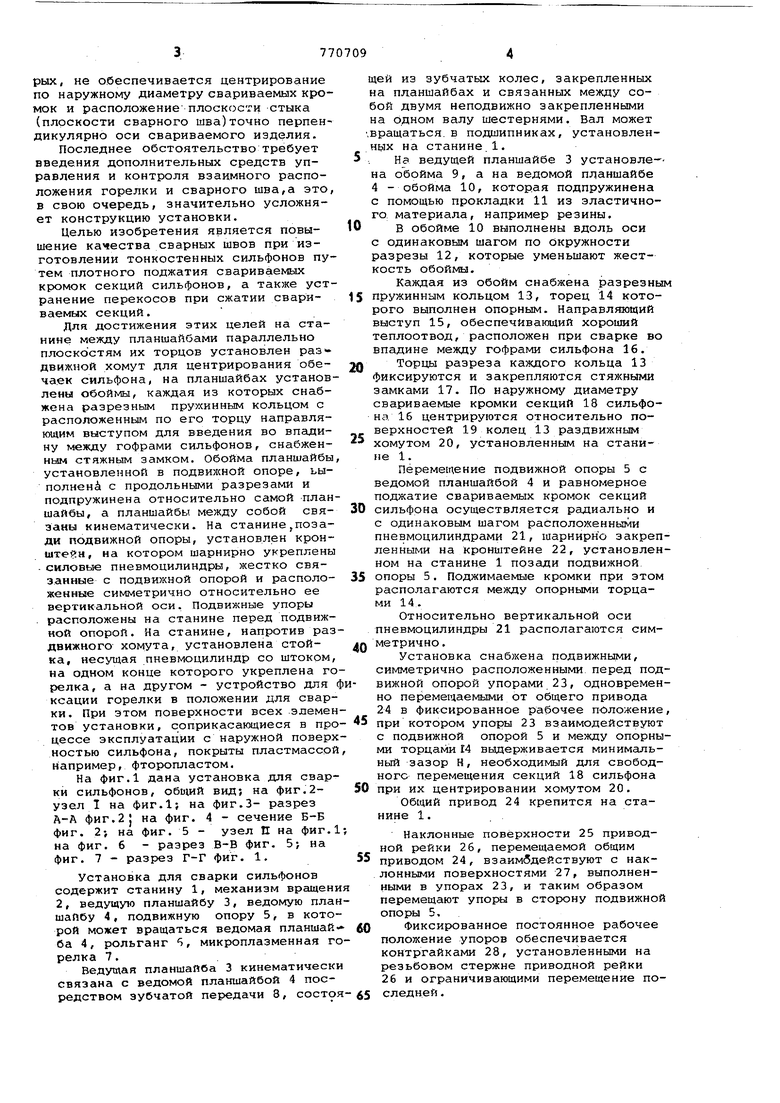
Изобретение относится к устройствам для сварки поворотных стыков и .может быть использовано для сварки кольцевых швов тонкостенных крупнога баритных СИЛЬФОНОВ. Известно устройс тво для сварки кольцевых швов,содержащее подвижное основание, смонтированную на ней с возможностью осевого перемещения сварочную головку с приводом, приспособление для поджатия торцов свариваемого изделия и механнзм его вращения. Приспособление для поджатия торцов свариваемого изделия упруго связано с приводом осевого перемещения сварочной головки через кронштейн, один конец которого подшипником соединен с приспособлением для поджатия торцов, а другой жестко закреплен на .гайке, установленной на винтовом валу привода головки и соединенной через поводковую вилку с упругим связанным с .держателем сварочной головки стержнем Щ . Известное устройство не обеспечивает качественную сварку кольцевых швов тонкостенных крупногабаритных .СИЛЬФОНОВ вследствие неплотного по всему периметру поджатия свариваемых кромок. Наличие даже небольшого зазора (в сотых долях миллиметра) ухудшает теплоотвод, приводит к прожогу и некачественной сварке. Кроме того, устройство не обеспечивает центрирювание по наружному диаметру свариваемых кромок, что также ухудшает качество сварки. Известна также установка для сварки крупногабаритнь х изделий типа обечаек, содержащая станину с размегченными на ней приводом вращения свариваемого изделия, устройством для поджатия торцов свариваемого изделия,выполненным в виде двух планшайб, одна из которых установлена в неподвижной опоре и соединена с приводом вращения, а другая установлена в подвижной опоре. Установка снабжена сварочной головкой, установленной над планшайбами 2 . Известная установка не обес-гтечивает качественную сварку кольцевых швон тонкостенных крупногабаритных сильфонов. Во-первых, потому, что не обеспечивается плотное поджатие по всему. периметру свариваемых кромок, BO-BTQрых, не обеспечивается центрирование по наружному диаметру свариваемых кромок и расположение плоскости стыка (плоскости сварного шва)точно перпендикулярно оси свариваемого изделия. Последнее Обстоятельство требует введения дополнительных средств управления и контроля взаимного расположения горелки и сварного шва,а это в свою очередь, значительно усложняет конструкцию установки. Целью изобретения является повышение качества сварных швов при изготовлении тонкостенных сильфонов путем плотного поджатия свариваемых кромок секций сильфонов, а также уст ранение перекосов при сжатии свариваемых секций. Для достижения этих целей на станине между планшайбами параллельно плоскостям их торцов установлен раз движной хомут для центрирования обеча.