Изобретение относится к трубному производству, а именно к способам для удаления внутреннего грата в сварных трубах в процессе их изготовления, например высокочастотной сваркой,
Цель изобретения - исключение налипания расплавленного металла и обеспечение полного удаления грата.
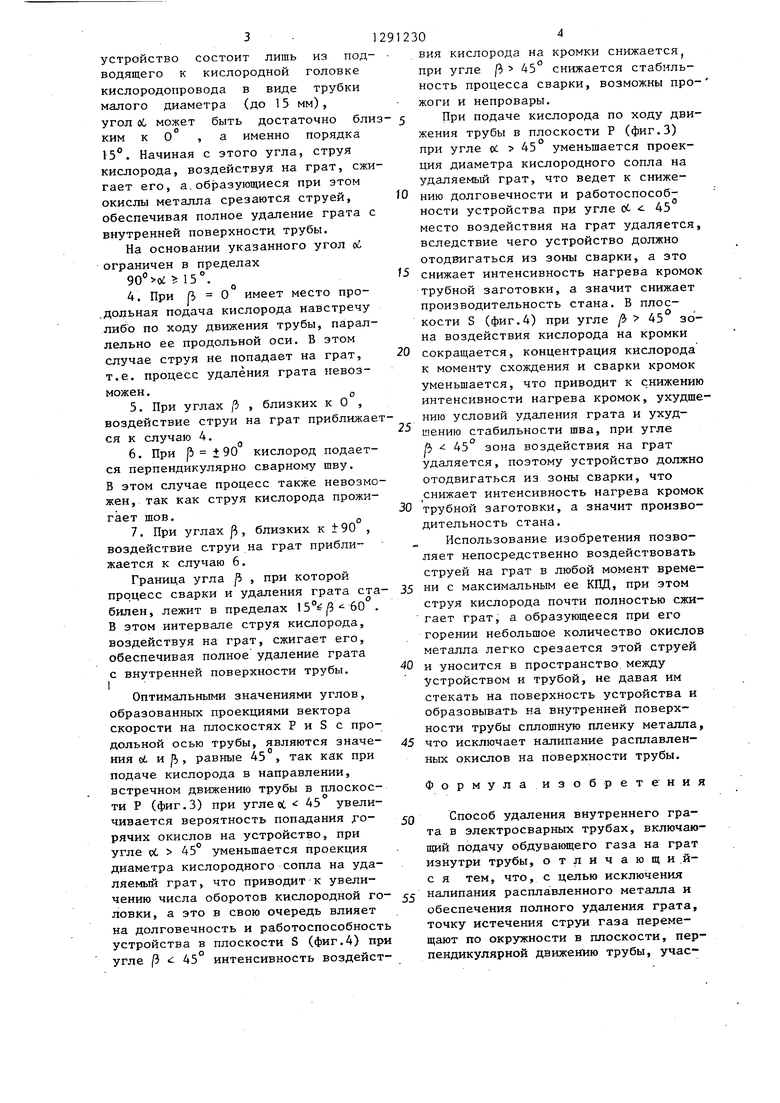
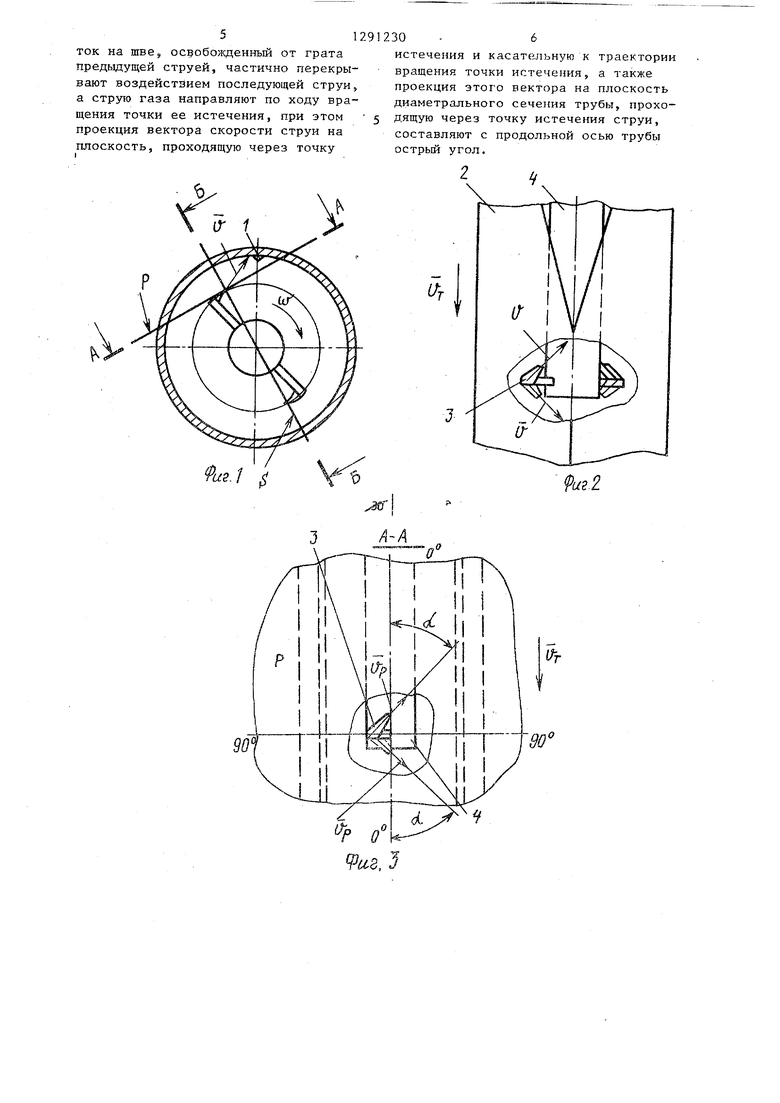
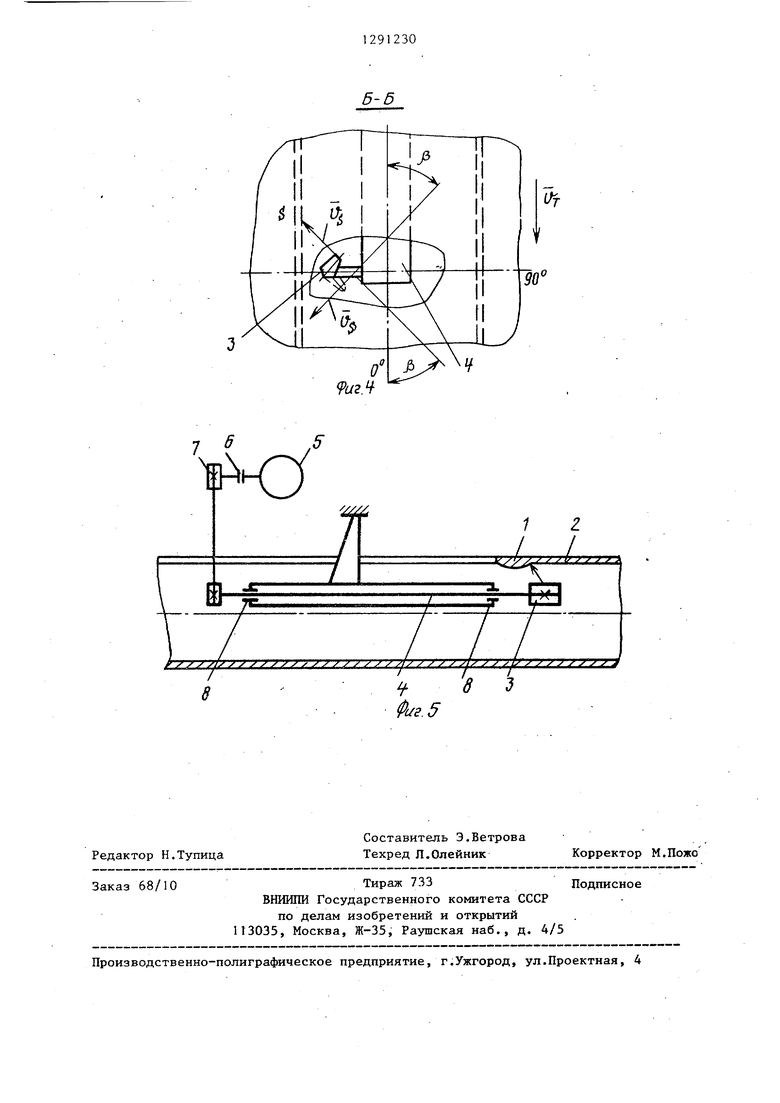
На фиг. 1 и 2 представлены схемы расположения устройства для удаления грата в трубе; на фиг. 3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - схема привода вращения штанги устройства.
