112
Изобретение относится к обработке металлов давлением, в частности к производству несимметричных гнутых профилей проката в валках профиле- гибочных станов.
Цель изобретения - повышение качества профилей за счет уменьшения или полного исключения винтообразного скручивания.
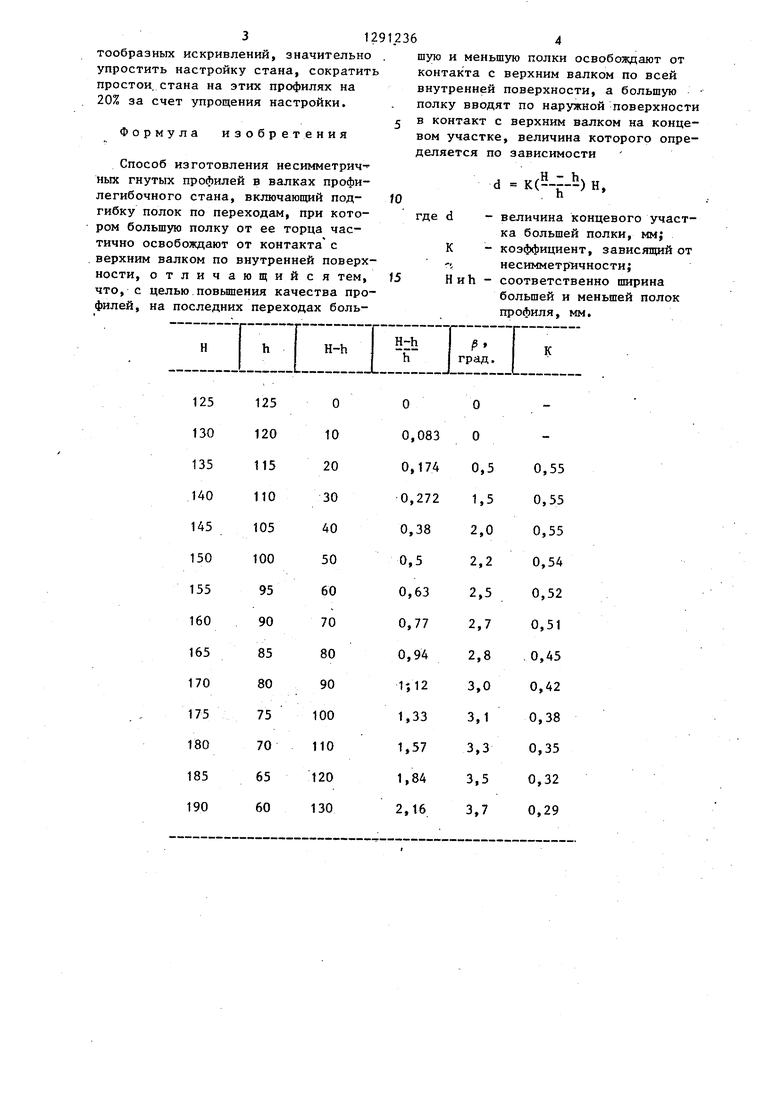
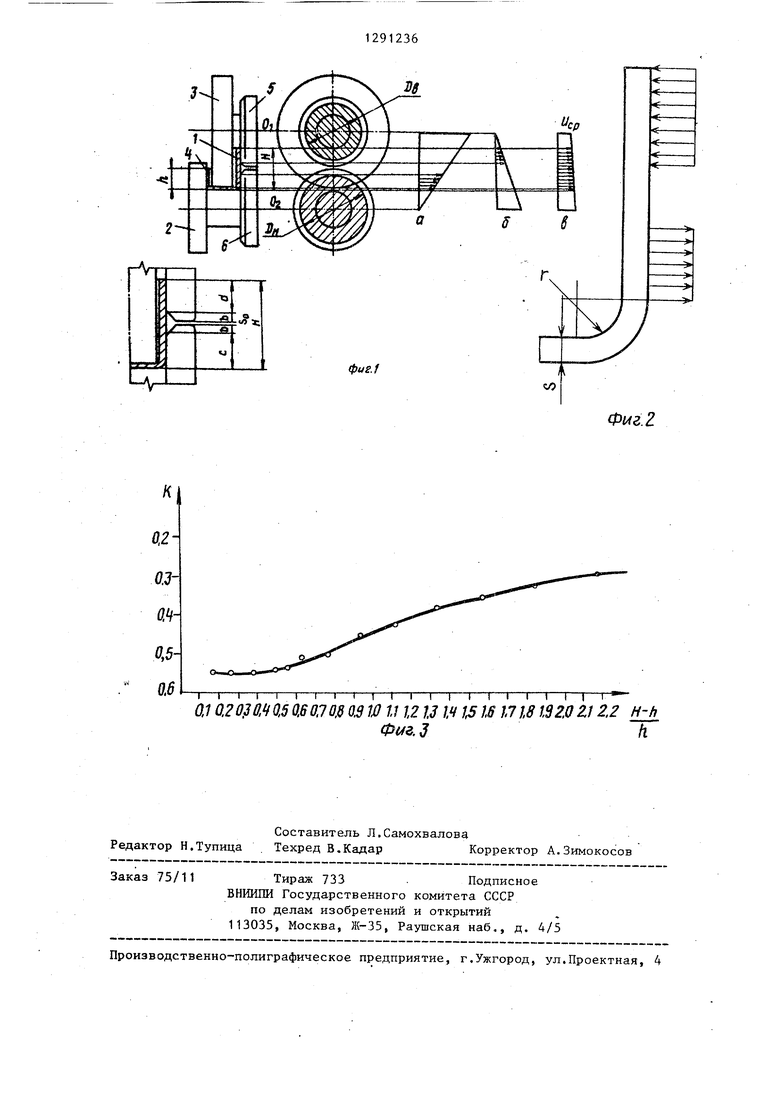
На фиг.1 показано распределение скоростей в осевом сечении валков; на фиг.2 - распределение сил трения; на фиг.З - график зависимости коэффициента К от величины несимметричности.
Способ заключается в том, что на последних переходах концевой участок большей полки 1 профиля освобождают от контакта с нижним валком 2 и вводят его в контакт с верхним валком 3, осуществляя торможение этого участка, при освобождении большей 1 и меньшей 4 полок профиля по внутренней поверхности от контакта с верхним валком 3. В этом случае средняя скорость перемещения большей полки уменьшается, и, как следствие, происходит раскручивание профиля в сторону, противоположную винтообразному скручиванию несимметричного профиля.
Опытами установлено, что при определенной величине соотношения большей и меньшей полок наступает скручивание профиля. Так, например, при профилировании неравнополочного профиля швеллера 144x160x90x6 мм из ста
ли, г 10, S 6, Hj 160, h 90 проводят следующее исследование.
Для определения угла скручивания профиля задают в обычный калибр одну и ту же заготовку, постепенно смещая ее с оси симметрии. Таким образом вначале получают симметричный про40
Например, для полок и мм, ,5, мм; для полок и мм, ,35, мм; для полок и мм, ,55, мм... Таким образом, чем больше несимметричность, тем больше должна быть величина торможения со стороны верхнего валка, и чем меньше несимметричность, тем меньше торможение и
