Изобретение относится к производству строительных материалов, в частности к изготовлению бетонных и железобетонных изделий на технологической линии.
Цель
повышение качества изделии
путем раздельной укладки крупного заполнителя и раствора.
На фиг. 1 представлен бетоносмеситель- ный узел технологической линии, вид сбоку; на фиг. 2 - раздаточная эстакада, посты подготовки форм к бетонированию, формо- вания и тепловлажностной обработки и средства транспортировки изделия на склад готовой продукции, вид сверху.
Технологическая линия включает склады заполнителей и цемента (не показаны), уст- ройство 1 фракционирования мелкого заполнителя, средства 2 подачи крупного и мел кого заполнителей, например транспортеры, средства 3 подачи цемента, поворотный лоток 4 для раздельной подачи крупного заполнителя в расходный бункер 5 и мелкого заполнителя в расходный бункер 6. Силосные емкости 7 предназначены для накопления цемента, а расходная емкость 8 и трубопровод 9 - для подачи воды в раст- воросмеситель. Линия включает также узел 10 приготовления раствора добавки, дозаторы 11, 12 и 13 заполнителей, цемента и воды с добавкой, сборную воронку 14 для дозированных материалов, смеситель 15 составляющих мелкозернистого бетона, устройство 16 смачивания и очистки крупного заполнителя, выполненное в виде вращающегося относительно вертикальной оси барабана, имеющего конусообразную фбрму в нижней части, снабженного сверху загрузочным постоянно открытым отверстием, а снизу - откидным днищем, выполненным в виде рещетки. Барабан имеет привод для обеспечения вращения его относительно вертикальной оси и включен в систему круговой циркуляции воды. Такая конструкция барабана устройства смачивания обуслов- лена требованием обеспечения наилучшего опорожнения под действием сил тяжести при вращении его вокруг вертикальной оси.
Кроме того, линия включает приемные бункеры 17 и 18 для подготовленного к ук- ладке в формы очищенного заполнителя. Система очистки и повторного использования воды состоит из бассейна-отстойника 19, фильтра 20, насоса 21, отводящего 22 и подводящего 23 трубопроводов, расходной емкости 24. На эстакаде 25 расположена колея 26, по которой перемещают самоходную тележку 27 для подачи раствора на пост заполнения межзернового пространства крупного заполнителя раствором, и дополнительная колея 28, по которой перемещают самоходную тележку 29 для подачи крупного заполнителя на пост 30 создания фиксированного каркаса. Линия содержит пост 31 для распалубки и подготовки форм к бетонированию, самоходный бункер-раздатчик 32 для крупного заполнителя, самоходный бункер-раздатчик 33 раствора, пост 34 заполнения межзернового пространства крупного заполнителя раствором, форму 35 для изготовления изделия, виброплощадки 36 (поста 32) и 37 (поста 34) пост 38 тепловлажностной обработки изделий, мостовой кран 39, самоходную тележку 40 для вывоза изделий из формовочного цеха на склад готовой продукции.
Технологическая линия работает следующим образом. Мелкие заполнитель поступает со-склада (не показан) в устройство 1 фракционирования, оттуда мелкий заполнитель фракции О-3 мм подают транспортерами 2 через поворотный лоток 4 в расходный бункер 7. Транспортерами 2 со склада таким же образом подают крупный заполнитель фракции 20-40 мм в расходный бункер 5. Расходные бункера 5 для крупного и мелкого заполнителей имеют несколько отсеков (не показаны). В них, кроме заполнителя указанных фракций, могут находиться крупных заполнитель с размером зерен 20-70 мм и мелкий с крупностью зерен О-5 мм. В случае применения этих заполнителей (например, для сборных плит дорожных покрытий), песок, минуя устройство 1 фракционирования, поступает со склада по транспортеру непосредственно в расходный бункер 6. Цемент посредством пневмотранспортера 3 подают в силосные емкости 7, а воду - по трубопроводу 9 в емкость 8. Регулировку степени заполнения расходных бункеров 5 и 6 и емкостей 7 и 8 производят по уровню.
