315
ют до влажности (13+1)% и обрабатывают смолой в количестве 10% по отношению к массе абсолютной сухой древесины, а для изготовления твердых плит волокно высушивают до влажности (8+ ±1)% и вводят 2,9-4,5% смолы.
После обработки связующим из волокна формируют ковры, причем в наружные слои вводят путем поверхностной обработки (пневмораспылением) модифицирующую добавку в количестве 400 г на 1 м2 поверхности ковра. Штаты средней плотности изготавливают толщиной 16 мм, а плиты твердые толщиной 6,0 мм.
Состав модифицирующей добавки, которой обрабатывают поверхностные слои ковра, мас.%:
Карбид30
Этиленгликоль 8,О
Борная кислота 1,0
Нефтяной гидрофобизатор19,0
Сиккатив 1,0
ВодаОстальное
Состав на основе карбамида,этилен- гликоля, борной кислоты, нефтяного гидрофобизатора и сиккатива готовят в две стадии и также .двухстадийно обра- батывают волокно.
Отдельно готовят раствор карбамида, этиленгликоля и борной кислоты. В реактор заливают порцию воды комнатной температуры, включают мешалку и загружают порционно карбамид, этилен- гликоль и борную кислоту. После перемешивания 5-10 мин готовый раствор сливают в расходную емкость.
В другом реакторе готовят раствор нефтяного гидрофобизатора и сиккатива. Загружают порцию нефтяного гидрофобизатора, включают обогрев (до 80°С) и мешалку, после перемешивания добавляют сиккатив, затем содержимое сливают в расходную емкость, где оно хранится при перемешивании и с подогревом.
Оба раствора вводят в волокно или обрабатывают ими ковер раздельно: вна чале раствором карбамида с добавками, затем гидрофобизатором . i При изготовлении древесных плит возможны следующие варианты введения состава: обработка волокна в смесителе, обработка готового ковра нанесением состава на поверхность. В обоих ; случаях используют раздельное введе- ,ние частей состава.
Режим прессования плит средней4 плотности ступенчатый, с использованием дистанционных планок: максимальное давление прессования ,5 МПа, ,5 МПа, ,0 МПа, .
Продолжительность прессования при различном давлении прессования Р1 2,5 мин, Р2 2,5 мин, РЗ 2,5 мин, Р4 1 мин.
Температура прессования 195-200°С.
Прессование твердых ДВП осуществляют без дистанционных планок по двухступенчатому графику. Температура прессования 195-200°С. Продолжительность 1 мин/мм. Максимальное давление прессования 6,0 МПа, давление прессования на стадии сушки 1,5-1,8 МПа. ,
Пример 2. Технология изготовления плит, что и в примере 1, но на поверхность древесноволокнистого ковра наносят состав при следующем соотношении компонентов, мас.%:
Карбамид Этиленгликоль Борная кислота Нефтяной гидрофо- бизатор Сиккатив Вода
Пример овления плит,
25,0
5,0
0,8
4,75 0,25
Остальное
3. Технология изго- что и в примере 1, но
на поверхность древесноволокнистого ковра наносят состав при следующем Ьоотношении компонентов, мас.%: Карбамид27,5
Этилен глик оль 6,5 Борная кислота 0,9 Нефтяной гидрофоби- затор11,88
Сиккатив0,62
ВодаОстальное
Пример 4. Технология изготовления плит, что и в примере 1, но на поверхность древесноволокниста- го ковра наносят состав при следующем соотношении компонентов, мас.%: Карбамид35,0
Э тилен глик оль 10,0 Борная кислота 1,25 Нефтяной гидрофоби- затор23,75
Сиккатив1,17
ВодаОстальное
Пример товления плит,
5. Технология изго- i что и в примере 1, но
.на поверхность древесноволокнистого
ковра перед прессованием наносят состав при следующем соотношении компо- ikeHTOB, мас.%: 1 Карбамид - 20,0
Этиленгликоль 3,О
Борная кислота 0,5
Нефтяной гидрофобизатор2,85
Сиккатив0,15
ВодаОстальное
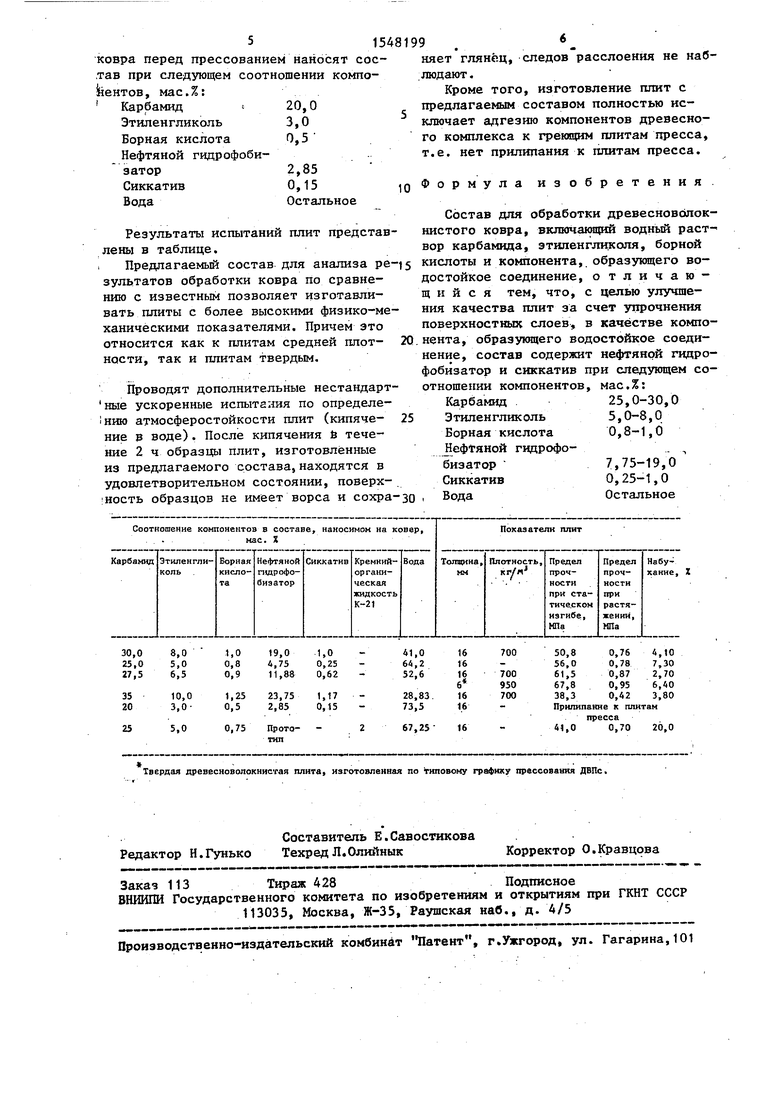
Результаты испытаний плит представлены в таблице.
