Изобретение относится к электротехнике и может быть использовано в радиопромышленности для изготовления плоских тканых кабелей с местами изгиба для монтажа электронных блоков.
Цель изобретения - возможность осуществления процесса изгиба кабеля непосредственно на ткацком станке и повышение качества изогнутой части кабеля.
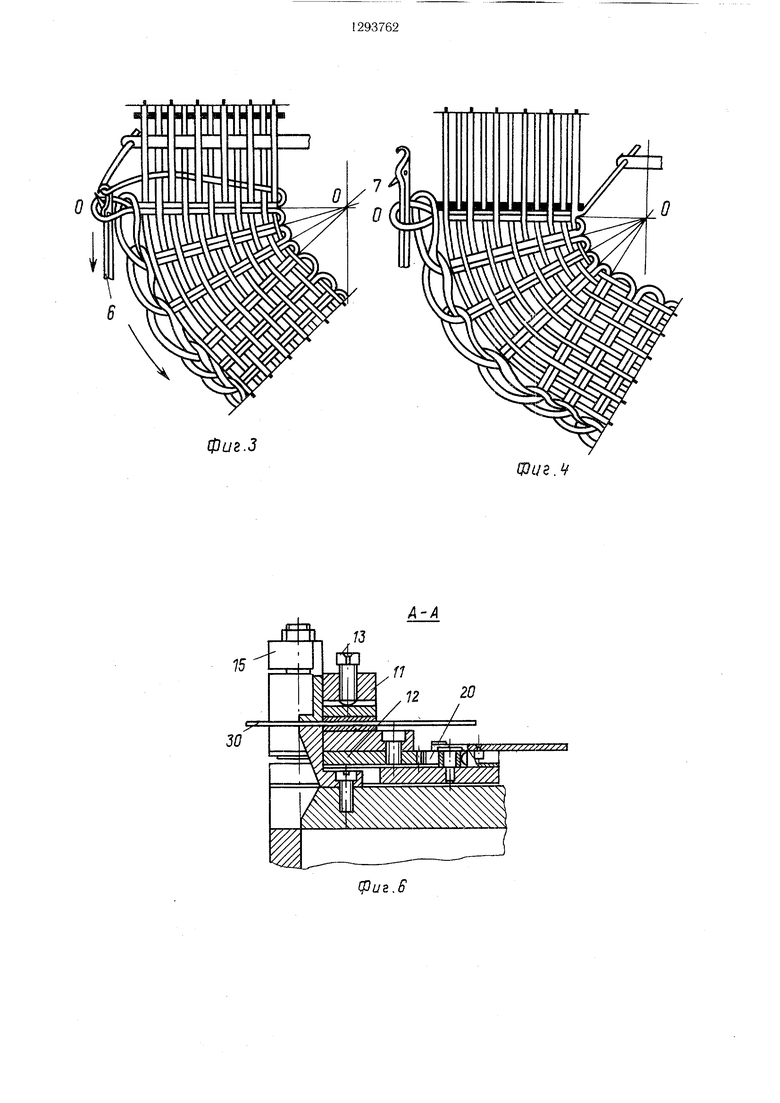
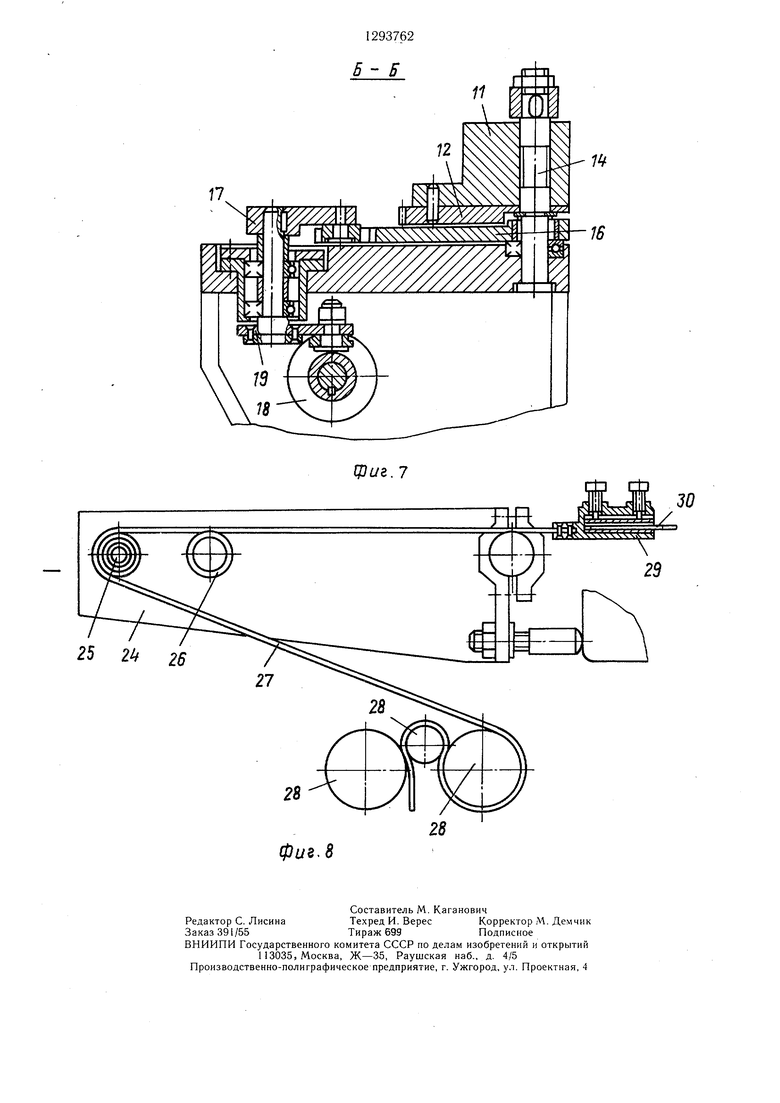
На фиг. 1-4 показаны различные стадии способа получения плоского кабеля с изги- бом; на фиг. 5 - устройство для получения кабеля; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - разрез Б-Б на фиг. 5; на фиг. 8 - механизм тяги.
