1
Изобретение относится к обработке металлов давлением, а более конкретно к оборудовак ю, применяемому для производства гнутых несимметричных профилей, и предназначено для использования преимущественно в черной металлургии и машиностроении.
Цель изобретения - улучшение качества профилей, снижение металлоемкости валков и расширение технологических возможностей стана.
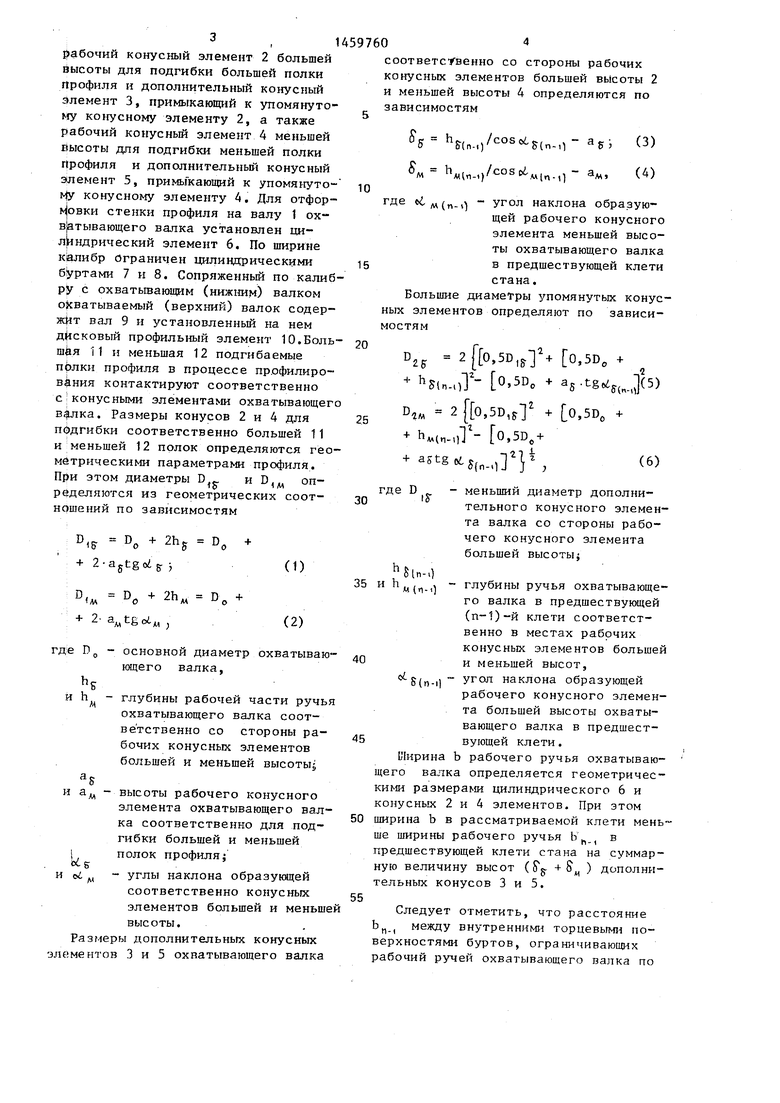
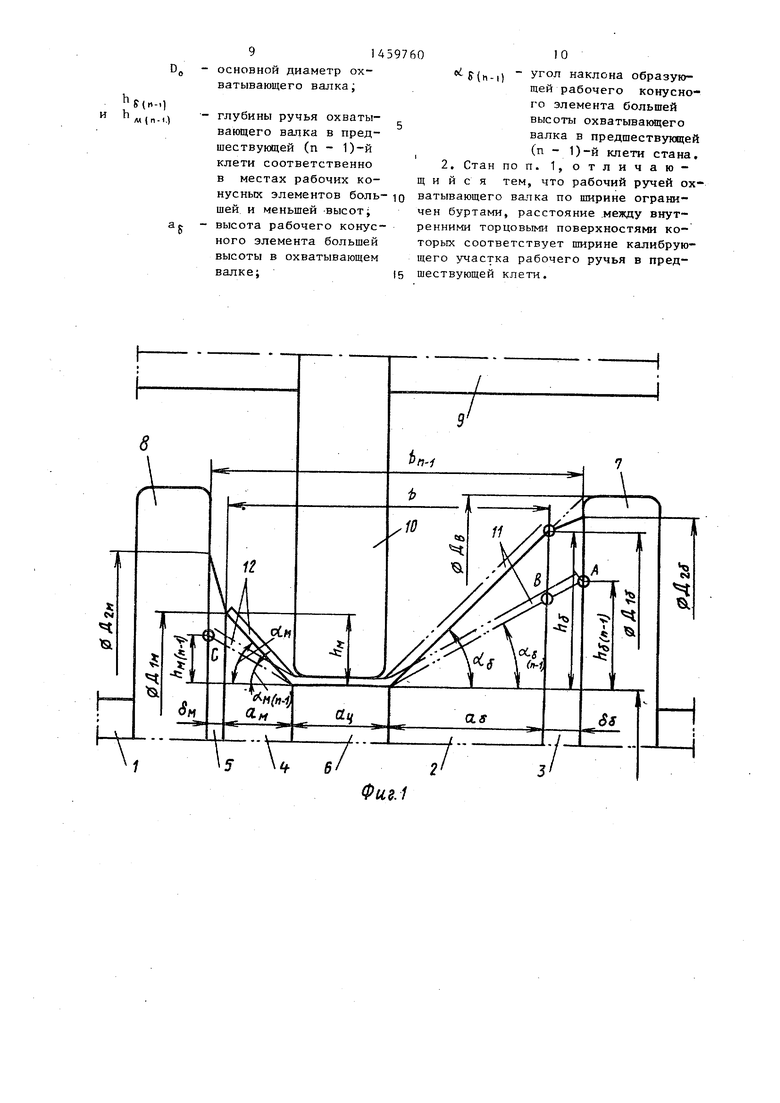
На фиг. 1 показана схема валков профилегибочного стана для формовки неравнополочного швеллера;на фиг.2 - то же, вид сбоку.
В конструкции профилегибочного стана в рабочих клетях на верхнем и нижнем валах установлены дисковые элементы валков.
На валу 1 нижнего (охватывающего) валка установлены профильные дисковые элементы, в том числе содержащие
рабочий конусный элемент 2 большей Высоты для подгибки большей полки профиля и дополнительный конусный элемент 3, примыкающий к упомянуто конусному элементу 2, а также рабочий конусный элемент 4 меньшей высоты для подгибки меньшей полки Профиля и дополнительный конусный элемент 5, примыкающий к упомянутоИУ конусному элементу 4. Для отфор- фвки стенки профиля на валу 1 ох- в|атывающего валка установлен ци- л ндрический