Целью изобретения является повышение производительности путем сокращения времени на переналадку установки на разный диаметр сильфонов. Изготавливаемый сипьфон устанавливают между опорами 14 и 15. Кромки 5 сильфона зажимаются прижимами 21 и 22 с оптимальным усилием, устанавливаемым под строенными винтами 23 и 24. Затем включают привод 6, который через
1
Изобретение относится к области сварки, а именно к конструкции установки для сварки наружных швов сильфонов из кольцевых пластин и может быть использовано в различных отрас- лях промьшшенности при изготовлении сварных сильфонов.
Целью изобретения является повышение производительности путем сокра- щения времени на переналадку установки на разный диаметр сильфонов.
На фиг.1 изображена установка для сварки сильфонов ,общий вид сбоку; на фиг.2 - узел I фиг.1; на фиг.З - установка для сварки сильфонов,вид сверху
Устатовка для сварки сильфонов содержит основание 1, на котором размещены манипулятор 2 для установки свариваемого изделия (сильфона) 3 и устройство прижима 4 свариваемых кромок 5 изделия 3 с приводом 6 переме-. щения. В манипулятор 2 входит механизм 7 вертикального перемещения на- рравляющей 8, на которой размещена подвижная в направлении оси изделия гшита 9, которая перемещается за счет винтовой пары 10. Плита 9 несет два упора 11 и 12, причем упор 12 закреплен подвижно и может смещаться в направлении оси изделия 3 за счет винтовой пары 13. На упорах 11 и 12 закреплены свободно вращающиеся опоры 14 и 15, взаимодействующие с планшайбами 16 и 17, каждая из которых опирается на соответствующий торец изделия 3. Устройство 4 прижима состоит из привода 6 реечной передачи, состоящей из щестерни 18 с зуб- чатой рейкой 19 корпуса 20, в котором
548
рейку 19 сообщает поступательное перемещение корпусу 20 с установленными на нем прижимами 21 и 22, обеспечивающими при своем перемещении вращение сильфона 3. Для переналадки установки при изготовлении сильфонов разных диаметров производят перемещение направляющей 8 с опорами 14 и 15 механизмом 7 относительно прижимов 21 и 22. 3 ил.
смонтированы прижимы 21 и 22 с под- строечными винтами 23 и 24,компенси-:1 ругощими износ рабочих поверхностей а и б, прокладкой 25. Позицией 26 обозначена сварочная горелка. Устройство прижима свариваемых кромок перемещается по штангам 27, закрепленным на основании 1.
Установка работает следующим образом.
Скомплектованное изделие 3 устанавливается в манипулятор 2 между сво бодновращающимися опорами 14 и 15 и его торцы поджимаются через планшайбы 16 и 17 опоры 14 и 15 упорами 11 и 12 посредством винтовой пары 13. Винтовой парой 10 плита 9 перемещается так, чтобы соответствующие кромки 5 свариваемого изделия 3 оказались под прижимами 21 и 22. Под- строечными винтами 23 и 24 устанавливается оптимальное усилие сжатия свариваемых кромок 5 рабочими поверхностями а и б прижимов 21 и 22. Манипулятор 2 поднимается механизмом 7 вертикального перемещения и кромки 5 вводятся между рабочими поверхно стями а и б. Включается привод 6 перемещения устройства прижима 4.Поступательное движение прижимов 21 и 22 придает вращательное движение свариваемым кромкам 5 изделия 3. Включается сварочная горелка и производится сварка кольцевого шва. По окончании сварки манипулятор 2 с изделием 3 опускаются механизмом 7 вертикального перемещения, винтовой парой 10 подводятся под рабочие поверхности а, б очередные свариваемые кромки и цикл повторяется.
Установка обеспечивает повышение производительности, так как происходит сокращение времени на переналадку установки на разньй диаметр сшгь- фонов.
