Изобретение относится к сварке , а именно к устройствам для сборки и сварки изделий с криволинейной образующей, в частности кожухов центробежных вентиляторов с односторонним и двухсторонним входом воздуха.
Известно устройство для сборки и сварки кожухов центробежных вентиляторов, содержащее смонтированные на основании рольганг для подачи листаобшивки, правильно-подающий механизм для листа-обшивки, оснащенный приводным барабаном и сварочными головками для сварки внутренних швов, сварочные головки для сварки наружных швов и манипулятор, выполненный в виде шарнирно установленной на основании вилки с закрепленными на ее концах 1гпаншайбами с прижимами для боковьпс стенок и фланцев кожуха,установленными с возможностью продольного перемещения Cl
Однако известное устройство обеспечивает лишь сборку и сварку кожухо с двухсторонним входом воздуха, ори- ентация,.стыковка и подача в зону сварки элементов кожухов производится вручную.
Целью изобретения является расширение технологических возможностей и повьшения производительности путем обеспечения автоматической ориентации боковых стенок кожухов и .загрузки боковых стенок, и фланцев при сбор ке и сварке кожухов с двухсторонним и односторонним входом воздуха и выг ходным фланцем.
Поставленная цель достигается тем что автомат для сборки и сварки кожухов центробежных вентиляторов, содержащий смонтированные на основании рольганг для подачи листа-обпшвки правильно-подающий механизм для листа-обшивки, оснащенный приводным ба- рабаном и сварочными головками для сварки внутренних швов, сварочные головки для сварки наружных швов и манипулятор, выполненный в виде шарнирно установленной на основании вил ки с закрепленными на концах ее зу бьев планшайбами с прижимами для боковых стенок и фланцев кожуха, установленными с возможностью продольног перемещения, снабжен смонтированными на основании симметрично относительно продольной оси рольганга многопозционными магазинами доя боковых стенок и фланцев с механизмом для загрузки планшайб манипуляторов и установленным по оси рольганга подъемным столом с прижимами для выходного фланца, приводной барабан правильнопoдaюlI eгo механизма вьшрлнен в виде двух соосных роликов, оснащенных сменныш насадками и установленных с возможностью независимого и синхронногО вращения и последовательного .соединения с соответствукщими каждом из них механизмом для загрузки и планшайбой манипулятора, при этом планшайбы вьшолнены сменными и снаблсены электротормозами и смонтированы на концах вилки с возмож11остью наююна, установки их соосно одна другой соединения с торцами-роликов приводного барабана.
На фиг 1 изображено устройство Для сборки и сварки, общий вид; на фиг. 2 - то же, вид-.сверху; на фиг, 3 - разрез А-А на фиг. 1; на фил. 4 -устройство :при сварке лисга-обшивки с боковыми стенками; на фиг. 5 - то- же, причсварке выходного фланца; на фиг, 6 - то же, вид сверху; на фиг. 7 - разрез Б-Б на фиг, 6 на фиг. 8 - узел t на фиг, 7; на фиг 9 - узел t I на фиг.. 2; на фиг. 10 - разрез В-В на фиг. 3; на фиг, П - вид Г на фиг. 10; на фиг. 12 - узел 1М на (|кнг, 1; на фиг. 13 - разрез Д-Д на фиг. 3; на фиг. 14 - то же, При сварке листаобшивки с боковыми стенками; на фиг. 15 - разрез Е-Е на фиг. 5; на фиг. 16 - узел IV на фиг. I; на фиг. 17 - пневматическая схема устройства; на фиг. 18 изготавливаемь й кожух с двухсторонним входом возцуха; на фиг. 19 - то же, с односторонним входом воздуха; на фиг. 20 узел V на фиг, 19.
Устройство ;:ц1Я сборки и сварки кожухов центробежных вентиляторов с односторонним и двухсторонним входом воздуха содержит смонтированные на основании 1 рольганг 2 для подачи листа-обшивки 3, ножницы для мерной резки листа-обшивки (не показаны), правильно-подаюпщй механизм 4 для листа-обшивки 3 и манипулятор 5.
Симметрично относительно продольной оси рольганга установлены мпогопозиционные магазины 6 для бо ковых стенок 7 -и 8 и фланцев 9 с механизмом 10 для загрузки, а по
оси рольганга смонтирован стол 11 для выходного фланца 12.
