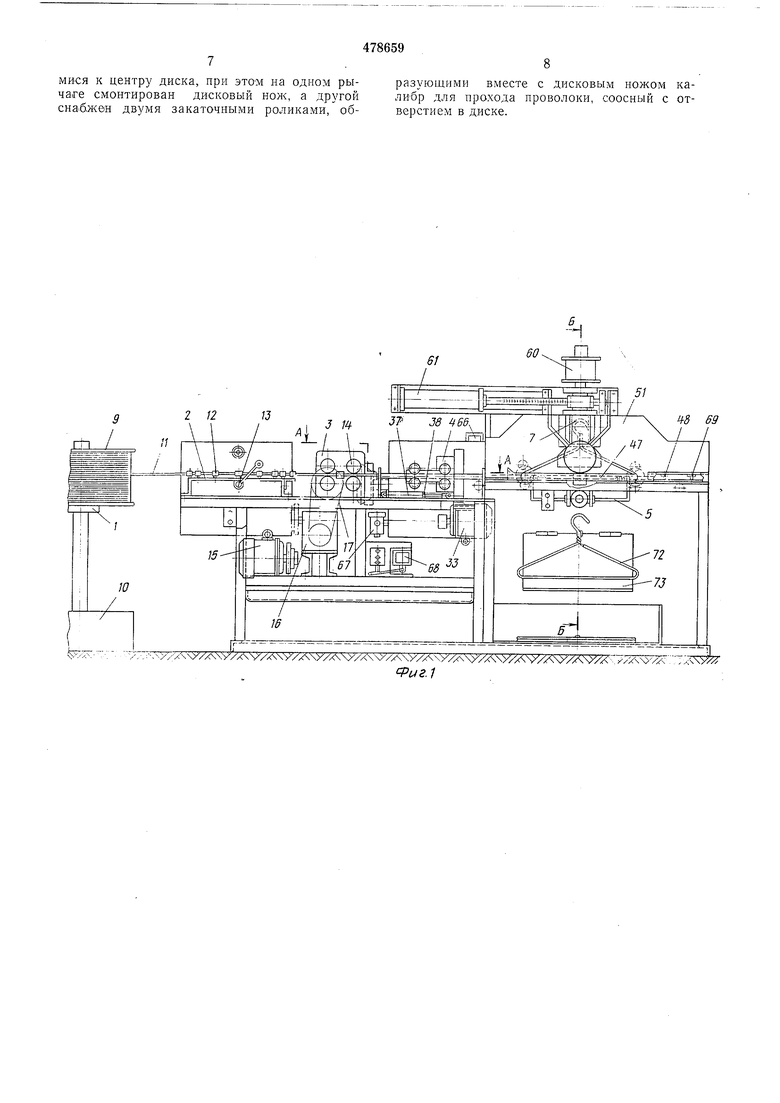
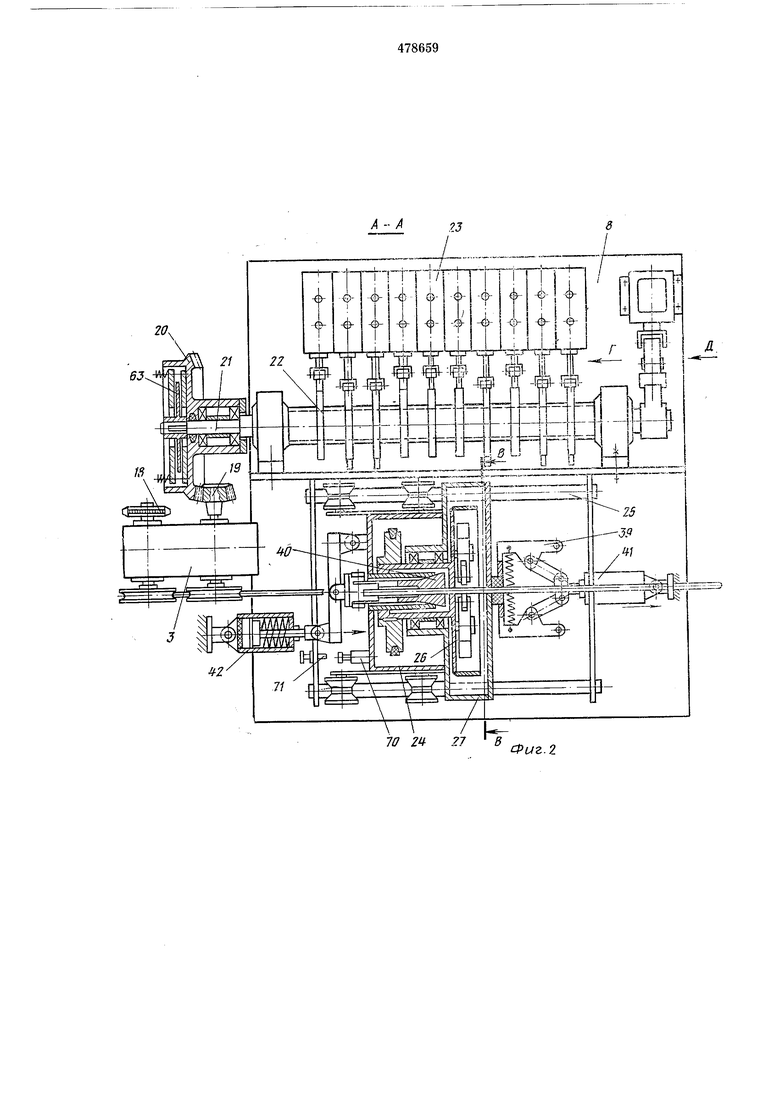
Изобретение относится к производству нзделий из проволоки лутем ее гибки, например вешалок для хранения одежды. Известны автоматы для изготовления из проволоки изделий сложной формы, содержащие закрепленные .на станине и кинематически связанные между собой механизмы подачи проволоки, правки ее, резки на заготовки, а также гибочный механизм и механизм закрутки. С целью увеличения производительности и повышения качества изделий в предлагаемом автомате механизм резки выполнен в виде .подвижной вдоль оси подачи проволоки каретки, на которой установлены два зажима для проволоки и расположенный между ними вращаюш,ийся от индивидуального привода диск с вьшолненным в нем нейтральным отверстием для прохода Проволоки и разменденными на его поверхности двумя новоротными на диаметрально расположенных осях подпружиненными рычагами, сходящимися к центру диска, При этом на одном рычаге смонтирован дисковый нож, а другой снабжен двумя закаточными роликами, образуюш,ими вместе с дисковым ножом калибр для прохода проволоки, соосный с отверстием диска. На фиг. 1 изображен описываемый автомат, обш,ий вид; на фит. 2-разрез ио А-А на фиг. 1; на фиг. 3 - разрез но Б-Б на фиг. 1; на фиг. 4 - гибочный механизм; на фиг. 5 - разрез по В-В на фиг. 2; на фиг. 6 - вид .