та 27, один конец которой заправлен в механизм 28 набора товара, а другой конец имеет зажим 29. Плоский кабель 30 предварительно заправлен через неподвижные 5 направляющие 10 в механизм 28 набора товара.
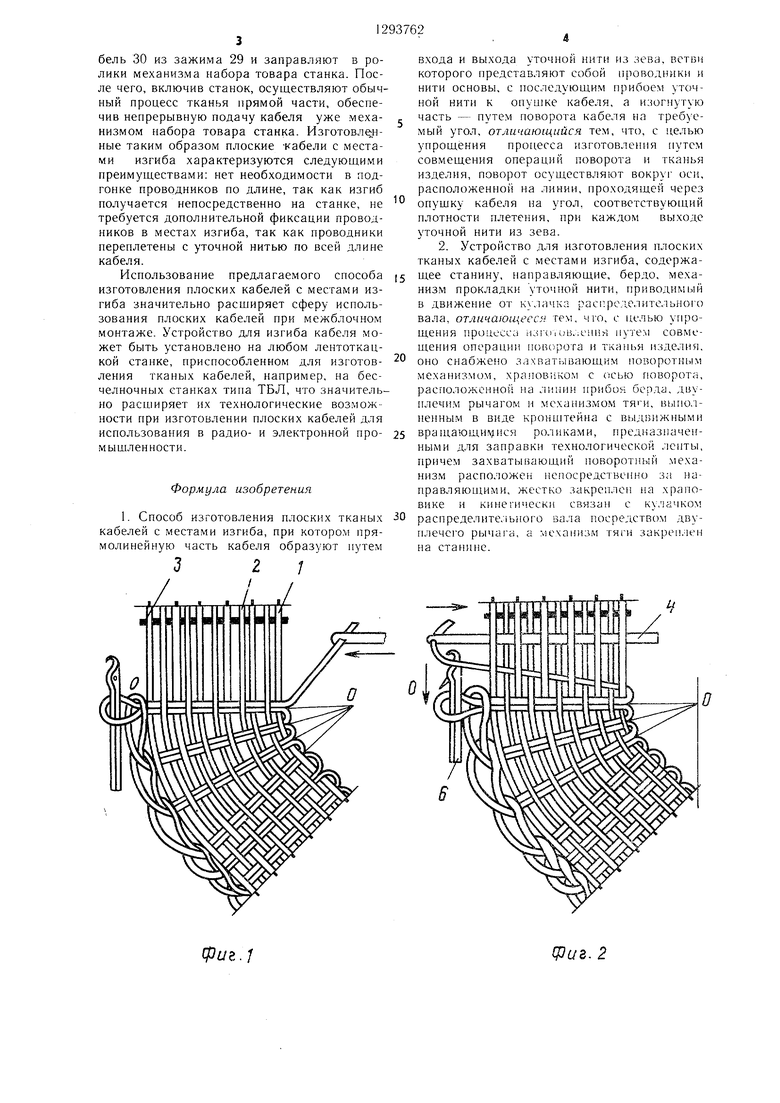
Перед пуском станка зажимной механизм 11 установлен в положении, показанном на фиг. 5, а зажимные болты 13 отжаты, вследствие чего кабель 30 свободно проходит через паз зажимного механизма, а приводная собачка 20 выведена из зацепления с храповиком 12. Технологическая лента 27 при этом не заправлена.