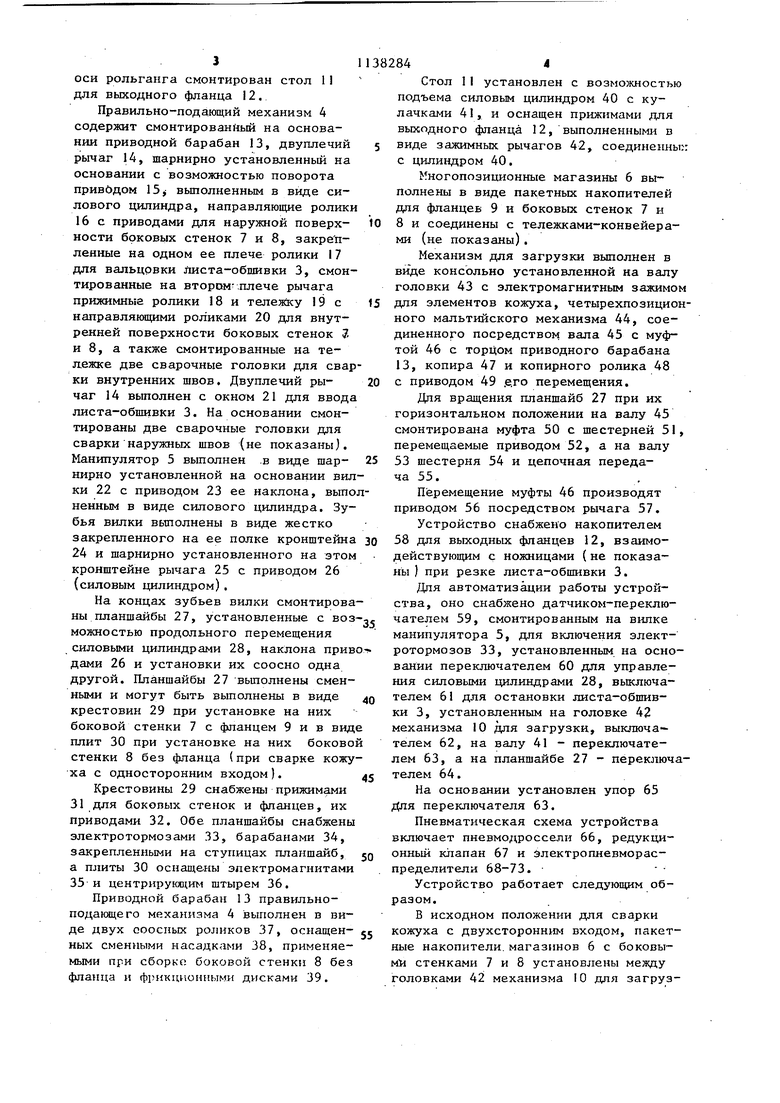
Правильно-подающий механизм 4 содержит смонтированный на основании приводной барабан 13, двуплечий рычаг 14, шарнирно установленный на основании с возможностью поворота приводом 15 вьшолненным в виде силового цилиндра, направляющие ролики 16 с приводами для наружной поверхности боковых стенок 7 и 8, закрепленные на одном ее плече ролики I7 для вальцовки листа-обшивки 3, смонтированные на втором-.плече рычага прижимные ролики 18 и тележку 19 с направляюпц1ми роликами 20 для внутренней поверхности боковых стенок 7. и 8, а также смонтированные на тел.ежке две сварочные головки для сварки внутренних швов. Двуплечий рычаг 14 выполнен с окном 2I для ввода листа-обшивки 3. На основании смонтированы две сварочные головки для сварки наружных швов (не показаны). Манипулятор 5 выполнен .в виде шарнирно установленной на основании вилки 22 с приводом 23 ее наклона, выпоненньм в виде силового цилиндра. Зубья вилки выполнены в виде жестко закрепленного на ее полке кронштейна 24 и шарнирно установленного на этом кронштейне рычага 25 с приводом 26 (силовым цилиндром).
