Изобретение относится к машиностроению, в частности к производству оборудования для автоматической сварки. ..
По основному авт. св. 713673 известно устройство для автоматической сварки изделий, преимущественно цилиндрической формы, содержащее размещенные на корпусе переднюю . бабку, установленную с возможностью вращения/ заднюю бабку, смонтированную с возможностью перемещения , вдоль продольной оси изделия, и каретку со сварочной головкой, причем устройство снабжено узлом калибров.ки, выполненным в виде матрицы с прорезью, устанозвлённой на корпусе с возможностью перемещения вдоль продольной оси изделия, разжимного пуансона, закрепле|нного в передней бабке, и торцового прижима, выполненного, в свою очередь,В виде корпуса, в котором по окружности установлены с возможностью радиального перемещения вращающиеся ролики и клиновидный упор, при этом сварочная головка оснащена прижимным роликом, взаимодействующим с упомянутым упором fl.
Однако известное устройство не обеспечивает -точного совпадения кромок дна и обечайки при калибровке из-за потери ими устойчивости, обусловленной воздействием враща- ющихся роликов.
Вследствие этого по мере увеличения угла поворота шпинделя передней бабки под воздействием вращающихся роликов происходит отклонение стыкуемых кромок (особенно . дна) от округлости, что резко ухудшает возможность их взаимной калибровки перед сваркой. В результате снижается качество шва или не удается сварить дно и обечайк.у по всему периметру кольца.
Цель изобретения - повышение качества сборки под.сварку путем , точного совмещения кромок дна и обечайки При их калибровке.
Цель достигается тем, что в устройстве для автоматическлй сварки изделий, преимущественно цилиндрической формы, содержащем размещенны на корпусе, пере днюю бабку, установленную с возможностью вращения, заднюю бабку, смонтированную с возмождостью перемещения вдоль продольлной оси изделия,, каретку со сварочной головкой, узел калибровки, выполненный в виде матрицы с прорезью, установленной на корпусе с возможностью перемещения вдоль продольной оси изделия, разжимного пуансона, закрепленного в передней бабке, и торцового прижима, выполненого, в свою очередь, в виде корпуса, в котором по окружности установлены с возможностью радиального
перемещения вргццающиеся ролики и клиновидный упор, а сварочная головка оснащена прижимным роликом, взаимодейству|Ьщим с упомянутым роликом, торцовой прижим оснащен зубчатыми роликами для предварительной калибровки, установленными с возможностью радиального перемещения.