ек сильфона, на планшайбах установ лены обоймы, каждая из которых снабжена разрезным пружинным кольцом с расположенным по его торцу направляющим выступом для введения во впгщину между гофрами сильфонов, снабженным стяжным замком. Обойма планшайбы установленной в подвилсной опоре, ьыполненА с продольными разрезами и подпружинена относительно самой план шайбы, а планшайбы между собой связаны кинематически. На станине,позади подвижной опоры, установлен кронштейн, на котором шарнирно укреплены - силовые пневмоцилиндры, жестко связанные с подвижной опорой и расположенные симметрично относительно ее вертикальной оси. Подвижные упоры . расположены на станине перед подвижной опорой. На станине, напротив раз движного хомута, установлена стойка, несущая пневмоцилиндр со штоком на одном конце которого укреплена го релка, а на другом - устройство для ксации горелки в положении для сварки. При этом поверхности всех элемен тов установки, соприкасающиеся в про цессе эксплуатации с наружной поверх ностью сильфона, покрыты пластмассой например, фторопластом. На фиг.1 дана установка для свар ки сильфонов, обишй вид; на фиг.2узел I на фиг.1; на фиг.З- разрез А-А фиг.2) на фиг. 4 - сечение Б-Б фиг. 2; на фиг. 5 - узел И на фиг. на фиг. 6 - разрез В-В фиг. 5; на фиг. 7 - разрез Г-Г фиг. 1. Установка для сварки сильфонов содержит станину 1, механизм вращен 2, ведущую планшайбу 3, ведомую пла шайбу 4, подвижную опору 5, в кото рой может вращаться ведомая планшай ба 4, рольганг , микроплазменная г релка 7. ведущая планшайба 3 кинематическ связана с ведомой планшайбой 4 посредством зубчатой передачи 8, состо ей из зубчатых колес, закрепленных на планшайбах и связанных между соой двумя неподвижно закрепленными на одном валу шестернями. Вал может вращаться, в подшипниках, установленных на станине.1. На ведущей планшайбе 3 установлена обойма 9, а на ведомой планшайбе 4 - обойма 10, которая подпружинена с помощью прокладки 11 из эластичного материала, например резины. В обойме 10 выполнены вдоль оси с одинаковым шагом по окружности разрезы 12, которые уменьшают жесткость обоймы. Каждая из обойм снабжена разрезным пружинным кольцом 13, торец 14 которого выполнен опорным. Направляющий выступ 15, обеспечивающий хороший теплоотвод, расположен при сварке во впадине между гофрами сильфона 16. Торцы разреза каждого кольца 13 фиксируются и закрепляются стяжными замками 17. По наружному диаметру свариваемые кромки секций 18 сильфона 16 центрируются относительно поверхностей 19 колец 13 раздвижным хомутом 20, установленнЕлм на станине 1. Перемещение подвижной опоры 5 с ведомой планшайбой 4 и равномерное поджатие свариваемых кромок секций сильфона осуществляется радиально и с одинаковым шагом расположенными пневмоцилиндрами 21, шарнирно закрепленными на кронштейне 22, установленном на станине 1 позади подвижной опоры 5. Поджимаемые кромки при этом располагаются между опорными торцами 14. Относительно вертикальной оси пневмоцилиндры 