Изобретение относится к области неразрушающего контроля и может быть использовано для определения конфигурации и ориентации дефектов.
Цель изобретения - повышение точности определения ориентации и конфигурации дефекта,
На чертеже изображена схема, иллюстрирующая реализацию способа ультразвукового контроля изделий.
На схеме изображено контролируемое изделие 1, расположенный в нем дефект 2 с отражающей точкой 3 его поверхности и положения 4-6 ультразвукового преобразователя в процессе контроля.
Способ осуществляют следующим образом
В процессе контроля наклонный ультразвуковой преобразователь перемещают по поверхности изделий 1 с шагом о перемещения выбранным из условия
0,5 Л ЬО Л
(1).
где X длина поперечной волны в
материале изделия; возбуждают в изделии импульсы, например, ультразвуковых поперечных колебаний, принимают эхо-сигналы, по которым определяют наличие дефекта 2, измеряют время их прихода при каждом шаге перемещения преобразователя, и определяют координаты Н, и LH каждой отражающей точки 3 дефекта 2 из следующих формул:
HX , - 2tjl/ 7 L.
-|i(tj-2)-(t--2t,)«
-cosoi,
Ct(ti-2tn) 2
C+(tj-2tn)
2
Ct(t,-2tn). . sinu, 30 sin oL-i u
CtjCt.gtn)
. Kcos4i-i ,(4)
где ot, ui z углы ввода ультразвуковых колебаний.
Условие (3) получено с учетом данной системы уравнений.
Построение отражающих точек дефекта также может быть осуществлено по найденным для каждой из них из сис темы уравнений (4) углам oi, и odj ввода и времени tf и t прихода эхо- /2) сигналов.
35
40
-|i(tj-2t)-(t,-2t,)
U
t. С, - скорость поперечных ультразвуковых колебаний в материале изделия; время распространения ультразвуковых колебаний в приз- ме
время приема эхо-сигналов в каждых двух положениях 5 и 6 преобразователя, расстояние U между которыми выбрано из условия:
tj
ё2а,
(3)
где 2а - линейный размер преобразователя в плоскости падения ультразвуковых колебаний. Построением по найденным координатам совокупности отражающих точек определяют конфигурацию и ориентацию дефекта.
В основе изобретения лежит следующее допущение. Если расстояние fill между двумя положениями преобразователя при контроле мало соответствует ус- ловию Д ё 2а, то можно считать, что эхо-сигналы, принимаемые преобразователем в этих положениях, соответ- ствуют одной и той же отражающей точке дефекта, наиболее близкой к точ- ке ввода преобразователя в данных положениях, а озвучивание этой точки из данных положений осуществляется с разными углами ы, и oiJj ввода. Значения углов с , и ввода для каж- дого положения преобразователя можно определить из системы уравнений
Ct(ti-2tn) 2
C+(tj-2tn)
2
Условие (1) для выбора шага 8 перемещения и условие (3) дли выбора Д получены экспериментально и обусловлены следующим.
При выборе 8 « 0,5. процесс
измерений усложняется, а точность не увеличивается, что объясняется волновой структурой ПОЛЯ.
При & 1,0 Х точность измерений падает в связи с уменьшением количества определяемых отражающих точек дефекта.
При Д 2а справедливость допущения, лежащего в основе способа, нарушается т.е. преобразователь может
регистрировать эхо-сигналы от различных отражающих точек дефекта.
При Ь 8 увеличивается относительная погрешность измерения величины а , что снижает точность опре- деления контролируемого параметра.
Таким образом, предлагаемый спо- соб ультразвукового контроля изделий (по сравнению с известными) позволяет с более высокой точностью определять конфигурацию и ориентацию дефектов за счет определения большего количества отражающих точек или построения образца дефекта.
