Изобретение относится к металлургии., конкретнее к оборудованию ;1Д1Я внепечной обрабЪтки жидкого металла.
Цель изобретения - cHiiKeHHe ме- тaллoeмкocти згарощение конструкции и обслуживания,
На фиг, 1 схематично изображено устройство, общий вид, на фиг. 2 - узел I на фиг. 1 на фиг, 3 вид А на фиг. IJ на фиг. 4 - цанговый зажим, продольный разрез.
Устройство для подачи алюминиевой проволоки в расплавлен11Ь Й металл состоит из комплекта подающих роликов 1,установленных на каретке 2s подковообразной направляюит,ей 3 с верхним поясом 4, боковинами 5 и комплектом холостых роликов 6, а также направляющей трубы 7 и напрев™ ляющей втулки 8,
Направление размотки - ось 9 бунта 10 - плавно сопряжено с направлением 11 подачи проволоки в ковш 1 2
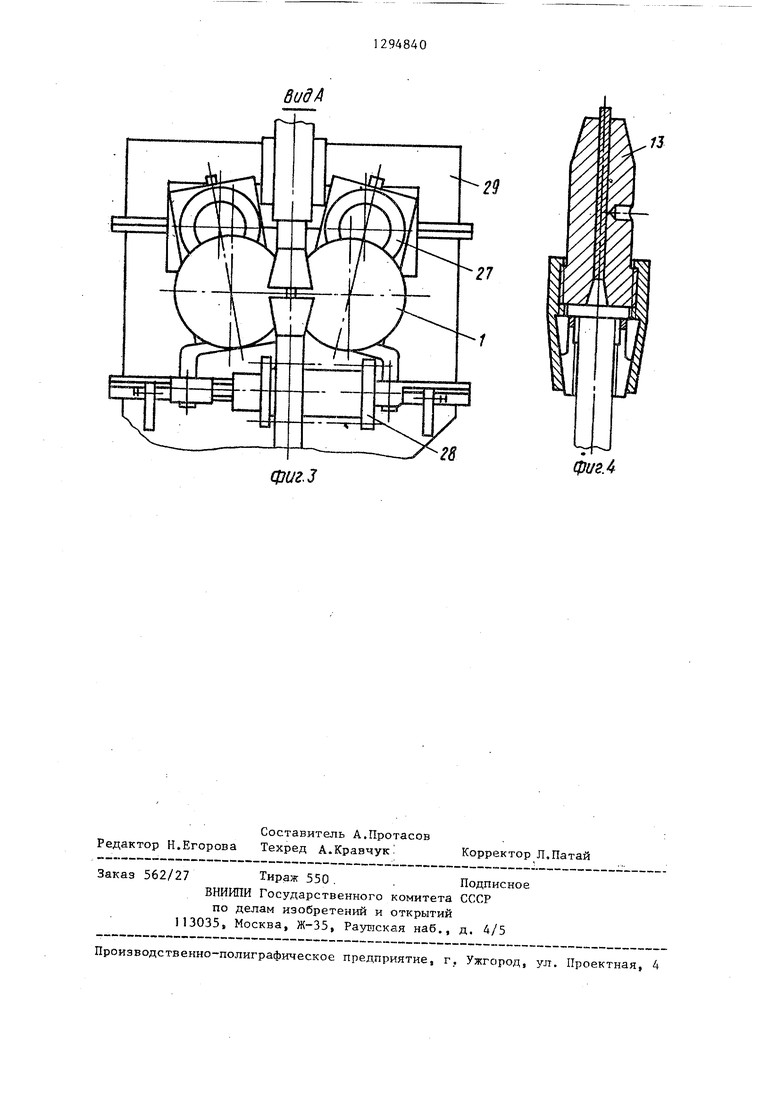
По оси 9 установлен цанговьй за- жим 13 для заправки провот оки. В верхний пояс 4 подковообразной направляющей 3 встроен отсекатель 14 проволоки. Цанговый зажим подвешен на канате 5, соединенном с приво- дом 16, Крайнее верхнее.положение зажима ограничено подпружиненной втулкой 7f установленной в корпусе 18.
Отсекатель 14 проволоки выполнен в виде рычага 19s соединенного с пневмоцилиндром 20 и установленного на оси 21.