На концах зубьев вилки смонтированы планшайбы 27, установленные с воз можностью продольного перемещения силовыми цилиндрами 28, наклона прив дами 26 и установки их соосно одна другой. Планшайбы 27 выполнены сменными и могут быть выполнены в виде крестовин 29 при установке на них боковой стенки 7 с фланцем 9 и в вид плит 30 при установке на ник боково стенки 8 без фланца (при сварке кожуха с односторонним входом ).
Крестовины 29 снабжены прижимами 31 для боковых стенок и фланцев, их приводами 32. Обе планшайбы снабжены электротормозами 33, барабанами 34, закрепленными на ступицах планшайб, а плиты 30 оснащены электромагнитами 35 и центрирующим штырем 36.
Приводной барабан 13 правильноподакяцего механизма 4 выполнен в виде двух оооспых роликов 37, оснащенных сменными насадками 38, применяемыми при сборке: боковой стенки 8 без фланца и фрикционными дисками 39.
Стол 11 установлен с возможностью подъема силовым цилиндром 40 с кулачками 41, и оснащен прижимами для выходного фланца 12, выполненными в виде зажимных рычагов 42, соединенны с цилиндром 40.
Многопозиционные магазины 6 выполнены в виде пакетных накопителей для фланцев 9 и боковых стенок 7 и 8 и соединены с тележками-конвейерами (не показаны).
Механизм для загрузки выполнен в виде консольно установленной на валу головки 43 с электромагнитным зажимо для элементов кожуха, четырехпозиционого мальтийского механизма 44, соединенного посредством вала 45 с муфтой 46 с торЦом приводного барабана 13, копира 47 и копирного ролика 48 с приводом 49 .е.го перемещения.
Дпя вращения планшайб 27 при их горизонтальном положении на валу 45 смонтирована муфта 50 с шестерней 51 перемещаемые приводом 52, а на валу 53 шестерня 54 и цепочная передача 55.
Перемещение муфты 46 производят приводом 56 посредством рычага 57.
Устройство снабжено накопителем 58 для выходных фланцев 12, взаимодействующим с ножницами ( не показаны ) при резке листа-обшивки 3.
Для автоматизации работы устройства, оно снабжено датчиком-переключателем 59, смонтированным на вилке манипулятора 5, для включения электротормозов 33, установленным на основании переключателем 60 для управления силовыми цилиндрами 28, выключателем 61 для остановки листа-обшивки 3, установленным на головке 42 механизма 10 для загрузки, выключателем 62, на валу 41 - переключателем 63, а на планшайбе 27 - переключтелем 64.
На основании установлен упор 65 Дпя переключателя 63.
Пневматическая схема устройства включает пневмодроссели 66, редукционный клапан 67 и электропневмораспределители 68-73.
Устройство работает следующим образом.
В исходном положении для сварки кожуха с двухсторонним входом, пакетные накопители, магазинов 6 с боковыми стенками 7 и 8 установлены между головками 42 механизма 10 для загрузки. Конец листа-обшивки 3 уложен на рольганг 2 и окно в рычаге 14 введен между барабаном 13 и поднятыми приводом 15 и прижимными роликами 18.. Вилка 22 поднята, планшайбы 27 ра разведены цилиндрами 28 и.