Устройство работает следующим обраПроводники 1 и нити основы 2 заправле- 15 зом. ны в станок параллельно друг другу в однойВключают станок и проводят тканье пряплоскости, причем проводники заправлены мого плоского кабеля. При достижении та- в отдельные подающие катушки, а нити ос- кой длины кабеля, где необходимо осуще- новы на одном навое. В момент, показанный ствить изгиб, станок выключают, снимают на фиг. 1, плоский кабель зафиксирован готовый конец каб€;ля с роликов механиз- неподвижно, бердо 3 неподвижно относитель-20 ,а 28 набора товара, зажимают болты 13 но линии О-О опущки кабеля, рапира 4, поворотного зажимного механизма 11, вво- несущая уточную нить 5, начинает входить в зев, а кромкообразовательная игла 6 движется вперед для захвата уточной нити.
дя собачку 20 в зацепление с храповиком 12 и снова включают станок, осуществляя процесс тканья. Вследствие того, что привод
Рапира 4, войдя в зев, и кромкообразова- 25 рапиры 23 и двуплечего рычага осуществлятельная игла 6, захватив нить, занимают положение, показанное на фиг. 2. Затем рапира начинает выход из зева (фиг. 3), игла 6 движется назад и одновременно кабелю сообщают поворот вокруг оси 7, лежащей на линии О-О опущки кабеля, на один угло- 30 вой шаг, величина которого выбирается в зависимости от требуемой плоскости переплетения. После выхода рапиры из зева кабель вновь фиксируют и бердо 3 прибивает уточную нить к опущке кабеля, занимая
ется от кулачка 18, одному двойному ходу рапиры соответствует один двойной ход чагов 16 и 19. Вследствие этого при вводе рапиры в зев собачка 20 перемещается на один зуб, а собачка 21 фиксирует храповик и поворотный механизм, а при выходе рапиры из зева собачка 21 поворачивает храповик и поворотный механизм с закрепленным в нем кабелем на один зуб. Таким образом, за один двойной ход рапиры кабель поворачивается вокруг оси 15 на один угположение, показанное на фиг. 4. После ловой шаг, величина которого выбирается отхода бёрда в начальное положение про- исходя из требуемой плотности переплетения. При достижении требуемого угла изгиба станок отключают, раскрепляют болты 13, выводят собачку 20 из зацепления с хра- 40 повиком и устанавливают поворотный механизм в крайнее правое положение. Затем заправляют свободный конец технологической ленты 27 в механизм 28 набора товара, пропускают его через ролик 25, при этом ролик 26 находится в утопленном состоянии.
лежащую на линии О-О опущки кабеля. Закрепляют уже изогнутый плоский ка- На том же валу установлено плечо 16 дву- бель в месте изгиба в зажи.ме 29, располо- плечего рычага, щарнирно соединенного с женном на другом конце технологической плечом 17, которое контактирует с кулач-ленты 27. Включают станок. Технологическом 18 распредвала посредством пальца 19. кая лента 27, проходя через ролики меха- На рычаге 16 установлена приводная собач- 50 изма 28 набора-товара, производит непрерывную подачу плоского кабеля, и осущецесс повторяется.
Устройство для изготовления плоского кабеля с местами изгиба состоит из плиты 8, закрепленной на станине 9 станка, неподвижных направляющих 10, поворотного зажимного механизма 11, неподвижно зафиксированного на храповике 12, несущего прижимные болты 13. Храповик установлен на валу 14 и имеет ось 15 вращения.
ка 20, а фиксирующая собачка 21 установ лена на плите 8. Там же смонтирован кром- кообразовательный механизм 22. Рапира 23 кинематически связана с тем же кулачком распредвала станка, что и двуплечий рычаг.