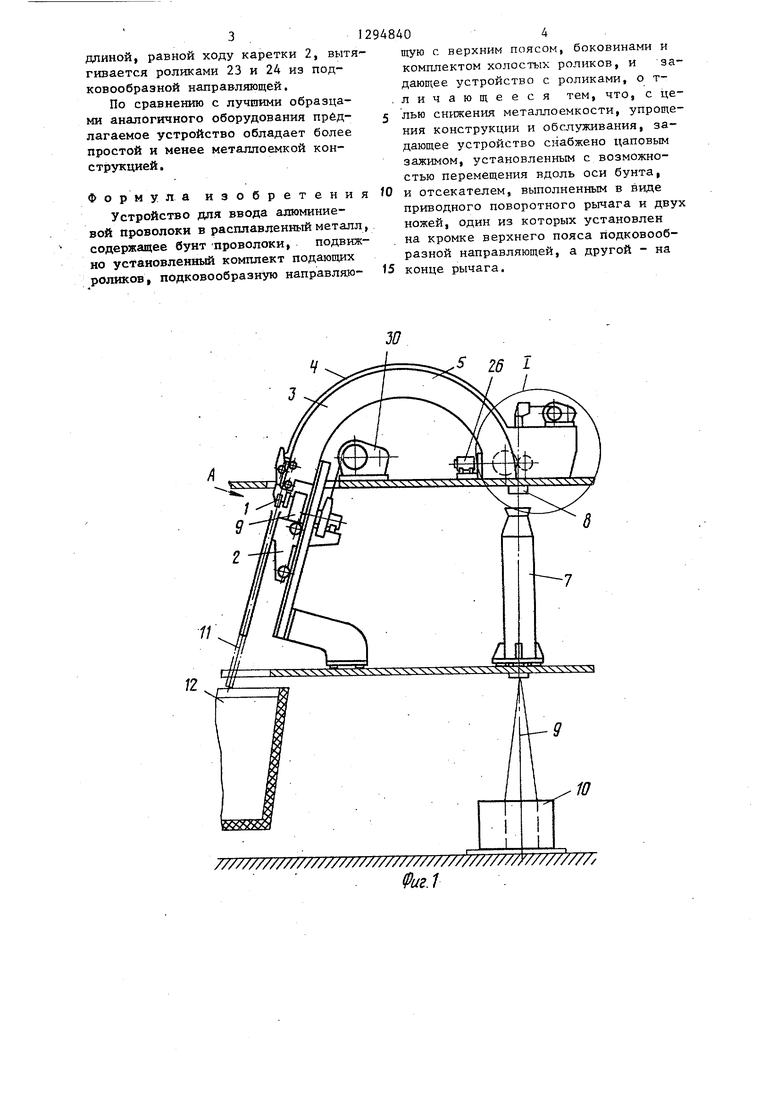
На верхнем конце рычага отсетсате- ля 14 и кромке верхнего пояса 4 под- к овообразной направляющей 3 установлены кожи 22 ,гщя обрезки проволоки, В нижней части направляющей 3 со стороны линии размотки установлены ролики 23 и 24, выполняющие функции задающих и одновременно мерительных роликов. Ролик 23 контактирует с при .жимным роликом 24, управляемым пнев- моциливдром 25, и снабжен приводом 2
Подающие ролики 1 установлены на валах Промежуточных редукторов 27, которые шарнирно связаны между собой 11невмоц1тиндром 28 и шарнирно закреплены на приводных валах редуктора 299 установленного на каретке 2, которая сопряжена с канатным приводом 30.
Устройство работает следующим образом.
После установки бунта 10 в позицию размотки проволоки цанговый зажим 13 на канате 15 приводом 16 опускают по оси 9 бунта 10 в крайнее нижнее положение, удобное для заведения проволоки в зажим 13, при этом прижимной ролик 24 пневмоцилиндром 25 отведен от мерительного ролика 23, а каретка 2 с разведенными пневмоцилиндром 28 подающими роликами 1 находится в верхнем положении.
Конец проволоки внутреннего витка бунта IО зажимают в цанговом зажиме 13 и при помощи привода 16 поднимают в крайнее верхнее положение, проводя внутри направляющей трубы 7, направляющей втулки 8 и между задающими роликами 23 и 24.
Крайнее верхнее положение зажима 13 ограничено подпрз жиненной втулкой 17,, установленной внутри корпуса 18, Роликом 24 при помощи пневмоцилинд- ра 25 прижимают проволоку к ролику 23;, а затем проволока при повороте отсекатапя 11 ножами 22 отделяется от зажима 13 и отгибается в подковообразную направляю1Есу о 3,
Включением привода 26 проволока проталкивается по подковообразной направляющейS огибая ее криволиней- 1-й1й профиль J, а конец проходит между раэведенньши подающ1 ми 1 . Подающие ролики 1 пневмоцилиндром 28 зазсимают конец проволоки, отключает- ся привод 26 мерительного ролика 23. Каретка 2 приводом 30 опускается в нижнее рабочее положение, протягивая проволоку через по,цковообразную направляющую и продолжая вытягивать внутренние витки бунта. 10, Холостые ролики 6 при этом снижают усилие протягивания проволоки через направляющую за счет исключения трения скольжения
Вращением подающих роликов 1 с выбранной в пределах 3-8 м/с скоростью проволока подается в сталераз- ливочный ковш 12„ Направляющая трубка 7 при этом ограничивает отклонение проволоки от оси 9 размотки. 1
После вьщачи заданной дозы алюминия s контролируемой мерительным роликом 23, в зависш-юсти от ,цлины проволоки каретка 2 возвращается в крс1йнее верхнее положение, одновре менно включается привод 26 на реверс проволоки со скоростью, обеспечивающей .натяжение проволоки в подковообразной направляющей, и проволока
длиной, равной ходу каретки 2, вытягивается роликами 23 и 24 из подковообразной направляющей.
