Изобретение относится к сварке трубопроводов, а именно к способам удаления грата, образовавшегося в процессе сварки труб, например при контактной сварке.
Целью изобретения является повышение производительности процесса удаления грата.
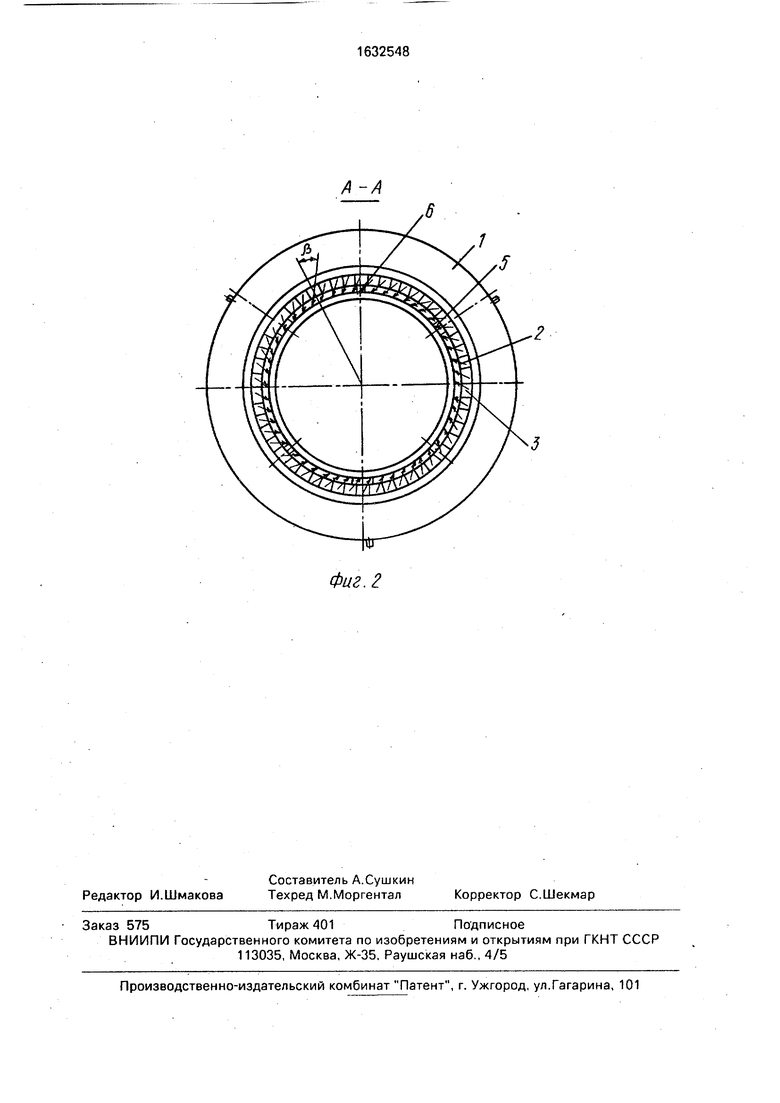
На фиг, 1 представлены схемы образования и истечения кольцевой струи в плоскости, проходящей через ось трубы, и плоскости, перпендикулярной оси трубы, и устройство для удаления грата; на фиг. 2 - сечение А-А на фиг. 1.
Способ осуществляется следующим образом.
Кольцевая струя подается на грат 1 непосредственно после окончания сварки трубы, когда металл имеет температуру выше температуры воспламенения металла в струе кислорода, под острым углом а к плоскости, перпендикулярной оси трубы, и острым углом / к плоскостям, проходящим через ось трубы и точку истечения элементарной струи. При этом происходит интенсивное резание и удаление грата. Угол а выбирается в пределах 50-85°, угол / - в пределах 5-50°. При этих условиях происходит наиболее эффективное резание и удаление грата, так как струя имеет оптимальную геометрию взаимодействия с гратом одновременно по всему кольцевому периметру, что ведет к соответствующему повышению производительности способа.
Выбор углов обусловлен следующими условиями: при а 50° происходит врезание струи в шов, что может привести к возможному ослаблению шва, а 85° - предельный угол, который можно достичь, учитывая возможную несоосность труб при сварке и конструкцию устройства. Угол а обеспечивает соблюдение геометрических параметров (высоты и др.) сварного шва.