ствляется тканье прямой части кабеля. При достижении зажима ролика 25 выдвигают ролик 26 и утапливают ролик 25, в результате чего зажим 29 с кабелем 30 огибает
На станине 9 закреплен механизм тяги, 55 ролик 26 и продолжает перемещаться к ро- представляющий собой кронщтейн 24, не- ликам механизма 28 набора товара. При
достижении зажима 29 роликов набора товара станок снова выключают, снимают касущий выдвижные ролики 25 и 26. В механизм тяги заправлена технологическая лен
та 27, один конец которой заправлен в механизм 28 набора товара, а другой конец имеет зажим 29. Плоский кабель 30 предварительно заправлен через неподвижные направляющие 10 в механизм 28 набора товара.
Перед пуском станка зажимной механизм 11 установлен в положении, показанном на фиг. 5, а зажимные болты 13 отжаты, вследствие чего кабель 30 свободно проходит через паз зажимного механизма, а приводная собачка 20 выведена из зацепления с храповиком 12. Технологическая лента 27 при этом не заправлена.
Устройство работает следующим обрамого плоского кабеля. При достижении та- кой длины кабеля, где необходимо осуще- ствить изгиб, станок выключают, снимают готовый конец каб€;ля с роликов механиз- ,а 28 набора товара, зажимают болты 13 поворотного зажимного механизма 11, вво-
дя собачку 20 в зацепление с храповиком 12 и снова включают станок, осуществляя процесс тканья. Вследствие того, что привод
рапиры 23 и двуплечего рычага осуществляется от кулачка 18, одному двойному ходу рапиры соответствует один двойной ход чагов 16 и 19. Вследствие этого при вводе рапиры в зев собачка 20 перемещается на один зуб, а собачка 21 фиксирует храповик и поворотный механизм, а при выходе рапиры из зева собачка 21 поворачивает храповик и поворотный механизм с закрепленным в нем кабелем на один зуб. Таким образом, за один двойной ход рапиры кабель поворачивается вокруг оси 15 на один угловой шаг, величина которого выбирается исходя из требуемой плотности переплетения. При достижении требуемого угла изгиба станок отключают, раскрепляют болты 13, выводят собачку 20 из зацепления с хра- повиком и устанавливают поворотный механизм в крайнее правое положение. Затем заправляют свободный конец технологической ленты 27 в механизм 28 набора товара, пропускают его через ролик 25, при этом ролик 26 находится в утопленном состоянии.
бель 30 из зажима 29 и заправляют в ролики механизма набора товара станка. После чего, включив станок, осуществляют обычный процесс тканья прямой части, обеспечив непрерывную подачу кабеля уже механизмом набора товара станка. Изготовленные таким образом плоские -кабели с местами изгиба характеризуются следующими преимуществами: нет необходимости в подгонке проводников по длине, так как изгиб получается непосредственно на станке, не требуется дополнительной фиксации проводников в местах изгиба, так как проводники переплетены с уточной нитью по всей длине кабеля.
Использование предлагаемого способа изготовления плоских кабелей с местами изгиба значительно расщиряет сферу использования плоских кабелей при межблочном монтаже. Устройство для изгиба кабеля может быть установлено на любом лентоткацкой станке, приспособленном для изготовления тканых кабелей, например, на бесчелночных станках типа ТБЛ, что значительно расщиряет их технологические возможности при изготовлении плоских кабелей для использования в радио- и электронной про- мыщленности.
Формула изобретения
1. Способ изготовления плоских тканых кабелей с местами изгиба, при котором прямолинейную часть кабеля образуют путем
5
0
5
0
входа и выхода уточной нити из зева, ветви которого представляют собой проводники и нити основы, с последующим прибоем уточной нити к опущке кабеля, а изогнутую часть - путем поворота кабеля на требуемый угол, отличающийся тем, что, с целью упрощения npo iecca изготовления путем совмещения операций поворота и тканья изделия, поворот осуществляют вокруг оси, расположенной на линии, проходящей через опущку кабеля на угол, соответствующий плотности плетения, при каждом выходе уточной нити из зева.