Из расходных бункеров и емкостей заполнители, цемент, воду подают в дозаторы 11, 12 и 13. Пластифицирующие и иные добавки рабочей концентрации приготавливают на узле 10, откуда требуемое количество добавки поступает в дозатор воды 13. Дозированные сухие составляющие растворной части (мелкий заполнитель и цемент) лодают в сборную воронку 14, а затем - в смеситель составляющих бетона 15, куда из дозатора 13 вместе с добавкой поступает вода затворения. Приготовленный в смесителе 15 раствор поступает в приемный бункер 17. Крупный заполнитель из расходного бункера 5 подают в устройство 16 смачивания и очистки крупного заполнителя, из которого он поступает в приемный бункер 18 при откинутой колосниковой решетке. Смачивание заполнителя осуществляется порциями при закрытой колосниковой решетке проточной водой, поступающей из расходной емкости 24 самотеком в постоянно открытое отверстие барабана и отводя- щейся через колосниковую решетку днища
в приемный бункер 18, а оттуда по отводящему трубопроводу 22 - в бассейн-отстойник 19. Из бассейна-отстойника 19 посредством насоса 21 через фильтр 20 воду по трубопроводу 23 возвращают для повторного использования в расходную емкость 24.
Цементно-песчаный раствор, а также смоченный и дополнительно очищенный крупный заполнитель из приемных бункеров 17 и 18 посредством самоходных тележек 27 и 29 по путям 26 и 28 эстакады 25 подают в самоходные бункера-раздатчики 32 и 33. После укладки в форму 35 крупного заполнителя и предварительного его уплотнения на виброплощадке 36 образовавщийся каркас фиксируют прижимной перфорированной крыщкой (не показано). Затем форму 35 совместно с прижимной крышкой перемещают с поста 30 на пост 34. После установки на виброплощадку 37 через отверстия прижимной перфорированной крь1шки сверху вниз под действием собственного веса и вибрации раствор из самоходного бункера- раздатчика 33 подают в межзерновое пространство каркаса, после чего форму 35 со свежеотформованным изделием без прижимной крышки подают на пост тепловлаж-- ностной обработки 38, затем после набора бетоном отпускной прочности форму 35 с изделием подают на пост 31 распалубки изделия и подготовки к бетонированию. Отсюда готовые изделия посредством мостового крана 39 укладывают на самоходную тележку 40 и вывозят на склад готовой продукции, а форму 35 после очистки и сборки возвращают на пост 31.
Формула изобретения
1. Технологическая линия для изготовления бетонных и железобетонных изделий методом раздельного формования, содержа0
щая склады и устройства подачи заполнителей и цемента, бетоносмесительный узел, включающий расходные бункера, дозаторы, смеситель для составляющих бетона и приемный бункер для бетонной смеси, раздаточную эстакаду с тележками, самоходные бункера-раздатчики бетонной смеси, посты подготовки форм, формования и тепловлажност- ной обработки изделий, средства транспортировки изделий на склад готовой продукции, отличающаяся тем, что, с целью повышения качества изделий путем раздельной укладки крупного заполнителя и раствора, линия снабжена устройством фрикциони- рования мелкого заполнителя, бетоносмеси- 5 тельный узел - устройством смачивания и очистки крупного заполнителя с системой подачи воды, дополнительным приемным бункером для крупного заполнителя, раздаточная эстакада - дополнительной колеей и тележкой для подачи крупного заполнителя, при этом пост формования выполнен в виде отдельных постов - создания каркаса из крупного заполнителя и заполнения межзернового пространства каркаса раствором, причем устройство фракционирования мелкого заполнителя размещено на складе перед устройством его подачи, устройство смачивания и очистки крупного заполнителя - между расходным и приемным бункерами.
2.Технологическая линия по п. 1, отличающаяся тем, ЧТ0 устройство смачивания и очистки крупного заполнителя выполнено в виде вращающегося относительно вертикальной оси барабана, имеющего сверху загрузочное отверстие, а снизу - откидное днище в виде рещетки.
3.Технологическая линия по пп. 1 и 2, отличающаяся тем, что, с целью сокращения расхода воды, система подачи воды устройства смачивания и очистки крупного заполнителя закольцована.
