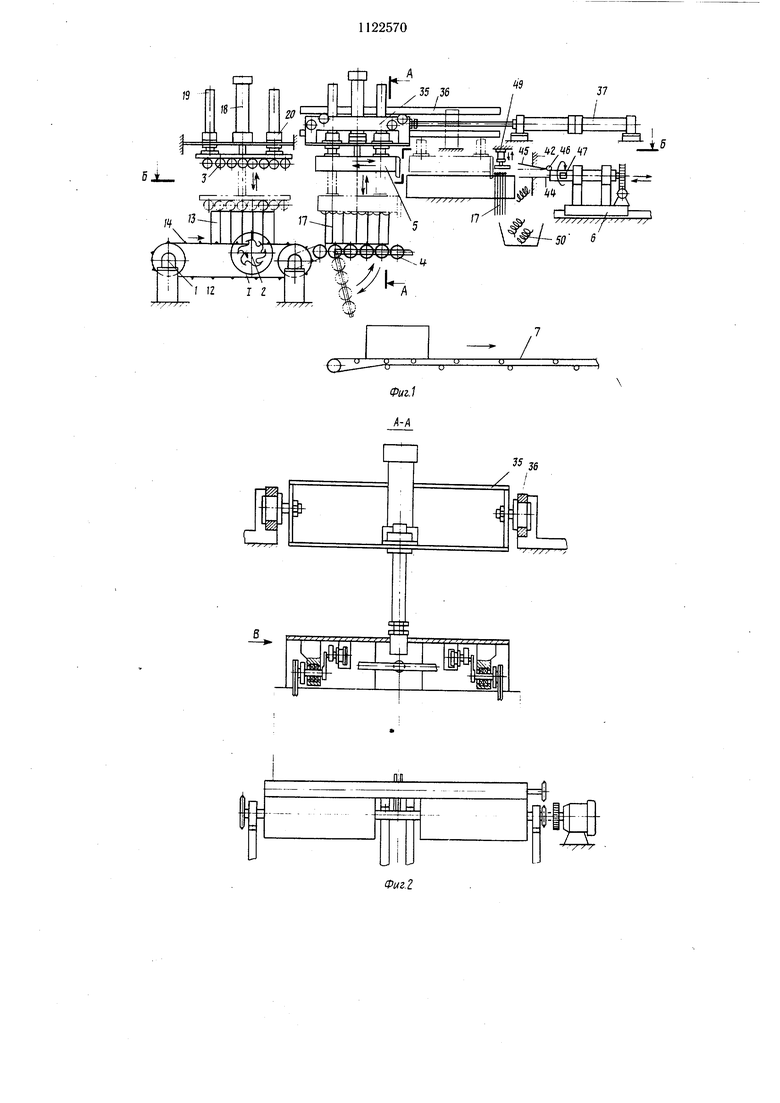
Изобретение относится к устройствам для распаковки упакованных грузов, а именно к линиям распаковки обвязанных кип. Известна линия распаковки обвязанных кип, содержащая подающий конвейер, механизм разрезания обвязочных насосов, механизм съема разрезанных обвязочных поясов и отводящий транспортер 1. Однако данная линия недостаточно надежна и имеет относительно невысокую производительность. Известна также линия распаковки обвязанных кип, содержащая подающий конвейер, режущее приспособление, механизм захвата и удаления обвязочных поясов, включающее приспособление для их сматывания в бунты с захватом на подвижном в горизонтальной плоскости валу 2. Однако известная линия также не обеспечивает высокой производительности и недостаточно надежна в работе. Цель изобретения - повыщение производительности и надежности линии распаковки обвязанных кип. Поставленная цель достигается тем, что линия распаковки обвязанных кип, содержащая подающий конвейер, режущее приспособление, механизм захвата и удаления обвязочных поясов, включающее приспособление для их сматывания в бунты с захватом на подвижном в горизонтальной плоскости валу, снабжена рольгангами, один из которых - прижимной, смонтирован над подающим конвейером, а другой - опрокидывающийся, смонтирован консольно на выходе с него, отводящим транспортером, расположенным под опрокидывающимся рольгангом и упором для сброса бунтов, вал приспособления для сматывания выполнен полым, его захват - в виде двух губок, одна из которых закреплена на валу жестко, а другая - шарнирно и соединена с приводом, помещенным в полости вала, механизм захвата и удаления обвязочных поясов состоит из оснащенной направляющими и подвижной в вертикальной и горизонтальной плоскостях плиты с закрепленными на ней двумя рядами попарно находящихся в зацеплении щестерен, на оси каждой из которых укреплен изогнутый зуб, установленной на направляющих плиты каретки с закрепленными на ее боковых сторонах тягами, соединенными с одной из шестерен каждой пары и шарнирным сталкивателем, опирающимся на пальцы, укрепленные на плите, а также размещенных перед приспособлением для скручивания направляющих с площадками со стороны полого вала и смонтированных над ними прижимами, при этом подающий конвейер и.меет параллельно расположенные грузонесущие полотна, а режущее приспособление размещено между ними и выполнено в виде двух прилегающих соосно установленных с возможностью вращения ВО взаимно противоположных направлениях фрез с криволинейными зубьями, режущие кромйи которых образованы пересечением передней и торцовой поверхности, причем режущие кромки одной фрезы сориентированы навстречу режущим кромкам другой. На фиг. 1 показана линия распаковки обвязанных кип, общий вид; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - то же, разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 4; на фиг. 6 - узел I на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 7. Линия распаковки обвязанных кип волокнистого материала содержит подающий конвейер 1 для упакованных кип, режущее приспособление 2 для обвязочных проволочных поясов, прижимной 3 и опрокидывающийся 4 рольганг, механизм 5 захвата и удаления разрезанных обвязочных проволочных поясов с кипы с приспособлением 6 для их сматывания в бунты и отводящий транспортер 7 для распакованных кип. Режущее приспособление 2 для разрезания проволочных поясов состоит из