элемент 6. По ширине калибр Ограничен цилиндрическими б уртами 7 и 8. Сопряженный по калибру с охватьтающим (нижютм) валком охватываемый (верхний) валок содержит вал 9 и установленньй на нем дисковый профильный элемент Ю.Боль шйя II и меньшая 12 подгибаемые профиля в процессе профилирования контактируют соответственно с:конусными элементами охватывающег вфлка. Размеры конусов 2 и 4 для подгибки соответственно большей 11 и меньшей 12 полок определяются геометрическими параметрами профиля. При этом диаметры D. и D,, определяются из геометрических соот- ношений по зависимостям
DO - 2h5 D, ajtgoi
0„ + 2h., D.
(1)
(2)
где Т) - основной диаметр охватываю- ющего валка.
h глубины рабочей части ручья охватывающего валка соответственно со стороны рабочих конусных элементов большей и меньшей высоты
и а,. высоты рабочего конусного элемента охватывающего валка соответственно для подгибки большей и меньшей полок профиля;
- углы наклона образукщей соответственно конусных элементов большей и меньшей высоты,
размеры дополнительных конусных лементов 3 и 5 охватывающего валка
bis
и txi .,
соответсгвенно со стороны рабочих конусных элементов большей высоты 2 и меньшей высоты 4 определяются по зависимостям
hy., .,/cosoi.