По сравнению с лучшими образцами аналогичного оборудования предлагаемое устройство обладает более простой и менее металлоемкой конструкцией.
Формула изобретения
Устройство для ввода алюминиевой проволоки в расплавленный металл, содержащее бунт -проволоки, подвижно установленный комплект подающих роликов, подковообразную направляющую с верхним поясом, боковинами и комплектом холостых роликов, и дающее устройство с роликами, о
зат
лью снижения металлоемкости, упрощения конструкции и обслуживания, задающее устройство снабжено цаповым зажимом, установленным с возможностью перемещения вдоль оси бунта, и отсекателем, выполненным в виде приводного поворотного рьгчага и двух ножей, один из которых установлен на кромке верхнего пояса подковообразной направляющей, а другой - на конце рычага.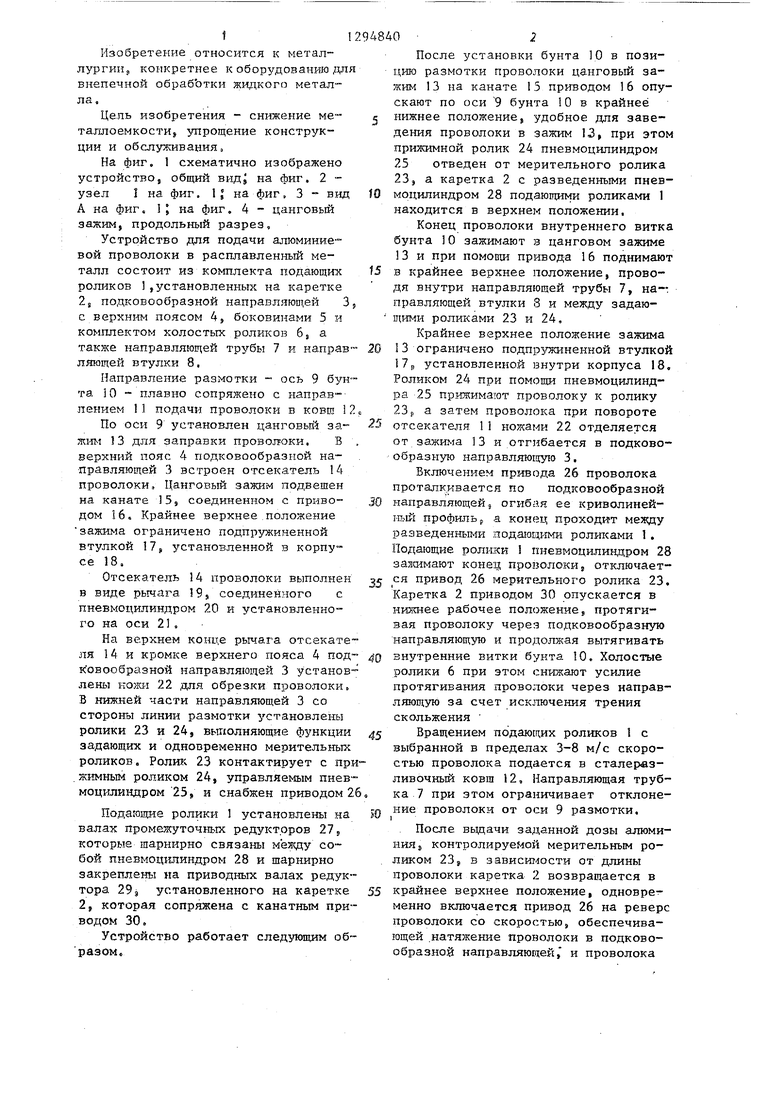
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1131907A1 |
| Устройство для ввода алюминиевой проволоки в расплавленный металл | 1985 |
|
SU1285015A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1989 |
|
SU1613496A1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Линия распаковки обвязанных кип | 1983 |
|
SU1122570A1 |
Изобретение относится к черной металлургии-, конкретно к оборудованию для внепечной обработки жидкого металла. Цель изобретения снижение металлоемкости, упрощение конструкции. Устройство отличается наличием цангового зажима 13, установленного с возможностью перемещения, и отсекателя 14, выполненного в виде приводного поворотного рычага и двух ножей 22. После установки бунта конец проволоки зажимают в цанговом зажиме 13 и поднимают в крайнее верхнее положение, после этого от- секателем I4 отделяют проволоку от зажатого конца и отгибают в направ- ляюп1ую 3, после чего задающими роликами 23, 24 проталкивают проволоку до подаюп1их роликов. Наличие подвижного цангового зажима 13 и отсекателя 14 позволяет упростить конструкцию и снизить ее металлоемкость за счет исключения ряда узлов.4 кл. I (ft « Ю ;& с N Й фаг.2
/2. Ж
26 1
////////////////////////////////////////////У/////////
Фиг.г
бидА
фиг.З
фиг. 4
Составитель А.Протасов Редактор Н.Егорова Техред А.Кравчук
Заказ 562/27 Тираж 550. . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/3
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Патай
| Устройство автоматического ввода алюминия в сталеразливочный ковш | 1977 |
|
SU652224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1131907A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
