1
Изобретение относится к производству древесноволокнистых плит сухигу способом и может найти применение в технологических процессах, включающих операцию формиро вания многослойного ковра в воздушной среде, преимущественно для производства древесноволокнистых нлит средней плотности сухим способом, кроме того, может быть использовано в производстве твердых древесноволокнистых плит сухого способа производства, предназначенных под отделку с предварительным шлифованием, в производстве древесностружечных плит и в производстве древесностружечных плит с наружными слоями из волокна.
Цель изобретения - повышение качества поверхности плит, снижение расхода сырья, электроэнергии и связующего.
Сухой способ 1рои:(ь(;дства древсч:ново- локнистых плит средней плотности включает операции приготовления технологической ще.- пы, paaMO. ia щепы па волокпо, npni OTOB- ления и введения 1 идрофобных и связующих добавок, су1ики древесноволокнистой массы, формирО1(ания MHOI ос;1ойьч)Г() ковра, подпрессовки ковра, горячего прессования и щлифования плит. Основные постоянные технологические параметры имеют следуюпше значения (породный состав ни иы, фракционный состав н;епы, содержание коры, гни.- ли, минеральных включений соответствуют требованиям ГОСТ 15815-70 «Щепа технологическая) :
Дав.чение насыщенного пара при пропарке и размоле щепы, ати10-1 1
Продолжительность пропарки, мин1
Известный 7-15
9,5
10
:i
Удельное давление между размалываю1дими дисками, МПа0,10--0,12 Помол древесноволокнистой массы, ед. ПВ
промежуточный (облагороженный) слой550rt50 средний слой300±:50 Расход парафина, мас.% а.с. волокон1 (Связующее: смола карбамидоформальде- идная марки КФ --МТ ГОСТ 14231--78. Расход смолы, % к массе а.с. волокон
промежуточный слой10,0
средний слой10,0
Температура сутки древесноволокнистой массы, К(°С)
403-433 )
Удельное давление холодной г одпрессовки, .iM Па1,0 Темпсрат фа прессования, К (°С) 453(180) Продолжительность прессования, мин/мм 0,5 Характеристика древесноволокнистых п.лит, изготовленных при различных значениях ма.ссы буферного слоя, содержания связующего в нем и влажности ос- мо. 1енной ныифова.чьной пыли представлена в таблице. То. 1щи11а соц лифовываемых буферных слоев 0,75 1 мм с каждой стороны.
Использование предлагаемого изобретения обеспечивает по сравнению с известным улучшение качества поверхности; сни- «:ение оасхода энергии на UJлифoвaниe; экономию древесинь и связующего.
Формула изобретения Способ производства древесноволокнистых плит средней плотности, включающий приготовление щепы, размол ее на волокно, введение гидрофобных и связующих добавок, сушку волокна, формирование многослойного ковра, подпрессовку, горячее прессование и щлифование плит, отличающийся тем, что, с целью повышения качества поверхности плит, снижения расхода