S-(nS(n-,1
- a
5i
h..,.,j/cos(,. - SM,
м(п(3) (4)
где 6л(„., - угол наклона образующей рабочего конусного элемента меньшей высоты охватывающего валка в предшествующей клети стана.
Большие диаметры упомянутых конусных элементов определяют по зависимостям
2 0,5D
D, ,5D, + 0,5D, -f
- Sln-oT- + ag.)
D
M
+ h
2
0,5D, 4 м(п-,)Г- 0,5D,+ (.-. ,
0,5D,
(6)
Q ig о
где D
tr
Sln-O 5 и h
меньший диаметр дополнительного конусного элемента валка со стороны рабочего конусного элемента большей ВЫСОТЫ}
0
oi
(п-0 глубины ручья охватывающего валка в предшествующей (п-1)-й клети соответственно в местах рабочих конусных элементов большей и меньшей высот, S(n-i) угол наклона образующей
рабочего конусного элемента большей высоты охватывающего валка в предшест- 5вующей клети,
Ширина b рабочего ручья охватывающего валка определяется геометрическими размерами цилиндрического 6 и конусных 2 и 4 элементов. При этом ширина b в рассматриваемой клети меньше ширины рабочего ручья Ь ,, , в предшествующей клети стана на суммарную величину высот (Pj тельных конусов 3 и 5.
0
)g- + 5, ) ДОПОЛНИ5
Следует отметить, что расстояние Ь., между внутренними торцевыми поверхностями буртов, ограничивающих рабочий ручей охватывающего валка по
51
ширине, соответствует ширине рабочей части калибра в предшествующей клети стана.
Профилегибочньй стан работает следующим образом.
От привода стана враще11ие передается рабочим вгшам 1 и 9 и установленным на них продольным дисковым элементам, в том числе конусным и цилиндрическим нижнего охватывающего валка (2-8) и верхнего охватываемого валка 10. В калибре, образованном упомянутыми дисковыми элементами валков в каждой рабочей клети стана формируется профиль, содержащий стенку и подгибаемые большую 11 и меньшую 12 полки. При этом профиль большая и меньшая полки которого подогнуты в предшествующей рабочей клети соответственно на углыс дг.,
и (п-1) перемещаясь вдоль стана,, вначале на входе в валки центрируется направляющими буртами 7 и 8 ниж
Так, например, для изготовления неравнополочного швеллера 50х50х X100x2 мм из стали Ст. 3 применен восьмиклетьевой профилегибочный стан 0,5-2x30-200. Углы подгибки полок профиля и соответственно углы
него (охватывающего) валка, а затем, 25 наклона образующих рабочих конусных
и ограничегмя поперечного смещения профиля в калибре с помощью направля- )К1цих буртов.
Следует отметить, что применение предлагаемого стайа позволяет уменьшить диаметры валков, межосевое расстояние валков и расстояние мезкду рабочими и шестеренными клетями стана, а также габариты стана.
Кроме того, в ряде случаев в валках предлагаемого стана имеется возможность выполнить направляющие бурты на охватывающих валках для центрирования профиля, в то время как из-за сравнительно больщих диаметров невозможно их применение в валках известного стана.