заторможены, прижимы 31 выключены. Для установки боковых стенок 7 и В при одновременном вальцевании листа-обшивки 3 включают привод 26 и опускают планшайбы 27 в горизонтальное положение. При этом валы 45 посредством муфты 46 соединяют с торца ми барабана 13 включением привода 56 с рычагом 57. , Бключают привод (не показан ); вращения барабана 13 и привод 15, прижимая .ролики 18 к барабану и производя вальцевание листа-обшивки. Одновременно боковые стенки 7 и 8 и фланцы 9 механизмом 10 укладываются на планшайбы 27. Боковые стен ки на накопителях предварительно ориентируются для обеспечения установки их на штаншайбы 27 в соответствующее положение относительно вилка. При установке боковых стенок на планшайбы их крошси взаимодействуют с датчиком-переключателем 59, включа ющим электротормозы 33 для фиксирова ния боковых стенок на планшайбах в ориентированном положении и выключаю щим вращение барабана 13. При нажиме поверхности боковых стенок на переключатель 64, они зажимаются прижима ми 31 или электромагнитами 35. За время установки боковых стенок и фланцев на планшайбы лист-обшивка отвальцуется на некоторую длину. Затем включают привод 26 и устанавливают планшайбы 27 с боковыми стенками в вертикальное положение, при этом валы 45 отсоединяют от.барабана 13, ус-45 танавливают сварочные головки в точку Ж, а ролики.16 приводом разводят. Приводом 23 опускают вилку 22 манипулятора 5 до упора в переключатель 60, ко.торый включает силовые щшинд- 50 ры 28 и обеспечивает прижим планшайб к торцам-барабана 13. При расторможенном барабане 34 включают сварочные головки и вращение барабана 13 и производят сварку 55 кольцевых швов, приваривая фланцы 9 к боковым стенкам 7 и 8. Сварку внутренних кольцевых швов проводят при
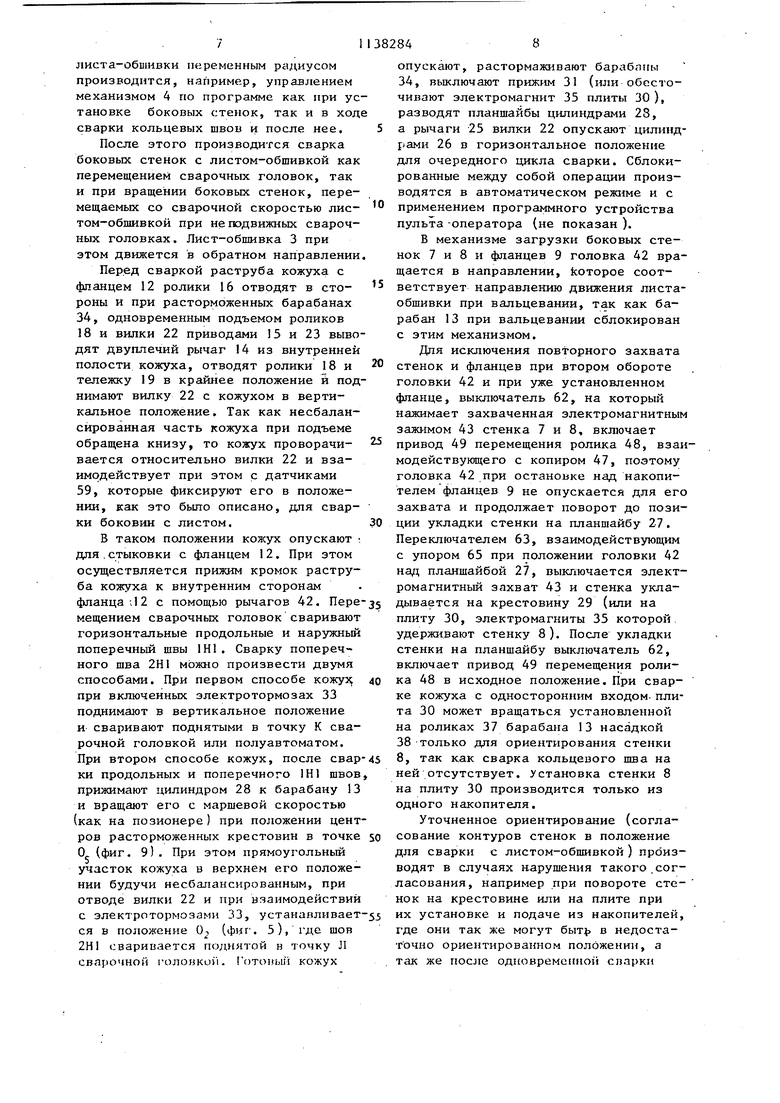
роликами 20. При этом вальцевание горизонтальном положении планшайбу вращая их посредством вала 53 и цевочной передачи 54, При сварке наружных кольцевых швов производится одновременное вальцевание листа-обшивки. При сварке кожухов с односторонним входом воздуха или различными фланцами сварку боковых стенок производят последовательно., для этого поднимают ролики 18 и разблокированными роликами 37 барабана 13 вращают планшайбы с pa3jra4HbiMH скоростями. После сварки производят ориентирование боковых стенок в согласовахшое положение для сварки их с листом-обпшвкой. Так как сварка фланцев 9ic боковыми стенками производится за один или . за два (при последовательной сварке фланцев разного диаметра) оборота планшайбJ то она заканчивается в той же точке, откуда и йачалась, т.е. в положении боковых стенок относительно вилки 22 при сварке их с листомобшивкой, где они вновь фиксируются злектротормозами 33 с остановкой барабана,- 13 пои взаимодействии боковых стенок с датчиком переключателем 59. После сварки кольцевых швов планшайбы 27 отводят цилиндрами 28 от барабана 1.3 и в согласованном положении боковые стенки поднимают цилиндром 28 в точку О (фиг. 4). Сварочные головки при этом опускаются в точки И. Включением барабана 13 завершают вальцевание листа-обшивки, при резке которого в размер ножницами, из накопителя 58 укладывается на /лист выходной фланец 12. Он .