2. Устройство для изготовления плоских тканых кабелей с местами изгиба, содержащее станину, направляющие, бердо, механизм прокладки уточной нити, приводимый в движение от кхлачка расг;рсделительного вала, отличающееся тем, ч го, с целью упрощения процесса и:-: чии В. путем совмещения операции поворота и ткапья изделия, оно снабжено захватывающим поворотным механизмом, храповиком с (сью поворота, расположепной па линии прибоя берда, двуплечим рычагом и MexaiiH3MOM тя| и, вьпюл- ненным в виде кронштейна с выдвижными вращающи пся роликами, пред назначенными для заправки технологической лепты, причем захватывающий поворотный механизм расположен пепосредстнепио за направляющими, жестко закреплен на храповике и кинегич.ески связан с кулачком распределителы ого вала посредством двуплечего рычага, а механизм THsni закреплен на станине.
фг;г./
us. 2
фиг.З
ОЗие.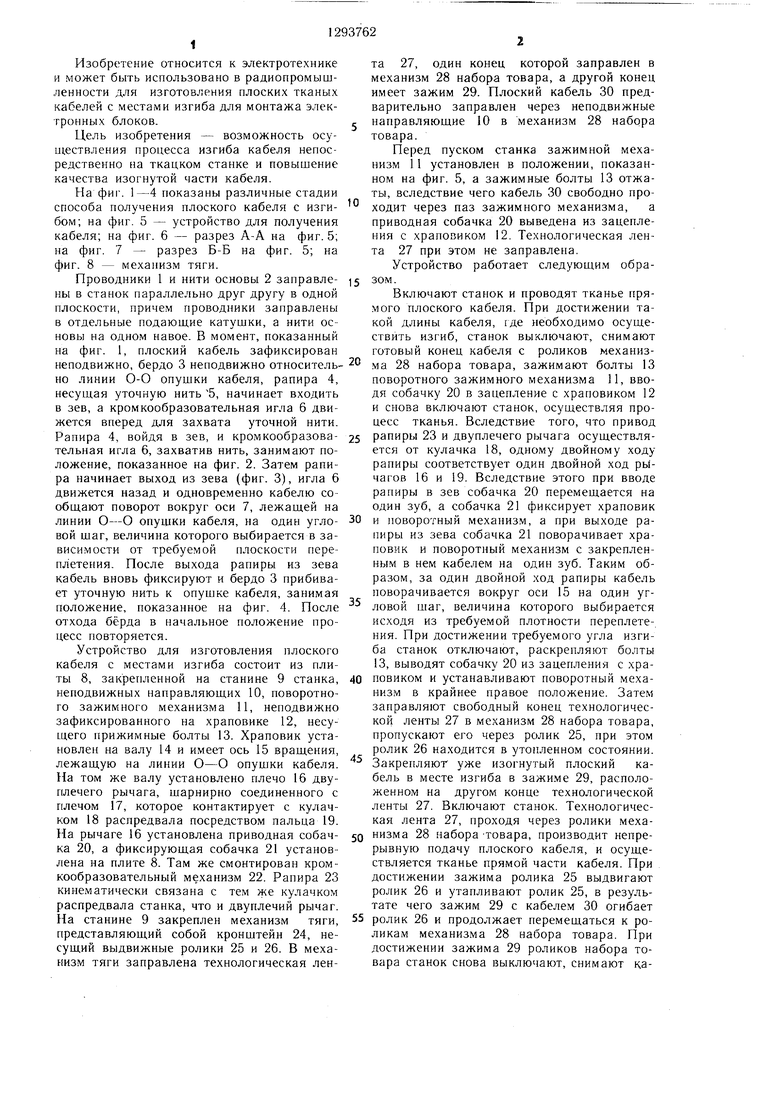
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОЙ ПРОФИЛЬНОЙ ТКАНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2608807C2 |
| АВТОМАТИЧЕСКИЙ КРУГЛО-ТКАЦКИЙ СТАНОК | 1946 |
|
SU71477A1 |
| Бесчелночный ткацкий станок | 1937 |
|
SU58890A1 |
| Бесчелночный ткацкий станок | 1941 |
|
SU70084A1 |
| ПРОКЛАДЧИК УТОЧНОЙ нити в ЗЕВ И ПРИБОЯ ЕЕ К ОПУШКЕ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 1973 |
|
SU374846A1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КРОМКИ ТКАНИ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2007 |
|
RU2388858C1 |
| Устройство для прокладывания уточной нити к ткацкому станку | 1977 |
|
SU654708A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Вязально-ткацкий станок | 1985 |
|