Предлагаемый состав для анализа результатов обработки ковра по сравнению с известным позволяет изготавливать плиты с более высокими физико-механическими показателями. Причем это относится как к плитам средней плотности, так и плитам твердым.
Проводят дополнительные нестандарт- ные ускоренные испытания по определе- нию атмосферостойкости плит (кипячение в воде). После кипячения 6 течение 2 ч образцы плит, изготовленные из предлагаемого состава,находятся в удовлетворительном состоянии, поверхность образцов не имеет ворса и сохра
няет глянец, следов расслоения не наблюдают .
Кроме того, изготовление плит с предлагаемым составом полностью исключает адгезию компонентов древесного комплекса к греющим плитам пресса, т.е. нет прилипания к плитам пресса.
Формула изобретения
Состав для обработки древесноволокнистого ковра, включающий водный раствор карбамида, этиленгликоля, борной кислоты и компонента, образующего водостойкое соединение, отличающийся тем, что, с целью улучшения качества плит за счет упрочнения поверхностных слоев, в качестве компо- нента, образующего водостойкое соединение, состав содержит нефтяной гидро- фобизатор и сиккатив при следующем соотношении компонентов, мас.%:
25
30
Карбамид Этиленгликоль Борная кислота ефТяной гидрофо- бизатор Сиккатив Вода
25,0-30,0
5,0-8,0
0,8-1,0
7,75-19,0
0,25-1,0
Остальное

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для обработки древесноволокнистого ковра при изготовлении плит средней плотности | 1982 |
|
SU1084279A1 |
| Сырьевая смесь для изготовления листовых строительных материалов конструкционного назначения | 1983 |
|
SU1270142A1 |
| Способ производства древесно-волокнистых плит | 1983 |
|
SU1133098A1 |
| Состав для древесных плит | 1989 |
|
SU1703667A1 |
| Способ получения плитных материалов на основе растительного сырья и бифункциональных синтетических связующих | 2016 |
|
RU2694748C2 |
| Способ изготовления древесноволокнистых плит | 1989 |
|
SU1625700A1 |
| Способ получения волокна из отходов древесно-волокнистых плит | 1985 |
|
SU1253808A1 |
| Связующее для древесных плит | 1982 |
|
SU1104124A1 |
| Композиция для изготовления теплоизоляционной сухой штукатурки | 1982 |
|
SU1219576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2082603C1 |
Изобретение может быть использовано в производстве древесноволокнистых плит сухим способом и древесностружечных плит. Цель изобретения - повышение качества плит за счет упрочнения поверхностных слоев. Для этого щепу из отходов спичечного производства размалывают на волокна и сушат их до влажности 8-14%. Затем волокна обрабатывают в смесителе смолой СФЖ-3014 в количестве 10% для плит средней плотности и 2,5-4,5% для твердых плит. Из обработанного смолой волокна формируют ковры, поверхность которых обрабатывают модифицирующей добавкой в количестве 400 г на 1 м2 поверхности ковра. Модифицирующую добавку для обработки ковра готовят следующего состава, мас.%: карбамид 25,0-30,0
этиленгликоль 5,0-8,0
борная кислота 0,8-1,0
нефтяной гидрофобизатор 4,75-19,0
сиккатив 0,25-1,0
вода остальное. При этом отдельно готовят раствор карбамида, этиленгликоля и борной кислоты. Этой смесью обрабатывают волокна или поверхность ковра. Затем волокна или поверхность ковра обрабатывают смесью нефтяного гидрофобизатора с сиккативом. Плиты прессуют при 195-200°С. Режим прессования плит средней плотности - ступенчатый с использованием дистанционных планок. Прессование твердых древесноволокнистых плит осуществляют без дистанционных планок по двухступенчатому графику. 1 табл.
25
5,0
0,75 Прота- - тип
67,25
16
пресса 41,00,70 20,0
| Способ производства древесно-волокнистых плит | 1983 |
|
SU1133098A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Состав для обработки древесноволокнистого ковра при изготовлении плит средней плотности | 1982 |
|
SU1084279A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