транспортируется листом-обшивкой до упора его в тележку 19, ориентируется при этом, а затем при выходе конца листа-обшивки, он укладывается на стол 11 в ожидании сварки. Конец листа-обшивки после укладки фланца 12 взаимодействует с выключателем 61 и осханавливается в положечии начала его сварки с боковыми стенками. Поднятые в точку 62 планшайбы с боковыми стенками сводят на ширину сварки с листом-обшивкой цилиндрами 28 и опускают приводом, 23 на лист-обшивку в точках И. Затем подводят рОлики 16 к торцам боковых стенок, обеспечивая их направленное движение совместно с листа-обшивки переменным радиусом производится, например, управлением механизмом 4 по программе как при ус тановке боковых стенок, так и в ход сварки кольцевых швов и после нее. После этого производится сварка боковых стенок с листом-обшивкой как перемещением сварочных головок, так и при вращении боковых стенок, перемещаемых со сварочной скоростью листом-обшивкой при неподвижных сварочных головках. Лист-обшивка 3 при этом движется в обратном направлении Перед сваркой раструба кожуха с фланцем 12 ролики 16 отводят в стороны и при расторможенных барабанах 34, одновременным подъемом роликов 18 и вилки 22 приводами 15 и 23 выво дят двуплечий рычаг I4 из внутренней полости кожуха, отводят ролики 18 и тележку 19 в кргшнее положение и под нимают вилку 22 с кожухом в вертикальное положение. Так как несбалансированная часть кожуха при подъеме обращена книзу, то кожух проворачивается относительно вилки 22 и взаимодействует при этом с датчиками 59, которые фиксируют его в положении, как это было описано, для сварки боковин с листом. В таком положении кожух опускают для.стыковки с фланцем 12. При этом осуществляется прижим кромок раструба кожуха к внутренним сторонам фланца;12 с помощью рычагов 42. Пере
мещением сварочных головок сваривают горизонтальные продольные и наружный поперечный швы 1Н1. Сварку попереч ного шва 2HI можно произвести двумя способами. При первом способе кожуз ; при включенных электротормозах 33 поднимают в вертикальное положение и сваривают поднятыми в точку К сварочной головкой или полуавтоматом. При втором способе кожух, после сварки продольных и поперечного 1Н1 швов прижимают цилиндром 28 к барабану 13 и вращают его с маршевой скоростью (как на позионере ) при положении центров расторможенных крестовин в точке О (фиг. 9). При этом прямоугольный участок кожуха в верхнем его положении будучи несбалансированным, при отводе вилки 22 и при взаимодействий с электротормоз зми 33, устанаяливается в положение О (фигч 5), где шов 2Н1 сваривается поднятой и точку Л сварочной голонкоГи отоиын кожух
плиту 30, электромагниты 35 которой удерживают стенку 8 ). После укладки стенки на планшайбу выключатель 62, включает привод 49 перемещения ролика 48 в исходное положение. При сварке кожуха с односторонним входом- плита 30 может вращаться установленной на роликах 37 барабана 13 насадкой 38 -только для ориентирования стенки 8, так как сварка кольцевого шва на ней отсутствует. Установка стенки 8 на плиту 30 производится только из одного накопителя.