сырья, электроэнергии и связующего, формирование осуществляют с дополнительным настилом на наружные поверхности многослойного ковра буферных слоев из смеси шлифовальной пыли с влажностью частиц 6-25% и связующего в количестве 0,1 - 2,0% при этом масса каждого буферного слоя составляет 7-15 /о от абсолютно сухой массы ковра, а шлифование плит производят на толщину буферных слоев.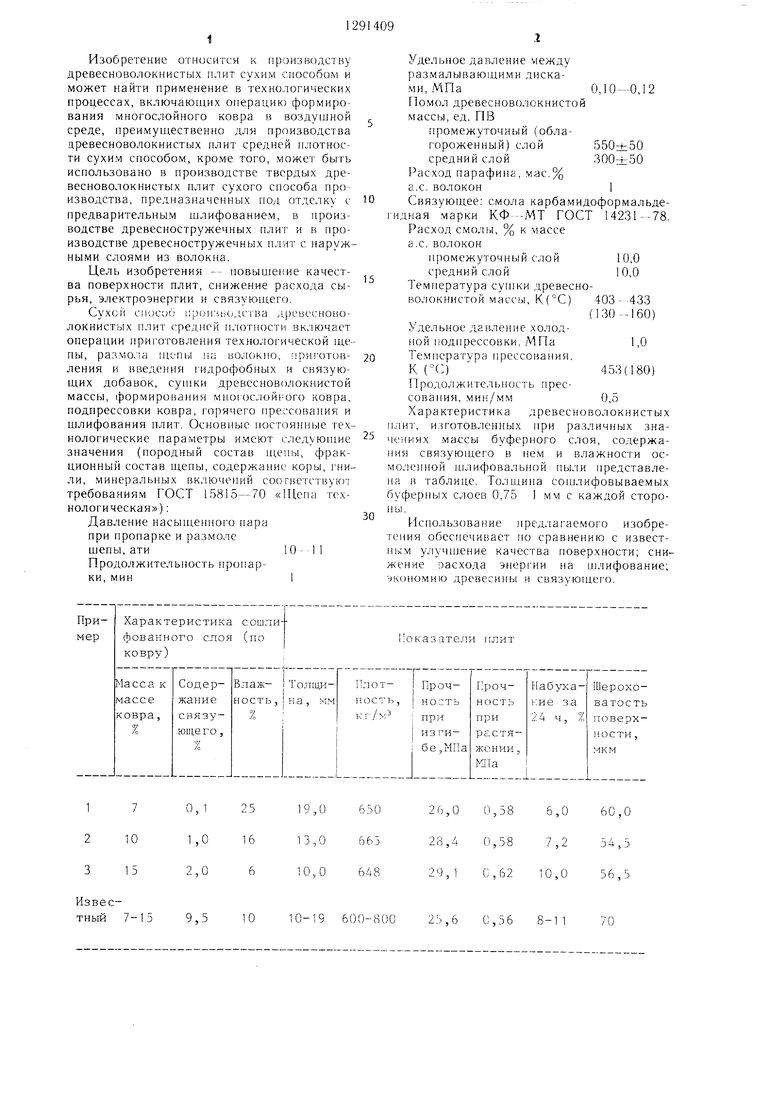
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2012486C1 |
| Способ изготовления древесно-волокнистых плит сухого формования | 1988 |
|
SU1516357A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 2011 |
|
RU2484955C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ДРЕВЕСНОВОЛО'КНИСТЫХ ПЛИТ | 1969 |
|
SU242374A1 |
| ДРЕВЕСНОВОЛОКНИСТЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ПРИГОТОВЛЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1993 |
|
RU2076125C1 |
| СПОСОБ ОБЛИЦОВКИ КОРКОВЫМ ПОКРЫТИЕМ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ ПО МЕТОДУ ХОХЛОВА | 1995 |
|
RU2120373C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПОЛУФАБРИКАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2483150C2 |
| Состав для обработки древесноволокнистого ковра | 1987 |
|
SU1548199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ НА ОСНОВЕ ДРЕВЕСНОГО МАТЕРИАЛА С УМЕНЬШЕННЫМ ВЫДЕЛЕНИЕМ ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ | 2016 |
|
RU2689571C1 |
Изобретение, относится к области производства древесноволокнистых плит (ДВП) сухим способом и может найти применение в технологических процессах, вклю- чаюш,их операцию формирования многослойного ковра в воздушной среде. Преи.мущест- венно изобретение предназначено для производства ДВП средней плотности сухим способом. Кро.ме того, изобретение может быть использовано в производстве твердых ДВП сухого способа производства, предназначенных под отделку с предварительным шлифованием, в производстве древесностружечных плит с наружными слоями из волокна. Цель изобретения - повышение качества поверхности плит, снижение расхода сырья, электроэнергии и связующего. Приготовляют технологическую щепу. Размалывают щепу на волокно. Готовят и вводят гидрофобные и связующие добавки. Сущат древесноволокнистую массу. Формируют многослойный ковер с настилом на его наружные поверхности буферных слоев из смеси шлифовальной пыли с влажностью частиц 6-25% и связующего в количестве 0,1-2,0%. Масса каждого буферного слоя составляет 7-15% от абсолютно сухой .массы ковра. После формирования ковер подпрессовывают. Осуществляют горячее прессование ковра при 180°С и продолжительности 0,5 мин/мм. После прессования буферные слои сошлифовывают. I табл. (Л Ю NU о 
| Баженов В | |||
| А | |||
| и др | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| - М.: Лесная промышленность, 1980, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Тупицын Ю | |||
| С., Бирюков В | |||
| И | |||
| Сухой способ производства утолш,енных древесноволокнистых плит средней плотности | |||
| - М.: ВНИПИЭИлеспром, 1974, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