Так, например, для изготовления неравнополочного швеллера 50х50х X100x2 мм из стали Ст. 3 применен восьмиклетьевой профилегибочный стан 0,5-2x30-200. Углы подгибки полок профиля и соответственно углы
наклона образующих рабочих конусных

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| Рабочая клеть профилегибочного стана | 1982 |
|
SU1015960A1 |
| Валок рабочей клети профилегибочного стана | 1985 |
|
SU1303213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Профилегибочный стан | 1985 |
|
SU1296260A1 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |

Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых несимметричных профилей, и предназначено для использования в черной металлургии. Цель изобретения - улучшение качества профилей, снижение металлоемкости валков и расширение технологических возможностей стана. Профилегибочньш стан для изготовления неравнополочных профилей содержит ряд клетей со спаренньшш по калибру охватываемым и охватывающим валками, у которых по крайней мере на одном из охватывающих валков на участке калибра выполнены рабочие конусные элементы разной высоты с углом наклона образующей, шириной и глубиной вреза в соответствии с параметрами профиля, а также дополнительные конусные элементы с различными углами наклона образующей. Дополнительный конусный элемент со стороны рабочего конуса большей высоты вьшолнен с углом наклона образующей, меньшим угла наклона образующей смежного с ним конусного элемента. Дополнительный конусный элемент со стороны- рабочего конуса меньшей высоты выполнен с углом наклона образующей,большим угла наклона смежного с ним конусного элемента. Большие диаметры дополнительных -конусов опредепя- ются по расчетным формулам. Стан позволяет повысить качество профилей за счет уменьшения из винтообразного скручивания. 1 з.п. ф-лы, 2 ил. S (Л 4 СП со О)
достигая цилиндрического элемента 10 охватываемого валка, подгибаются на углы od g- и oi д.
В связи с тем, что размеры допол- ните.пьных конусных элементов 3 и 5 охватывающего валка взаимосвязаны между собой и рабочими конусными элементами 2 и 4, а также с размерами валков предшествующей клети стана
аналитическими зависимостями (1)-(6), gg валках на участке калибра выполнены
обеспечивается одновременное касание конусных элементов охватывающего валка большей и Меньшей полок профиля в точках А, В и С на расстоянии , 1 от осевой плоскости валков и одновременное начало подгибки полок. При этом диаметр цилиндрических буртов- Dg и диаметры конусных элементов охватывающего валка D .« и D.., могут
20
быть меньшими, чем диаметры аналогичных элементов валков известного стана.
В связи с этим применение профиле- гибочного стана описанной конструкции позволяет расширить технологические возможности оборудования за счет формовки профилей с большей шириной полок, применения более жестких режимов формовки при уменьшении количества технологических переходов, улучшения качества неравнополочных профилей за счет создания условий для одновременного касания обеих кромок профиля с охватываемым валком
40
45
50
55
дополнительные конусные элементы, причем дополнительный конусный элемент со стороны рабочего конусного элемента большей высоты выполнен с углом наклона образующей, меньшим угла наклона образующей смежного рабочего конусного элемента, а со сто- рабочего конусного элемента меньшей высоты дополнительный конусный элемент выполнен с углом наклона образующей, больщим угла наклона образующей упомянутого рабочего элемента меньшей высоты.
При этом основные размеры конусных элементов охватывающих валков определяются по формулам (5) и (6). Проведенные расчеты показали, что для швеллера 50x50x100x2 мм валки с углом подгибки 45 имеют диаметры DO 100 мм, D,,- 252 мм, D, 240 мм.
Для центрирования профиля в валках нижние охватывающие валки в 1- 7 клетях имеют бурты, расстояния меж
элементов cig- и с.д( валков составляют 0-15-30-45-60-75-85-90°.
Для предупреждения поперечного смещения профиля в валках и перефор- 30 мовки его участков, уменьшения винтообразного скручивания и продольного изгиба и обеспечения при этом минимальных диаметров валков, в 4-7 клетях стана на нижних охватываюших
0
5
0
5
дополнительные конусные элементы, причем дополнительный конусный элемент со стороны рабочего конусного элемента большей высоты выполнен с углом наклона образующей, меньшим угла наклона образующей смежного рабочего конусного элемента, а со сто- рабочего конусного элемента меньшей высоты дополнительный конусный элемент выполнен с углом наклона образующей, больщим угла наклона . образующей упомянутого рабочего элемента меньшей высоты.
При этом основные размеры конусных элементов охватывающих валков определяются по формулам (5) и (6). Проведенные расчеты показали, что для швеллера 50x50x100x2 мм валки с углом подгибки 45 имеют диаметры DO 100 мм, D,,- 252 мм, D, 240 мм.