I
Способ осуществляют следующим
образом. I
Обдувающий газ подается на грат в зоне сварки кромок штрипса 2. Причем точка истечения струи газа из головки-сопла 3 перемещается по окружности в плоскости, перпендикулярной движению трубы, так что участок на шве, освобожденный от грата предыдущей струей, перекрывается частично воздействием последующей струи. При этом струя газа направлена по ходу вращения ее точки истечения и расположена таким образом, что проекция вектора скорости струи на плоскость Р (фиг.З), проходящую через точку истечения и касательную к траектории вращения точки истечения, а также проекция этого вектора на плоскость S (фиг.2) диаметрального сечения трубы, проходящую через точку истечения струи, составляют с продольной осью трубы острый угол. Условия частичного перекрытия участка шва, освобожденного от грата предьщущей струей, воздействием последующей струи может быть выполнено, если параметры процесса, связанные с кинематической, находятся между собой в строгой зависимости, вьфаженной формулой V k,- cos fi
-N--37k -
где V - скорость сварки трубы,
м/мин;
п - число оборотов сопловой головки, об/мин; N - количество сопл в сопловой
головке, шт;
3 - угол между проекцией вектора скорости струй и продол
0
5
0
5
0
5
0
5
ной осью трубы на плоскости, образованной этой осью и точкой истечения струи (угол наклона струи), град;
d - диаметр сопла, м;
k - коэффициент перекрытия;
k - коэс{)фициент, учитывающий величину раскрытия струи в зависимости от профиля канала сопла.
Такое перекрытие обеспечивает полное удаление грата по всей длине сварного шва.
Пример. Штангу-газопровод 4 (фиг.5) и жестко связанную с ней головку-сопло 3 помещают в трубную заготовку 2, Через штангу-газопровод в головку и далее в зону сварки на грат 1 подают газ. При передаче крутящего момента с электродвигателя 5 через муфту 6 и передачу 7 на штангу-газопровод 4, находящуюся в Подшипниковых опорах 8, точка истечения струи газа, вращаясь с головкой 3, перемещается по окружности в плоскости, перпендикулярной движению трубы, так,-что участок на шве, освобожденный от грата предыдущей струей, перекрывается частично воздействием последующей струи, при этом струя газа не позволяет расплавленным окислам металла налипать на устройство и обеспечивает полное удаление грата по всей длине сварного шва. Ограничение углов о; и в определенных пределах диктуется особенностями процесса удаления внутреннего грата.
. Прис 0° имеет место продольная подача кислорода навстречу дви- жению трубы и-пи по ходу движения трубы, при которой не было получено положительного результата.
2.Приос 90° имеет место поперечная подача, при которой также грат удаляется не полностью,
3.При отклонении струи газа от углов DC 0° и с(, 90° имеет место тангенциальное движение расплав хен- ных частиц, которые с учетом большой скорости струи отклоняются от устройства при их паденииt при
oi 85 ... 89° процесс удаления грата устойчив при об 1 ... 5° схема воздействия струи на грат приближается к случаю 1 о
Границы угхга об , близкого к О °, зависят от размеров устройства, размещенного в трубе. В случае, когда
угол ciL может КИМ к О
3 . устройство состоит лишь из под водящего к кислородной головке кислородопровода в виде трубки малого диаметра (до 15 мм),
быть достаточно бл
а именно порядка 15°. Начиная с этого угла, струя кислорода, воздействуя на грат, сжгает его, а. об зазующиеся при зтом окислы металла срезаются струей, обеспечивая полное удаление грата внутренней поверхности трубы.
На основании указанного угол oi ограничен в пределах
.
4.При i О имеет место про- .дольная подача кислорода навстречу
либо по ходу движения трубы, параллельно ее продольной оси. В этом случае струя не попадает на грат, т.е. процесс удаления грата невозможен.Р
5.При углах /i , близких к О , воздействие струи на грат приближася к случаю 4.