0
5
0
5

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА МАЛОГАБАРИТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2046709C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2716627C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И ТРАНСПОРТИРОВАНИЯ | 1970 |
|
SU279390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| БЕТОНОСМЕСИТЕЛЬНАЯ УСТАНОВКА | 1989 |
|
RU2038978C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2351469C2 |
| СПОСОБ ПЕРЕРАБОТКИ ГОРЕЛОЙ ПОРОДЫ С ПОЛУЧЕНИЕМ ЗАПОЛНИТЕЛЯ ДЛЯ БЕТОННОЙ СМЕСИ И БЕТОННАЯ СМЕСЬ С ИСПОЛЬЗОВАНИЕМ ТАКОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2462425C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| ПОТОЧНАЯ ЛИНИЯ ПРИГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО РАСТВОРА | 2000 |
|
RU2189902C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧЕЙ БЕТОННОЙ СМЕСИ | 1992 |
|
RU2024393C1 |
Изобретение относится к области производства строительных материалов, в частности к изготовлению бетонных и железобетонных изделий на технологической линии, и позволяет повысить качество изделий путем раздельной укладки крупного заполнителя и раствора благодаря тому, что линия снабжена устройством 1 фракционирования мелкого заполнителя, бетоносмеси- тельный узел - устройством 17 смачивания и очистки крупного заполнителя с системой подачи воды 19, 20, 21, 22, 23, 24, дополнительным приемным бункером 5 для крупного заполнителя, раздаточная эстакада 25 - дополнительной кожей и тележкой 29 для подачи крупного заполнителя. 2 з. п. ф-лы, 2 ил. € (Л Вода I -Ц EF 27 /5 7 3 3 Цемент Ю CD ОО О ГО со Ш : /«„ фиг.1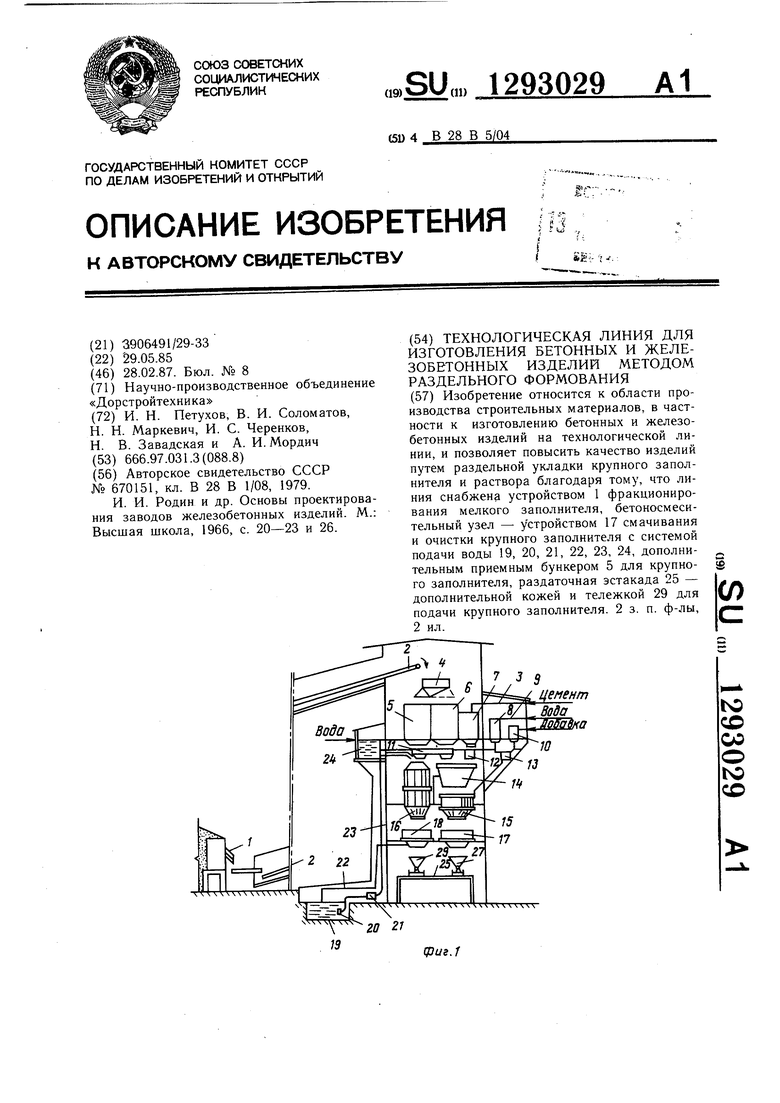
Составитель В. Косарев
Ред актор А. ГулькоТехред И. ВересКорректор А. Гулько
Заказ 328/18Тираж 525Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
| Авторское свидетельство СССР № 670151, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| И | |||
| И | |||
| Родин и др | |||
| Основы проектирования заводов железобетонных изделий | |||
| М.: Высшая школа, 1966, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