филь, а затем несимметричные профили, тем больше калибр обретает свою обычпри этом при различной несимметричности профили получают разную величину скручивания, t
(
Далее изменяют характер взаимодействия валков с большей по величи- не полкой согласно предлагаемому способу. Заменяют боковые элементы 5 и 6 со стороны большей полки 1, которые устанавливают разной величины по диаметрам D и D , а следовательно, и величинами d и с контакта с большей 1 и меньшей 4 полками профиля.
Подбор элементов с разными величинами d и С позволяет устранить скручивание при различной несимметричности.
Статистическая обработка полученных экспериментальньпс результатов позволяет получить математическую зависимость между принятой несиммет. H-h
ричностью профиля -:- и величиной
h
контакта d верхней части большей полки 1 профиля с валком, которая с достаточной точностью описывается зависимостью
d ,
где d - величина контакта большей
полки с валком, мм; К - коэффициент несимметричности;НиЬ - соответственно ширина
большей и меньшей полок профиля, мм.
В таблице приведены конкретные значения коэффициента К, которые определяют исходя из накопленных экспериментальных данных по определению величины контакта d верхнего валка 3 с большей полкой 1 профиля для разной несимметричности профилей методом обратного пересчета, что позволяет также построить график зависимости, коэффициента К от величины несимметричности (фиг.З).
Например, для полок и мм, ,5, мм; для полок и мм, ,35, мм; для полок и мм, ,55, мм... Таким образом, чем больше несимметричность, тем больше должна быть величина торможения со стороны верхнего валка, и чем меньше несимметричность, тем меньше торможение и
тем больше калибр обретает свою обыч
ную форму.