привода 8, шестеренной передачи 9 и двух фрез 10, имеющих индивидуальные оси 11. Фрезы 10 установлены соосно на небольшом расстоянии друг от друга в промежутке между полотнами 12 подающего конвейера 1 для упакованных кип. Для предотвращения проскальзывания кипы 13 полотна 12 подающего конвейера 1 снабжены шипами 14. Зубья 15 фрезы 10 имеют режущую кромку 16, образованную пересечением передней и торцовой поверхностей фрезы 10, Фрезы 10 установлены таким образом, что режущие кромки 16 одной фрезы сориентированы навстречу режущим кромкам 16 другой. Для исключения подъема кипы 13 во время разрезания обвязочных проволочных поясов 17 служит прижимной рольганг 3, который имеет пневмоцилиндр 18 и направляющие 19, установленные во втулках 20. После подающего конвейера для упаковки кип расположен опрокидывающийся рольганг 4. Над ним смонтирован механизм захвата и удаления разрезанных обвязочных проволочных поясов с кипы, выполненный в виде плиты 21, на которой установлены два ряда пар зацепленных шестерен 22, к оси каждой из которых прикреплен изогнутый зуб 23 и тележки 24. Ролики 25 тележки 24 установлены в направляющих 26 плиты 21, и она соединена с пневмоцилиндром 27. На боковых сторонах 28 тележки 24 смонтированы тяги 29, связанные с одной из щестерен 22 каждой пары, и шарнирно установлен сталкиватель 30, опирающийся на пальцы 31, закрепленные на плите 21, Плита 21 имеет направляющие 32, установленные во втулках 33, и соединена с пневмоцилиндром 34, который в свою очередь укреплен
на каретке 35, перемещаемой по направляющим 36 пневмоцилиндром 37.
Приспособление 6 для сматывания обвязочных поясов состоит из привода 38, шестеренной передачи 39, полого вала 40 с захватом 41, упора 42 для срабатывания проволочных бунтов и направляющих 43 для разрезанных обвязочных проволочных поясов. Нижняя губа 44 захвата 41 неподвижна, а верхняя губа 45 установлена на оси 46 и связана с приводом 47, расположенным внутри полого вала 40. Направляющие 43 для проволочных поясов имеют площадки 48, над которыми установлены зажимы 49 для проволоки.
Линия распаковки обвязанных кип работает следующим образом.
При вхождении упакованной кипы 13 в зону резания на нее опускается прижимной рольганг 3. Одновременно включается привод 8 режущего приспособления 2. Зубья 15 фрез 10, вращающихся в противоположных направлениях, захватывают и разрезают проволоку. При этом изогнутая форма зубьев 15 исключает выскальзывание проволоки при разрезании.
С подающего конвейера 1 кипа 13 поступает на опрокидывающийся рольганг 4. Затем включается пневмоцилиндр 34 механизма захвата и удаления разрезанных проволочных поясов и опускает плиту 21 на кипу 13. Пневмоцнлиндром 27 тележка 24 перемещается по направляющим 26, при этом смонтированные на ее боковых сторонах 28 тяги 29 приводят в движение одиу из щестерен 22 каждой пары. При вращении зацепленных щестерен .22 прикрепленные к их осям зубья 23 движутся навстречу друг другу, захватывая разрезанные обвязочные проволочные пояса 17. Посредством пневмоЩ1линдров 34 и 37 плита 21 с проволочными поясами 17 поднимается вверх и перемещается в горизонтальном направлении.
После захвата и подъема проволоки опрокидывающийся рольганг 4 поворачивается вокруг оси в вертикальной плоскости. Кипа 13, освобожденная от проволоки, соскальзывает по рольгангу 4 на отводящий транспортер 7 и перемещается для дальнейщей обработки, а рольганг 4 возвращается в неходное положение.
