
чугунного корпуса 2 соединительном элементам 3 дпя подвода охлаждающей воды. Для интенсивного охлаждения литого чугунного корпуса 2 охлаждаю- 1ще трубы 1 должны иметь по отношению
к поперечному сечению желоба достаточный диаметр и располагаться .таким образом, чтобы охлаждение осуществлялось от середины желоба по направлению к краю. С целью предотвращения
науглероживания труб 1 в период отливки и эксплуатации их после сварки в охлаждаюйще змеевики покрьшают защитным покрытием,- состоящим из .что обеспечивает хорошую теплоотдачу между холодильной трубой 1 и корпусом из литого чугуна 2, Дпя обеспечения безукоризненной отливки всех промежуточных отверстий целесо- образно перед отливкой однозначно зафиксировать дистанционными проставка- ми 5 положение охлаждающих труб, Параллельно соединительным элементам 3 для подвода охлаждающей воды расположены патрубки 4, по которым отво- дится охлаждающая среда. Шлаковьшуск- ной желоб новой конструкции по длине и поперечному сечению рассчитан и расположен на печи таким образом,
что струя шлака колеблющейся силы на всю продолжительность выпуска попадает именно в желоб, в результате чего снижается износ желобов. В зависимости от режима шлака к этому элементу желоба могут быть присоединены литые корпуса: дальнейшие, или шлаковьшускной желоб из смолистой или углеродистой набивной массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| Способ получения отливок | 1974 |
|
SU501831A1 |
| Способ изготовления армированных отливок | 1976 |
|
SU595067A1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2015 |
|
RU2606349C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| Роторная наклонная печь | 2020 |
|
RU2732257C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления | 1986 |
|
SU1493114A3 |
| Способ выплавки рельсовой стали | 1983 |
|
SU1089149A1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2707370C1 |

cpus.Z
Редактор Л.Веселовская
Составитель В,Черняков
Техред Л.Олейник Корректор С.Шекмар
Заказ 7870/25Тираж 572 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
„.„«,-..«««.«. - - -. - - -.-. - - - -- - ™
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