Формула изобретения
Способ ультразвукового контроля изделий, заключающийся в том, что в контролируемом изделии в процессе пе ремещения наклонного преобразователя с заданным шагом S возбуждают им
to
5
f5
пульсы ультразвковых колебаний, принимают зхо-сигналы, по которым определяют наличие дефекта, измеряют времена прихода эхо-сигналов от краев дефекта и учитывают их при определении ориентации и конфигурации дефекта, отличающийся тем, что, с целью повьппения точности определения ориентации и конфигурации дефекта, дополнительно измеряют времена прихода эхо-сигналов при каждом щаге 3 перемещения преобразователя, шаг J перемещения выбирают из условия;
0,5 i ПО-Л,
где А - длина волны ультразвуковых колебаний в материале изделия ;
а ориентацию и конфигурацию дефекта определяют с учетом дополнительно измеренных времен прихода эхо-сигналов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 1990 |
|
SU1809378A1 |
| Способ ультразвукового контроля изделий | 1987 |
|
SU1467461A1 |
| Способ ультразвукового контроля изделий | 1988 |
|
SU1541501A1 |
| Способ ультразвукового контроля изделий | 1987 |
|
SU1490629A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Ультразвуковой способ определения типа дефектов в сварных соединениях плоскопараллельных изделий | 1986 |
|
SU1662359A3 |
| Способ бесконтактной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2722089C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового контроля качества листовых изделий | 1987 |
|
SU1511672A1 |
| Способ неразрушающего контроля керамических изделий ультразвуковым методом | 2022 |
|
RU2787645C1 |
Изобретение относится к области неразрушающего контроля. Целью изоб-. ретения является повьппение точности определения ориентации и конфигурации дефекта. В процессе контроля наклонным ультразвуковым преобразователем, перемещаемым по поверхности изделия с шагом, соизмеримым с длиной волны ультразвуковых колебаний в материале изделия, возбуждают в нем импульсы ультразвуковых колебаний, принимают эхо-сигналы, по которым определяют наличие дефекта, измеряют времена прихода эхо-сигналов от него при каждом шаге перемещения преобразователя, а ориентацию и конфигурацию дефекта определяют по изме- .ренным временам путем построения образа дефекта. 1 ил. с (Л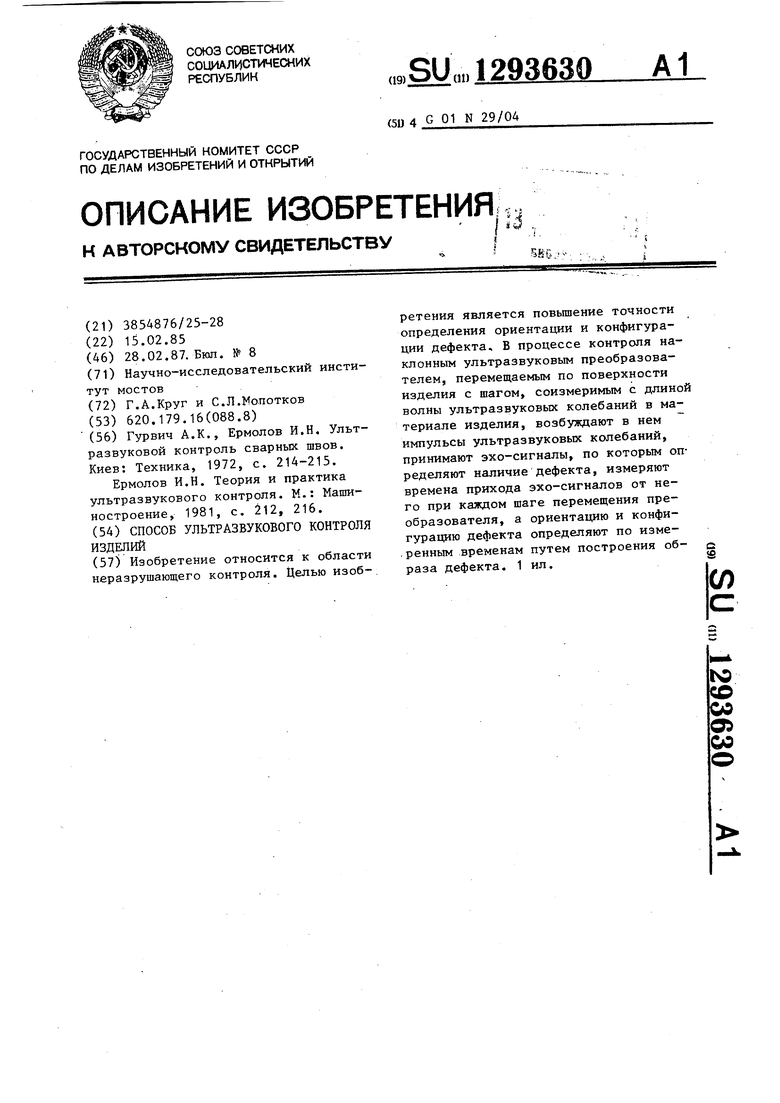
Л
Составитель М.Андреев Редактор А.Ревин Техред В.Кадар Корректор
Заказ 379/48 Тираж 777 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий, 113035, Москва, Ж-35, Раущская наб., д.
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Гурвич А.К., Ермолов И.Н | |||
| Ультразвуковой контроль сварных швов | |||
| Киев: Техника, 1972, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Ермолов И.Н | |||
| Теория и практика ультразвукового контроля | |||
| М.: Машиностроение, 1981, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