При остановке плиты 24 над направляющими 43 приспособления 6 для сматывания в бунты обвязочных поясов, шток пневмоцилиндра 27, двигаясь в обратном направлении, приводит в движение тележку 24, зубья 23 расходятся в разные стороны и отпускают проволочные пояса 17, которые зависают на направляющих 43. При этом захваченное вместе с проволокой волокнистое сырье падает на транспортер 7. Во время движения плиты 21 с новой партией проволочных поясов 17 над направляющими 43 вступает в действие сталкиватель 30, который при схождении зубьев 23 опускается, а при расхожденни поднимается. Сталкиватель 30 сдвигает пояса 17 предыдущей партии на площадки 48, причем пальцы 31 препятствуют его смещению назад. Подъем сталкивателя 30 необходим для исключения зацепления поясов 17 последней партии при возврате плиты в начальное положение. После ухода плиты 21 привод 38 вместе с щестеренной передачей 39 и полым валом 40 перемещают к направляющим 43 таким образом, чтобы в промежуток между параллельными губами 44 и 45 захвата 41 попали расположенные на площадках проволочные пояса 17. Затем прн помощи зажимов 49 проволоку прижимают к площадкам 48 и включают привод 38. Проволока движется под зажимами 49 и скручивается в бунт 50. Благодаря зажимам 49 скручивание происходит равномерно, кроме того, не болтаются длинные концы проволоки. По окончании скручивания для облегчения съема бунта 50 включают привод 47 и сближают губы 44 и 45, при этом промежуток между губами остается достаточным для свободного выхода проволоки. Потом отводят от направляющих 43 вал 40 с приводом 38. Дойдя до упора 4 бунт 50 останавливается, снимается с захвата 41 и падает в тару.
Зажим разрезанных проволочных обвязочных поясов зубьями механизма захвата и последующее опускание кипы вниз по опрокидывающемуся рольгангу обеспечивают надежное отделение проволоки от кипы. За счет формы и взаимного расположения зубьев достигается захват всех обвязочных проволочных поясов кипы без исключения. Это позволяет повысить надежность линии распаковки обвязанных кип при использовании изобретения. Повыщается .также производительность распаковки, так как технологическое время работы составляющих линию узлов и механизмов перекрывается и простои исключены. Процесс распаковки имеет непрерывный характер. РФрХЬфф - - т 12 Г Z С Г. AUII h .-

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распаковки кип волокнистого материала от проволочных поясов | 1987 |
|
SU1452748A1 |
| Устройство для обвязки изделий проволокой | 1985 |
|
SU1261843A1 |
| Установка для распаковки кип хлопка, упакованных в текстильную тару | 1989 |
|
SU1613385A1 |
| Устройство для снятия обвязочных поясов с кип | 1990 |
|
SU1747325A1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1377206A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Проволочная моталка | 1982 |
|
SU1140847A1 |
| Устройство для скручивания концов обвязочной проволоки | 1983 |
|
SU1111947A1 |
| Устройство для удаления связывающей проволоки с кип | 1986 |
|
SU1535374A3 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |


ЛИНИЯ РАСПАКОВКИ ОБВЯЗАННЫХ КИП, содержащая подающий конвейер, режущее приспособление, механизм захвата и удаления обвязочных поясов, включающее приспособление для их сматывания в бунты с захватом на подвижном в горизонтальной плоскости валу, отличающаяся тем, что, с целью повыщения производительности и надежности, она снабжена рольгангами, один из которых - прижимной, смонтирован над подающим конвейером, а другой - опрокидывающийся, смонтирован консольно на выходе с него, отводящим транспортером, расположенным под опрокидывающимся рольгангом и упором для сброса бунтов, вал приспособления для сматывания выполнен полым, его захват - в виде двух губок, одна из которых закреплена на валу жестко, а другая - шарнирно и соединена с приводом, помещенным в полости вала, механизм захвата и удаления обвязочных поясов состоит из оснащенной направляющими и подвижной в вертикальной и горизонтальной плоскостях плиты с закрепленными на ней двумя рядами попарно находящихся в зацеплении щестерен, на оси каждой из которых укреплен изогнутый зуб, установленной на направляющих плиты каретки с закрепленными на ее боковых сторонах тягами, соединенными с одной из щестерен каждой пары и щарнирным сталкивателем, опирающимся на пальцы, укрепленные на плите, а также размещенных перед приспособлением для скручивания направляющих с площадками со стороны полого вала и смонтированных над ними прижимами, при этом подающий конвейер имеет (Л параллельно расположенные грузонесущие полотна, а режущее приспособление размещено между ними и выполнено в виде двух прилегающих соосно установленных с возможностью вращения во взаимно противоположных направлениях фрез с криволинейными зубьями, режущие кромки которых образованы пересечением передней и торцоГчЭ вой поверхностей, причем режущие кромки го ел одной фрезы сориентированы навстречу режущим кромкам д ругой.
п:п
rt
НИН
II
Т
3
Фмг.З 15 JLiA 15
I /
Фиг. 6
Ф1/1г,.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для съема вязальной проволоки с кипы | 1977 |
|
SU738960A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МНОГОЭЛЕМЕНТНЫЙ ФОТОДАТЧИК И УСТРОЙСТВО РЕГИСТРАЦИИ ИЗОБРАЖЕНИЯ | 2009 |
|
RU2417436C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