Формула из обретения
Установка для сварки наружных швов сильфонов из кольцевых пластин, содержащая смонтированные на основании привод вращения изделия, цилиндрическую оправку для фиксации кольцевых пластин по внутреннему диаметру, установленные на плите неподвижную и поджимную бабки, механизм для осевого перемещения изделия, при
жимы свариваемых кромок и неподвижную сварочную головку, отличающаяся тем, что, с целью повьппе- ния производительности путем сокращения времени на переналадку установки при изготовлении сильфонов разных диаметров,привод вращения изделия выполнен в виде подвижного в направлении, перпендикулярном оси вращения, изделия и параллельно основанию корпуса, прижимы свариваемых кромок смонтированы на корпусе, а плита с неподвижной и поджимной бабками оснащена приводом ее установочного перемещения в направлении, перпендикулярном основанию.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки наружных швов сильфонов из кольцевых пластин | 1988 |
|
SU1632719A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| ХЛПЧЕСКАЯ БИК лн9^р.г.IG | 1969 |
|
SU246740A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Устройство для автоматической сварки | 1982 |
|
SU1034865A2 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |

Изобретение относится к области сварки и может быть использовано в различных отраслях промьшшенности при изготовлении сварных сильфоноВо --- I / f J3 10 (Л Фиг.1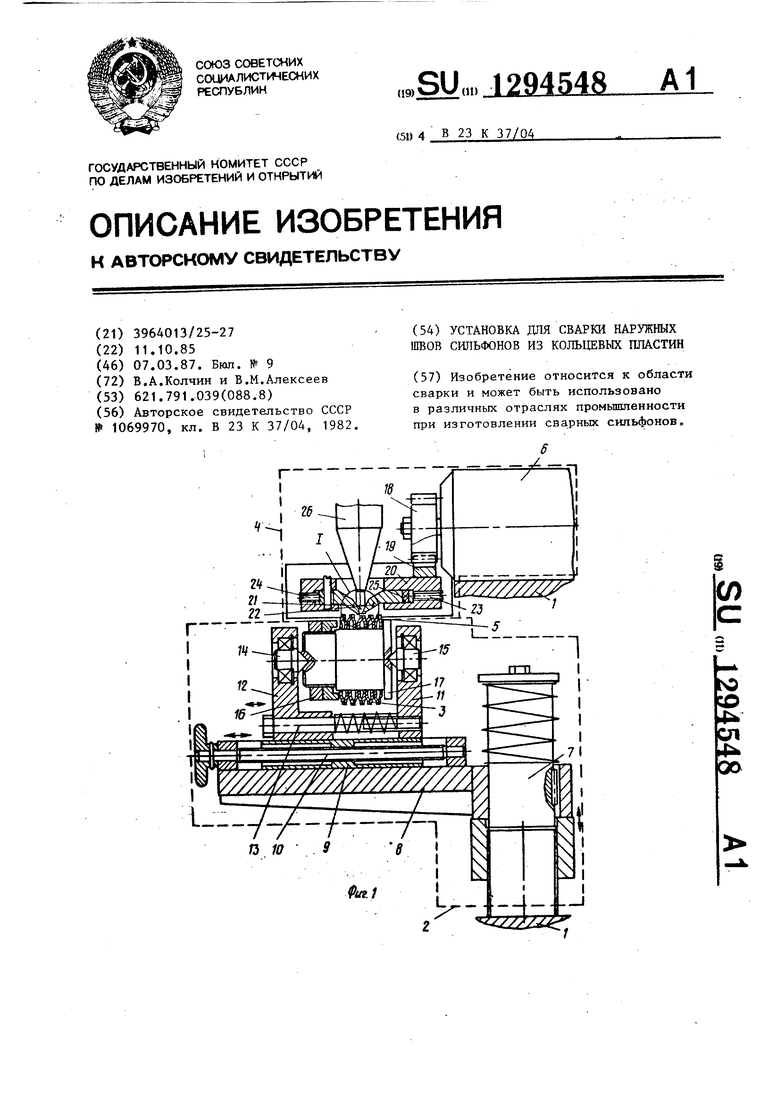
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