21 располагаются симметрично. Установка снабжена подвижньгми, симметрично расположенными перед подвижной опорой упорами 23, одновременно перемещаемыми от общего привода 24 в фиксированное рабочее п ложение, при котором упоры 23 взаимодействуют с подвижной опорой 5 и между опорными торцами 14 выдерживается минимальный зазор Н, необходимый для свободного перемещения секций 18 сильфона при их центрировании хомутом 20. Общий привод 24 крепится на станине 1. Наклонные поверхности 25 приводной рейки 26, перемещаемой общим приводом 24, взаимодействуют с наклонными поверхностями 27, выполненными в упорах 23, и таким образом перемещают упоры в сторону подвижной опоры 5. Фиксированное постоянное рабочее положение упоров обеспечивается контргайками 28, установленными на резьбовом стержне приводной рейки 26 и ограничивающими перемещение последней .
Симметричное расположение упоров относительно вертикальной оси подвижной опоры 5 исключает перекосы. Следовательно, выдерживается равномерный зазор Н.
При перемещении приводной рейки 26 в другую сторону пружины перемещают упоры 23 в сторону от подвижной опоры 5.
На штрке 29 пневмоцилйндра 30 установлена микроплазменная горелка 7 с электродом.
С другой стороны пневмочилиндра 30 на штоке 29 закреплена направляющая колонка 31, а на пневмоцилиндре 30 закреплен кронштейн 32 с направляющей втулкой, взаимодействующей с колонкой 31, что исключает поворачивание горелки с электродом относительно стыка свариваемых кромок.
Пневмоцилиндр крепится на стойке 33.
Поверхности всех деталей установки, соприкасающиеся при эксплуатации с наружной поверхностью сильфона,покрыты пластмассой, например фторопластом, наносимым методом напыления
Покрытие металлических деталей пластмассой предохраняет поверхности сильфона, в том числе и сварочный шов от повреждения.
Эксплуатация установки осугцествляется следующим бразом.Горелка 7 и подвижная опора 3 с ведомой планшайбой 4 отводятся в крайние положения от места сварки.
Торцы разреза пружинных колец 13 освобо хдаются от крепления их стяжными замками 17 и затем кольца 13 устанавливаются на наружной поверхности обойм 9 и 10.
Подвижные упоры 23 устанавливаются в рабочее положение см.фиг и 6)
Поочередно в отверстия обойм 9 и 10 вставляются секции 18 сильфона.
Во впадины между гофрами секций поочередно вводятся с помощью направляющих выступов 15 кольца 13, которые стягиваются замками 17 (см.фиг. 2-4).
Пневмоцилиндрами 21 подвижная опора 5 перемещается до соприкосновения с упорами 23. Затем раздвижным хомутом 20 осуществляется центрирование секций 18 относительно поверхностей 19 колец 13.
После центрирования упоры 23 отводятся в сторону от подвижной опоры 5. Кромки секций 18 опорНЕЛм торцом 14 кольца 13, установленным на обойме 10, плотно поджимаются к опорному торцу 14 кольца 13/ установленному на обойме 9.