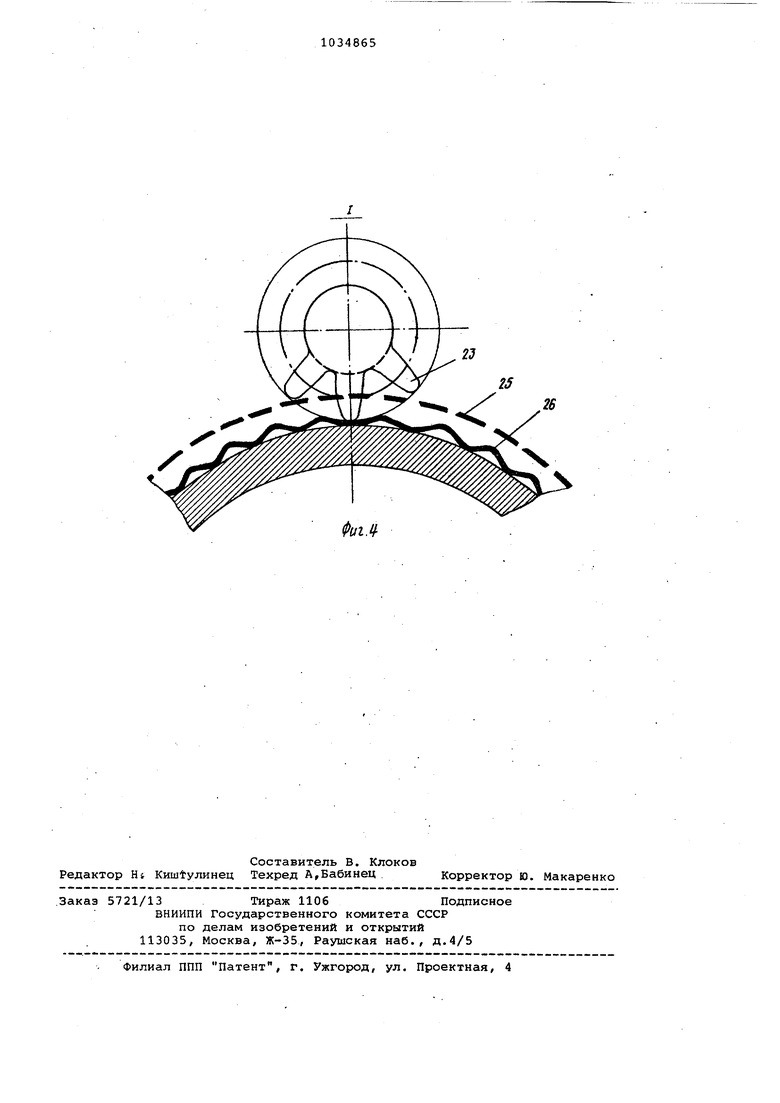
На фиг. 1 показано устройство, общий вид на фиг. 2 - то же, вид сверху на фиг. 3 - торцовой прижим на фиг. 4 - узел I на фиг. 3.
На корпусе 1 устройства установлен двигатель 2 продольного хода, связанный посредством ходового винта 3 и направляющих.4 и 5 с кареткой 6, в которую, вмонтированы сварочная головка 7 и прижимной ролик 8. К планшайбе 9 шпинделя 10 передней бабки присоединен разжимной пуансон 11, выступ которого состоит из двух секторов, связанный со штоком пневмоцилиндра 12. Калибрующая матрица 13 с продольной прорезью установлена на вращающихся опорах, встроенных в к ретку 14.
Торцовый прижим 15 с помощью хвотовика 16 установлен в пиноли 17 задней бабки 18, связанной с пневмоцилиндром 19. Внутри прижима установлен вращакхцййся диск 20, а к корпусу.прижима приварены выступы с вращающимися опорами 21, с прижимными 22 и зубчатыми 23 роликами для предварительной калибровки (.фиг. 3). На прижиме 15 имеется клиновидный упор 24 для отвода прижим ного ролика 8.
Линиями 25 и 26 показаны кромки обечайки и дна до начала калибро,ки зубчатыми роликами и после ка1либровки. . Работа устройства начинается с калибровки размеров обечайки и ее взаимного положения с дном. Для этого диаметр выступа разжимного пуансона 11 с помощью пневмоцилинд:ра 12 устанавливается меньше, чем внутренний диаметр обечайки. Каретка 14 с калибрующей матрицей 13 отодвигается от пуансона 11 вправо, и обечайка устанавливается внутрь матрицы 13 таким образом, чтбы ее свариваемый стык соЕГпсЩал с продольной прорезью матрицы. После этого каретка 14 вместе с обечайкой подается влево к пуансону 11 При этом обечайка насаживается на пуансон 11, а номинальный размер выступа пуансона устанавливается пневмоцилиндром 12 и обечайка плотно прижимается пуансоном к матрице 13.
Затем внутрь прижима 15 устанавливается дно котла. Шлступы с врацающимися калибрующимися опорами 21, с прижимными 22 и зубчатыми 2J роликами для предварительной калибровки служат для установки и калибровки дна по внешнему диаметру. Задняя бабка 18 с помощью пневмоцилиндра 19 подается влево, насаживает дно на пуансон 11 и прижимает его к обечайке. Зуб ролика 23 ограничивает зону воздействия прижимного ролика 22 и этим способству ет их взаимной пластичной деформации .