6.При |i i 90 кислород подается перпендикулярно сварному шву.
В этом случае процесс также невозмжен, так как струя кислорода прожигает шов.
7.При углах 1, близких к t90 , воздействие струи на грат приближается к случаю 6.
Граница угла , при которой процесс сварки и удаления грата ст билен, лежит в пределах В этом интервале струя кислорода, воздействуя на грат, сжигает его, обеспечивая полное удаление грата с внутренней поверхности трубы.
1
Оптимальными значениями углов,
образованных проекциями вектора скорости на плоскостях Р и S с продольной осью трубы, являются значе ния ot и |i , равные 45 , так как при подаче кислорода в направлении, встречном движению трубы в плоскости Р (фиг.З) при угле ОС - 45 увеличивается вероятность попадания fo рячих окислов на устройство, при угле р6 45° уменьшается проекция диаметра кислородного сопла на удаляемый грат, что приводит к увеличению числа оборотов кислородной г ловки, а это в свою очередь влияет на долговечность и работоспособнос устройства в плоскости S (фиг.4) п угле Р « 45 интенсивность воздейс
0
ВИЯ кислорода на при угле р 45°
кромки снижается
снижается стабильность процесса сварки, возможны прожоги и непровары.
При подаче кислорода по ходу движения трубы в плоскости Р (фиг.З) при угле ОС 45 уменьшается проекция диаметра кислородного сопла на удаляемый грат, что ведет к снижению долговечности и работоспособности устройства при угле (Х- 45
0
5
5
5
0
0
5 0 5
место воздействия на грат удаляется, вследствие чего устройство должно отодвигаться из зоны сварки, а это снижает интенсивность нагрева кромок трубной заготовки, а значит снижает производительность стана. В плоскости S (фиг.4) при угле р 45 зона воздействия кислорода на кромки сокращается, концентрация кислорода к моменту схождения и сварки кромок уменьшается, что приводит к снижению интенсивности нагрева кромок, ухудшению условий удаления грата и ухудшению стабильности шва, при угле /} -; 45 зона воздействия на грат удаляется, поэтому устройство должно отодвигаться из зоны сварки, что снижает интенсивность нагрева кромок трубной заготовки, а значит производительность стана.
Использование изобретения позволяет непосредственно воздействовать струей на грат в любой момент времени с максимальным ее КПД, при этом струя кислорода почти полностью сжигает грат, а образующееся при его горении небольшое количество окислов металла легко срезается этой струей и уносится в пространство между устройством и трубой, не давая им стекать на поверхность устройства и образовывать на внутренней поверхности трубы сплошную пленку металла, что исключает налипание расплавленных окислов на поверхности трубы.
Формула изобретения
Способ удаления внутреннего грата в электросварных трубах, включаю- ший подачу обдувающего газа на грат изнутри трубы, отличающи .й- с я тем, что, с целью исключения налипания распла вленного металла и обеспечения полного удаления грата, точку истечения струи газа перемещают по окружности в плоскости, перпендикулярной движению трубы, учас-
ток на шве, освобожденный от грата предьщущей струей, частично перекрывают воздействием последующей струи, а струто газа направляют по ходу вращения точки ее истечения, при этом проекция вектора скорости струи на плоскость, проходящую через точку
истечения и касатшиэнуш к траектории вращения точки истечения, а также проекция этого вектора на плоскость диаметрального сечения трубы, проходящую через точку истечения струи, составляют с продольной осью трубы острый угол.