Величина С - выталкивающая часть калибра определеяется из соотношения
С Н - (d + 8„ + 2Ь) ,
где S - зазор для настройки, равный
толщине стенки профиля; b - величина заходных конусов, принимаемых конструктивно. Применение предлагаемого способа по сравнению с известным позволяет получить профиль высокого качества по геометрии за счет исключения винтообразных искривлений, значительно упростить настройку стана, сократить простои, стана на этих профилях на 20% за счет упрощения настройки.
Формула изобретения
шую и меньшую полки освобождают от контакта с верхним валком по всей внутренней поверхности, а большую полку вводят по наружной поверхности в контакт с верхним валком на концевом участке, величина которого определяется по зависимости
Ув
Uf
- -
-
К
2flj-.5Q.6
0.10..4 0,5 0,6 0.1 Off 0.9 W 1.11213 14 /Д W 1718132.0 Z12.2 H-h
Ф(г. Jh
Составитель Л.Самохвалова Редактор Н.Тупица . Техред В.КадарКорректор А.Зимокосов
Заказ 75/11 Тираж 733 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
V
Фиг. 2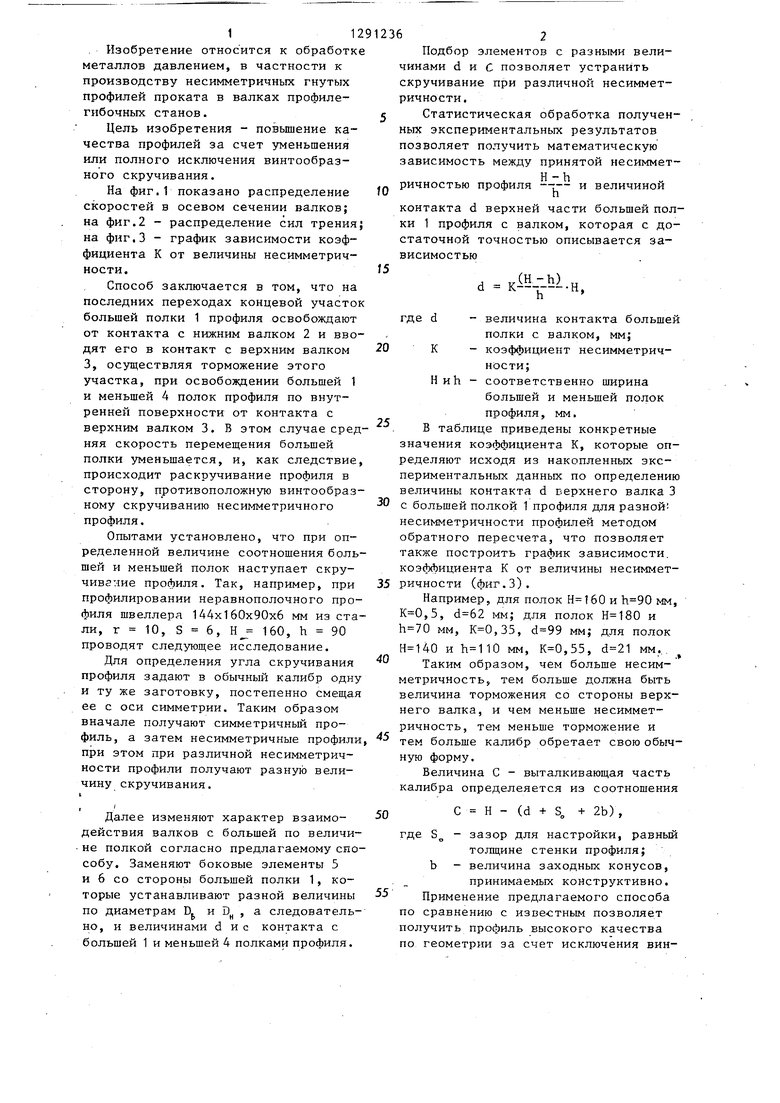
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
Изобретение относится к обработке металлов давлением, в частности к производству несимметричных гнутых профилей проката в валках клетей профилегибочных станов. Целью изобретения является повышение качества профилей за счет исключения продольного прогиба и серповидности. Концевой, участок большей полки профиля на последних переходах освобождают от контакта с нижним валком и . вводят в контакт с верхним валком при освобождении по внутренней поверхности обеих полок от воздействия верхнего валка. При этом исключаются винтообразные искривления профиля. 3 ил., 1 табл. с iO ГС со tc 00 а
| Способ профилирования неравнополочных гнутых профилей | 1972 |
|
SU534275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