Этим заканчивается калибровка и взаимная ориентация деталей котла перед сваркой.
Сначала осуществляется сварка продольного шва, а затем кольцевого
Съем изделия производится после отвода задней бабки 18, каретки 14 с калибрующей матрицей 13 в исходное положение, а также уменьшения диаметра выступа пуансона,11.
Использование дополнительных зубчатых роликов для предварительной калибровки в данном устройстве позволяет одновременно производить предварительную и окончательную .ка либровку за один оборот обечайки, повышает качество сборки дна и обечайки, что способствует улучшении) качества и повышению прбиэводительности сварки котла.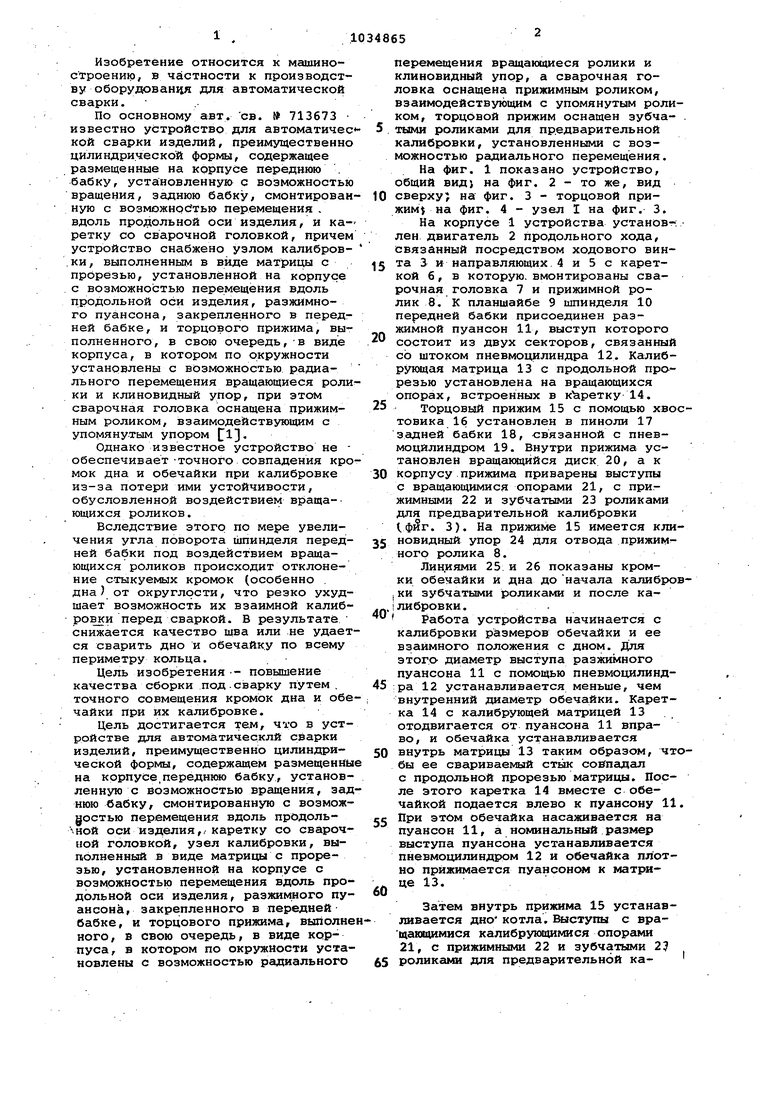

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |
| Устройство для автоматической сварки | 1978 |
|
SU713673A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1985 |
|
SU1323314A2 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ Изделий, преимущественнр Iцилиндрической формы, по авт. св. № 713б73, отличающееся тем, что, с целью повышения качества сборки под сварку путем точного совмещения кромок дна И обечайки при их калибровке, торцовой прижим оснащен зубчатыми роликами для предварительной калибровки, установленными с возможностью радиального перемещения. (Л со 4 сх О) СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сварки | 1978 |
|
SU713673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