При этом обойма 10, жесткость которой уменьшена разрезами 12, вместес пружинным.кольцом 13 посредством прокладки 11 деформируется.
Отклонения от плоскости и параллельности неизбежны при изготовлении, и люнтаже установки.
Затем микроплазменную горелку 7 устанавливают в рабочее полржение,а подвижные створки хомута 20 раздви--гают в стороны. Включив механизм вращения, производят сварку.
При сварке направляющий выступ 15 улучшает отвод тепла. Сваренные секции освобождают от колец 13 и. их перемещают в сторону ропьганга б, а в обойму 9 устанавливают новую секцию и повторяют вышеуказанные операцииПо достижении значительной длины сильфон опирается на ролики рольганга 6.
Экспериментальная проверка работы заявляемой установки подтвердила возможность получения качественного сварного шва при сварке встык секций
тонкостенных сильфонов, а также перекосы плоскости стыка свариваемых секций относительно продольной оси сильфона и сварочной головки за счет поджатия их с помощью симметрично расположенных силовых пневмоцилиндров и надежной фиксации сварочной головки в- положении для сварки.
Описанная установка не требует каких-либо дополнительных средств управления и контроля взаимного расположения горелки и сварного шва.
Формула изобретения
35
1. Установка для сварки сильфонов, содержащая станину с размещенными на ней приводом вращения свариваемого изделия, устройством для поджатия
торцов свариваемого изделия, выполненным в виде двух планшайб, одна из которых установлена в неподвижной опоре и соединена с приводом вращения свариваемого изделия, а другая установлена в подвижной опоре, и сварочной головкой, расположенной над планшайбами, отличающаяся тем, что, с целью повышения качества сварных швов при изготовлении тонкостенных сильфонов путём плотного поджатия свариваемых кромок секции сильфона, на станине между планшайбами параллельно плоскостям торцов установлен раздвижной хомут для центрирования обечаек сильфона, на планшайбах установлены обоймы, из которых снабжена разрезным пружинным кольцом с расположенным по его торцу направляющим выступом для введения во впадину между гофрами сильфона, снабженныМ стяжным замком,при этом обойма планшайбы,установленной в подвижной опоре,выполнена с продольными разрезами и подпружинена относительно самой планшайбы, а планшайбы между собой
связачы кинематически. 2.Установка по п.1, о т л и ч аю щ а я с я тем, что, с целью устранения перекосов при сжатии свариваемой секции сильфона, на станине, позади подвижной опоры, установлены кронштейны, на котором шарнирно укреплены силовые пневмоцилиндры, жестко связанные с подвижной опорой и расположенные симметрично относитель но ее вертикальной оси, и подвижные упоры, расположенные на станине пере подвижной опорой. 3.Установка по пп. 1 и 2, отличающаяся тем, что на ста нине, напротив раздвижного хомута, установлена стойка, несущая пнев1 юцилиндр со штоком, на одном конце которого укреплена горелка, а на др гом - устройство для фиксации горел ки в положении для сварки. 4. Установка по пп. 1-3, отличающаяся тем, что поверхности всех элементов установки, соприкасающиеся в процессе эксплуатации с наружной поверхностью сильфона, пок-, рыты пластмассой, например фторопластом. источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 491458, кл. В 23 К 37/02, 1974. 2.Общемашиностроительные типовые и руководящие материалы, в области технологии и организации производства. Оборудование для комплексной механизации сварочного производства ОМРТМ 5436-003-65.М.,1965,ч.1,с.189 фиг.274(прототип),


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1977 |
|
SU713081A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Установка для сварки наружных швов сильфонов из кольцевых пластин | 1985 |
|
SU1294548A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |

В- в
Составитель г. Квартальнова Редактор Н. Вирко Техред Ж. Костелевич Корректор с. Шекмар
Заказ 7347/14 Тираж 1160 - Подписное
ВНИИПИ Государственного комитета СССР
по делам изобре ений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