Для центрирования профиля в валках нижние охватывающие валки в 1- 7 клетях имеют бурты, расстояния межДУ внутренними торцовыми поверхностями которьк соответствуют ширине калибрующего участка рабочего ручья в предшествующей клети.
Винтообразное скручивание профилей, изготовленных на предлагаемом стане составляет 0° Ю - р 20 на 1 м длины, что находится в пределах требований. Продольный прогиб составляет 0,2 - 0,4 мм на 1 м длины, что также отвечает требованиям.
Предлагаемый стан позволяет улуч- : шить качество профилей за счет уменьшения их винтообразного скручивания (например, винтообразное скручивание профилей, изготовленных на стане предлагаемой конструкции состав- ляет - 0°20 на 1 м длины, а на : известном стане - 0°30 040. При этом продольный прогиб соответственно составляет 0,2 - 0,4 мм на 1 м длины и 0,5 - 1,0 мм.
Расширяются также технологические возможности стана за счет формовки профилей с большей на 10 - 15% шириной полок, отформовки профилей более сложной формы с меньшим количеством технологических переходов за счет применения на 5 - 15% более жестких режимов формовки. Кроме того, уменьшаются диаметры валков и их металлоемкость на 5-10%.
Формула
и 3 о б
е т е н и я
10
30
Например, диаметры валков предлагае- gg конусньк элементов большей и мень- .,. щей высот определяются из выражений.
Dj ,5В,г,% 0,50„
- hj(,.o/ 0.5D, -f
+ ajt8ets(n-.%
D... ,5D,5.U 0,5D +
МОГО стана для изготовле1шя швеллера 50x50x100x2 мм в четвертом переходе при подгибг е полок на угол 15 (с 30 на 45 )- составляют, мм: D 100; D,,, 168;
D
D, 240j D,, 212i D 252;
g 272, в TO время как диаметры в стане известной конструкции составляют, мм: D 100,
, 272, Dp 292.
40
D
DIA, 168; D,., 240
2м
M(n.,J {O.SD, - (n.,)yS где D.H D
Уменьшается требуемое межосевое расстояние в рабочей и шестеренной клетях стана (например, межосевое расстояние валков в четвертой клети при подгибке полок с 30 до 45 составляет 186 мм, а в известном стане - 196 мм).
Экономический эффект от использования предлагаемого стана получают при организации производства и применении гнутьгх несимметричных профилей в строительных конструкциях хранилищ овощей, картофеля и фрук™ тов.
рмула
8
и 3 о б
е т е н и я
0
0
g конусньк элементов большей и мень- щей высот определяются из выражений.
...
2м
D... ,5D,5.U 0,5D +
5
M(n.,J {O.SD, - (n.,)yS где D.H D
°2.
2M
0
D
1
5
большие диаметры дополнительных конусных элементов соответственно со стороны рабочих конусных элементов большей и меньшей высот; меньший диаметр дополнительного конусного элемента валка со стороны рабочего конусного элемента большей ВЫСОТЫ;
основной диаметр охватывающего валка;
глубины ручья охватывающего валка в предшествующей (п - 1)-й клети соответственно в местах рабочих ко(h-i) угол наклона образующей рабочего конусно го элемента большей высоты охватывающего валка в предшествующе (п - 1)-й клети стана Стан по п. 1, отличаю- с я тем, что рабочий ручей ох
нусных элементов боль- ю ватывающего валка по ширине огранишей и меньшей -высоту - высота рабочего конусного элемента большей высоты в охватывающем валке;
15
чей буртами, расстояние .между внутренними торцовыми поверхностями которых соответствует ширине калибрую щего участка рабочего ручья в предшествующей клети.
щ и и
10
(h-i) угол наклона образующей рабочего конусного элемента большей высоты охватывающего валка в предшествующей (п - 1)-й клети стана, Стан по п. 1, отличаю- с я тем, что рабочий ручей ох
чей буртами, расстояние .между внутренними торцовыми поверхностями ко торых соответствует ширине калибрующего участка рабочего ручья в предшествующей клети.
ю
Фи.г.2
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