Уточненное ориентирование (согласование контуров стенок в положение для сварки с листом-обшивкой ) производят в случаях нарушения такого.согласования, например .при повороте стенок на крестовине или на плите при их установке и подаче из накопителей, где они так же могут быт в недостаточно ориентированном положении, а так же после одновремсппо спарки опускают, растормаживают барабаны 34, выключают прижим 31 (или обесточивают электромагнит 35 плиты 30 ), разводят планшайбы цилиндрами 28, а рычаги 25 вилки 22 опускают цилиндрами 26 в горизонтальное положение для очередного цикла сварки. Сблокированные между собой операции производятся в автоматическом режиме и с применением программного устройства пульта -оператора (не показан ). В механизме загрузки боковых стенок 7 и 8 и фланцев 9 головка 42 вращается в направлении, fcOTOpoe соответствует направлению движения листаобшивки при вальцевании, так как барабан 13 при вальцевании сблокирован с этим механизмом. Для исключения повторного захвата стенок и фланцев при втором обороте головки 42 и при уже установленном фланце, выключатель 62, на который нажимает захваченная электромагнитным зажимом 43 стенка 7 и 8, включает привод 49 перемещения ролика 48, взаимодействующего с копиром 47, поэтому головка 42 при остановке над накопителем фланцев 9 не опускается для его захвата и продолжает поворот до позиции укладки стенки на планшайбу 27. Переключателем 63, взаимодействующим с упором 65 при положении головки 42 над планшайбой 27, выключается электромагнитный захват 43 и стенка укладывается на крестовину 29 (или на 9 фланцев 9 разного диаметра, когда стенки 7. вращаются с различными сва рочными скоростями. Уточненное ориентирование производят перед сваркой стенок с листом-обшивкой путем раздельного вращения роликов 37 барабан 13 при поднятых роликах 18. Прямоугольный выступ каждой стенки при вращении взаимодействует с датчикомпереключателем 59, который отключает вращение роликов 37 при согласованно положении стенок. Уточненное ориентирование стенок производят так же при их горизонталь ном положении после у.становки на крестовины плиты при отключенных механизмах 44. При этом вращение вала 45 передается валу 53 и, через цевоч ную передачу 55 - расторможенным крестовинам (плите) (фиг, 1). В этом же положении в случаях технологической необходимости сваривают фланцы 9 с боковыми стенками 7 внутренними кольцевыми швами,установленнь1ми над ними сварочными головками. На предлагаемом устройстве возмож на сварка других, кроме кожухов изделий, сечение которых имеет, например , выпу1шо-вогнутый контур или про филь кулачка и т.д. (емкости, топлив ные баки, изделия химического машиностроения и др.). 