SU1320293A1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - упрощение процесса изготовления путем совмещения операций поворота и тканья изделия. Для этого прямолинейную часть кабеля образуют путем входа и выхода уточной нити из зева, ветви которого представляют собой проводники и нити основы. Изогнутую часть кабеля образуют путем поворота кабеля вокруг расположенной на линии, проходящей через опущ- ку кабеля, оси на угол, соответствующий 17 плотности плетения. Поворот кабеля осуществляют при каждом выходе уточной нити из зева. Устройство для реализации способа содержит установленный на храповике поворотный зажимной механизм 11, направляющие 10. На валу 14 установлен храповик и плечо 16 двухплечего рычага, шарнирно соединенного с плечом 17. На плече 16 установлена собачка 20. Когда нужно осуществить изгиб кабеля, станок выключают, снимают готовый конец кабеля, зажимают болтами поворотного зажимного механизма 11, вводят собачку в зацепление с храповиком и снова включают станок. Благодаря этому кабель поворачивается вокруг оси храповика на один угловой шаг, величина которого выбирается исходя из требуемой плотности переплетения. При достижении требуемого угла изгиба собачку 20 выводят из зацепления с храповиком и продолжают ткать прямолинейный участок. Изобретение позволяет получить изгиб кабеля непосредственно на станке, не требует дополнительной фиксации проводников в местах изгиба, так как проводники переплетены с уточной нитью по всей длине кабеля. 2 с. п. ф-лы. 8 ил. с ел ISD со оо О5 ю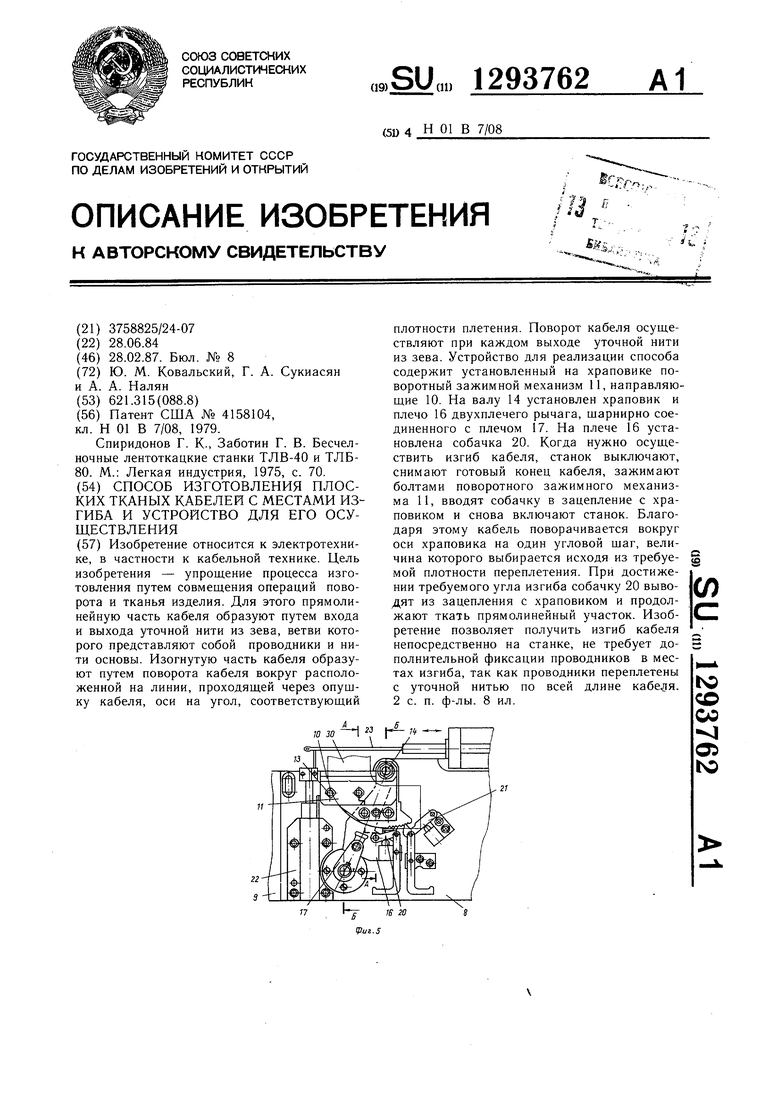
А-А
(pus.e
f7
ЦЗиг. 7
Составитель М. Каганович
Редактор С. ЛисинаТехред И. ВересКорректор АЛ. Демчик
Заказ 391/55Тираж 699Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 4158104, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Спиридонов г | |||
| К., Заботин Г | |||
| В | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| М.: Легкая индустрия, 1975, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