Угол /3 обеспечивает вращение струи вокруг оси трубы, что повышает эффективность удаления грата./3 5° - минимальный угол, при котором происходит вращение кольцевой струи вокруг оси,/ 50° - максимальный угол, который обеспечивает требуемую производительность удаления грата,
Устройство, реализующее способ, содержит головку-сопло, включающую корпусное кольцо 1, направляющее кольцо 2 с клинообразными пазами 3, подводящие штуцеры 4 и фиксирующие элементы 5 и колеса 6 для перемещения.
Устройство с помощью фиксирующих элементов 5, выполненных в виде пневматического исполнительного механизма с тормозной колодкой на конце штока механизма, центрируется на трубе перед сварным стыком. Непосредственно в момент, следующий за прекращением процесса контактной сварки, через подводящие штуцеры 4 подается в головку-сопло режущий кислород, который истекает из кольцевой щели между корпусом 1 и направляющим кольцом 2. Так как в направляющем кольце 2 под углом fio к торцу кольца выполнены клинообразные пазы 3, то струя истекает из кольцевой щели под углом к грату по всему его периметру.
Образованная таким образом струя действует на грат под углом 50° а 85° к плоскости, перпендикулярной оси трубы, и
под углом 5° /3 50° к плоскостям, проходящим через ось трубы и точки истечения элементарных составляющих кольцевой струи. При этом кольцевая струя срезает и удаляет грат с контактного шва.
Использование изобретения позволяет
сократить рабочий цикл удаления наружного кольцевого шва и, следовательно, повысить производительность процесса изготовления трубопроводов.
Формула изобретения
1.Способ удаления грата с кольцевых швов, включающий подачу обдувающего газа на грат, отличающийся тем1, что, с целью повышения производительности процесса, обдувающий газ подают на грат в виде струи кольцевой формы одновременно по всему периметру кольцевого шва, а в
каждой точке истечения струя направлена под углом 50-85° к плоскости, перпендикулярной оси трубы, и под углом 5-50° к плоскостям, проходящим через ось трубы и точки истечения элементарных составляю5 щих кольцевой струи.
2.Устройство для удаления грата с кольцевых швов, включающее корпус и головку- сопло, отличающееся тем, что головка-сопло выполнена в виде кольцевой
0 щели, образованной корпусным и направляющим кольцами, в направляющем кольце выполнены направляющие клинообразные пазы, а головка-сопло дополнительно содержит подводящие обдувающий газ шту5 церы и фиксирующие элементы.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления внутреннего грата в электросварных трубах | 1986 |
|
SU1291230A1 |
| Способ удаления грата и устройство для его осуществления | 1987 |
|
SU1530366A1 |
| Способ изготовления электросварных изделий | 1990 |
|
SU1712023A1 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ГРАТА | 1973 |
|
SU453264A1 |
| Устройство для удаления грата внутри трубы | 1978 |
|
SU737056A1 |
| Установка для лазерной обработки внутренней поверхности изделия | 2016 |
|
RU2655402C2 |
| Распылитель жидкости | 1982 |
|
SU1123731A1 |
| УСТАНОВКА С НЕПРЕРЫВНОЙ ТРУБОЙ ДЛЯ ОБСЛУЖИВАНИЯ СКВАЖИН, НЕПРЕРЫВНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2000 |
|
RU2180389C1 |
Изобретение относится к сварке трубопроводов, а именно к способам удаления грата, образовавшегося в процессе сварки труб, например при контактной сварке. Цель изобретения - повышение производительности процесса удаления грата. Для удаления кольцевого грата газ-окислитель подают в виде кольцевой струи Элементарные струи в каждой точке истечения направлены под заданными угломи а и ft , обеспечивающими высокую производительность и качество процесса удаления грата. После сварки очередного стыка трубопровода устройство подают к стыку и закрепляют фиксаторами 5. Затем подают газ-окислитель на грат. Устройство для удаления грата представляет собой кольцевое сопло, которое образовано корпусным и направляющим кольцами В направляющем кольце выполнены клинообразные пазы Подвод обдувающего газа к соплу осуществляется через подводящие штуцеры. Повышение производительности процесса удаления грата повышает также общую производительность процесса изготовления трубопроводов 2 с.п. ф-лы, 2 ил. со с о со го ел 4 00 Фиг 1
Фиг. 2
5
| Способ удаления внутреннего грата в электросварных трубах | 1986 |
|
SU1291230A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