3 А X --l-fH ;i M84Для переналадки устройства на сварку кожухов различных исполнений вилку 22 комплектуют съемными крестовинами 29 и плитами 30 в требуемом сочетании. Например, для сварки кожуха с односторонним входом правого вращения рабочего колеса, крестовину и плиту, переустанавливают. Для переналадки устройства на другие типоразмеры кожухов барабан 13, двуплечий рычаг 14 с роликами 18 и 20, колея тележки 19, вилка 22 и рольганг 2 вьшолнены регулируемыми по ширине, а так же комплектуются сменными крестовинами, плитами и насадками. Оснащение устройства для сбор ки и свар1си. кожухов центробежных вентиляторов механизмом для загрузки планшайб фланцами и боковыми ст нками, вьшолнение барабана в виде соосных роликов, установленных с возможностью независимого и синхронного вращения, установка планшайб с возможностью наклона и последовательное соединение их с приводным барабаном позволяет автоматизировать ориентацию, загрузку, сборкуи сварку при использовании одного привода, а выполнение планшайб сменными и оснащение роликов приводного барабана смен-ными насадками обеспечивает сварку кожухов с двухсторонним и односторонним входом воздуха. Фиг.7 4 f
72 5д f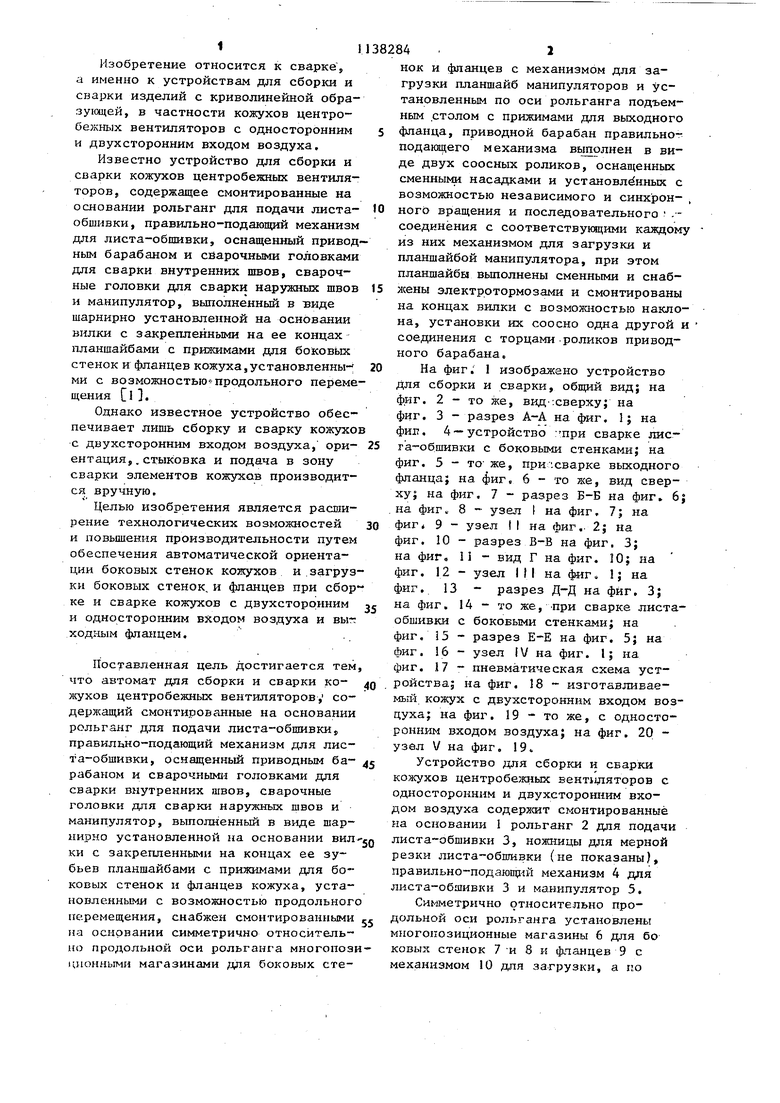


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |







. Автомат для сборки и сварки кожухов центробежных вентиляторов, содержащий смонтированные на основании рольганг для подачи листа-обшивки, правильно-подающий механизм для листа-обшивки, оснащенный приводным барабаном и сварочными головками для сварки внутренних швов, сварочные головки для сварки наружных швов и манипулятор, выполненный в виде шарнирно установленной на основании вилки с закрепленными на концах ее зубьев .планшайбами с прилсимами для боковых стенок и фланцев кожуха, установленными с возможностью продольного перемещения, отличающийся тем, что, с целью расширения технологических возможностей и повьшения iU :::-:-: ts , l: Tf:- БКБ.;Йг5Г р. производительности путем -обеспечения автоматической ориентации боковых . стенок ко :ухов и загрузки боковых стенок и фланцев при сборке и сварке кожухов с двухсторонним и односторонним входом воздуха и выходным фланцем, автомат снабжен смонтированными на основании симметрично относительно продольной оси рольганга многопгозиционными магазинами для боковых стеггнок и фланцев с механизмом для загрузки планшайб манипуляторов и установленными по оси рольганга подъемным столом с прижимами для выходного фланца,. приводной барабан правильно-подающего механизма выпол- { нен в виде двух соосных роликов, (Л оснащенных сменными насадками и установленных с возможностью независис мого и синхронного вращения и последовательного соединения с соответст- вующи -ш каждому из пик механизмом для загрузки и планшайбой манипулятора, при этом планшайбы выполнены смейныл ми и снабжены электротормотами и со смонтированы на концах вилки с воз00 1чЭ можностью наклона, установки их соосно одна другой и соединения с тор 00 цами ролнков приводного барабана. 
1
Т
rj
rW0t/t.J
Фаг. 2
59
23 х
/ Фиг. 5
l
Фиг. в
в-в
г7
Фиг. Ю
duff Г
Фиг.П
23
4л
7
28
ffff
еГ
и.
ЧР
4Р
Xf -{HS}тЫГ(. гПч I г
Фиг. Л с ж ц г- ж с
Фиг. 78
.
€Х
/f
Фиг. 20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № ,, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