2
пп о
%а. J
9аг.Ч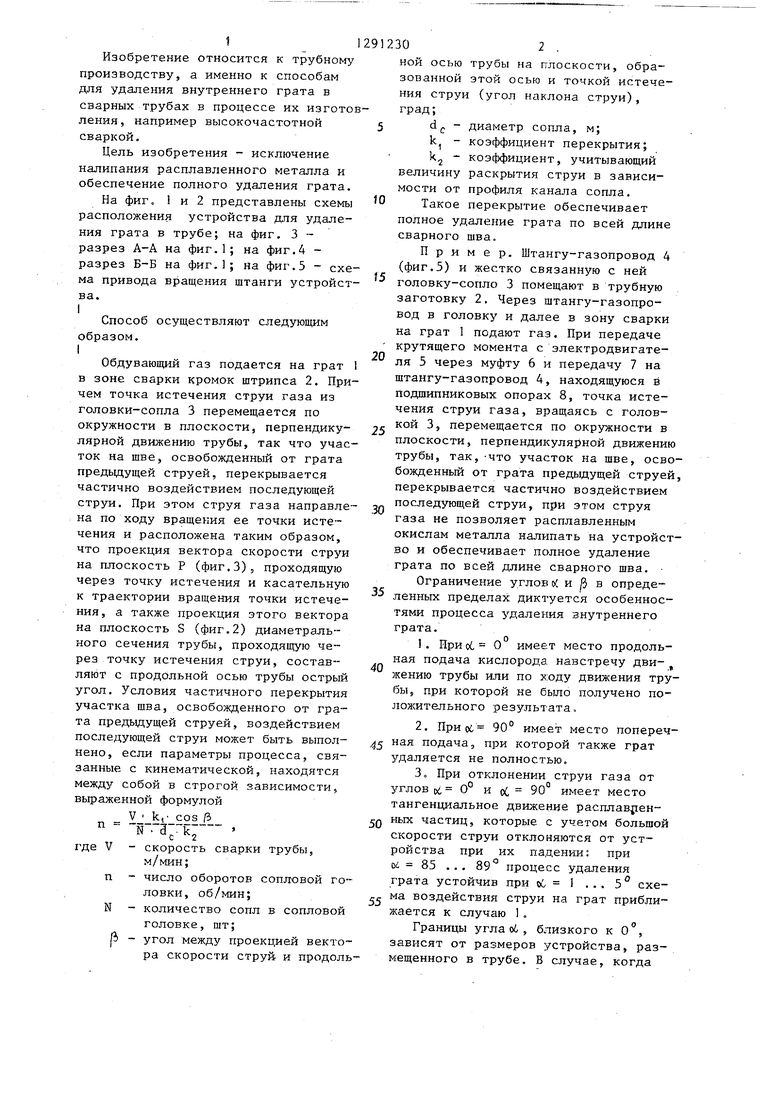
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обдувки кромок штрипса и сварного шва | 1984 |
|
SU1268239A1 |
| Способ удаления грата и устройство для его осуществления | 1987 |
|
SU1530366A1 |
| Способ изготовления электросварных изделий | 1990 |
|
SU1712023A1 |
| Способ удаления грата с кольцевых швов и устройство для его осуществления | 1988 |
|
SU1632548A1 |
| Устройство для удаления внутреннего грата в электросварных трубах | 1986 |
|
SU1412829A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| Способ изготовления прямошовных электросварных труб | 1987 |
|
SU1530279A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ РЕДУЦИРОВАННЫХ ТРУБ | 2004 |
|
RU2279939C1 |
Изобретение относится к трубному производству, а именно к способам для удаления обдувкой газом внутреннего грата в сварных трубах в процессе их изготовления. Целью изобретения является исключение налипания расплавленного металла и обеспечение полного удаления грата. Полное удаление грата достигается вращением точки истечения обдувающег о газа относительно оси трубы и перекрытием зон воздействия струй на шов. Струю газа направляют по ходу вращения ее точки истечения. При этом проекция вектора скорости струи на плоскость, проходящую через точку истечения и касательную к траектории вращения точки истечения, а также проекция этого Е ктора на плоскость диаметрального сечения трубы, проходящую через точки истечения струи, составляют с продольной осью трубы острый угол. Это позволяет воздействовать на грат струей газа с максимальным ее КПД. При этом образующиеся при горении грата окислы металла легко срезаются струей и уносятся в пространство между устройством и трубой. Исключается стекание этих окислов на поверхность устройства и образование на внутренней поверхности трубы сплошной пленки металла. 5 шт. t (Л ND tC :о
Редактор Н.Тупица
Заказ 68/10Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Э.Ветрова Техред Л.Олейник
Корректор М.Пожо
| Карзов П.С | |||
| и др | |||
| Удаление внутреннего продольного грата в электросварных трубах малого и среднего диаметра с помощью кислородной струи.-В сб.: Производство сварных и бесшовных труб, вып | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| М.: Металлургия, 1968, с.46-50. | |||