по стрелке Г на фиг. 2; на фиг. 7 - вид по стрелке Д на фиг. 2; на фиг. 8- разрез ио Е-Е на фиг. 3. Автомат состоит из механизма 1 размотки бунта проволоки, механизмов правки 2, подачи 3 и резки 4 Проволоки на заготовки, механизма 5 направления заготовок, механизма 6 гибки, механизма 7 закрутки концов заготовки, золотникового распределительного устройства 8 и электрооборудования. Механизм 1 для размотки бунта содержит шпулю 9, установленную на подшипниках на вертикальной оси в станине 10. Шпуля для центровки бунта выполнена в виде направляющего конуса, верхний диск ее съемный для удобства установки бунта и его закрепления. Механизм 2 правки проволоки 11 .представляет собой два ряда профилированных роликов 12, смонтированных на подвижной и неподвижной плитах. Все ролики имеют самостоятельную регулировку для настройки и установлены на вертнкальных осях вращения. Подвижную нлиту устройства можно отводить винтом 13 для облегчения заправки проволоки.
Механизм 3 для подачи проволоки 11 состоит из двух пар тянущих роликов 14. Валы их соединены шестернями. Ролики 14 профилированы и имеют индивидуальный лоджим, который может регулироваться. Ролики вращаются электромотором 15 через червячный редуктор 16 и цепную передачу 17. На конце одного из валов тянущих роликов 14 установлена звездочка 18 для цепной передачи привода, а на другом валу - коническая шестерня 19 для передачи движения на коническое колесо 20 распределительного вала 21 с кулачками 22, взаимодействующими с золотниками 23 пневмоцилиндров распределительного устройства 8.
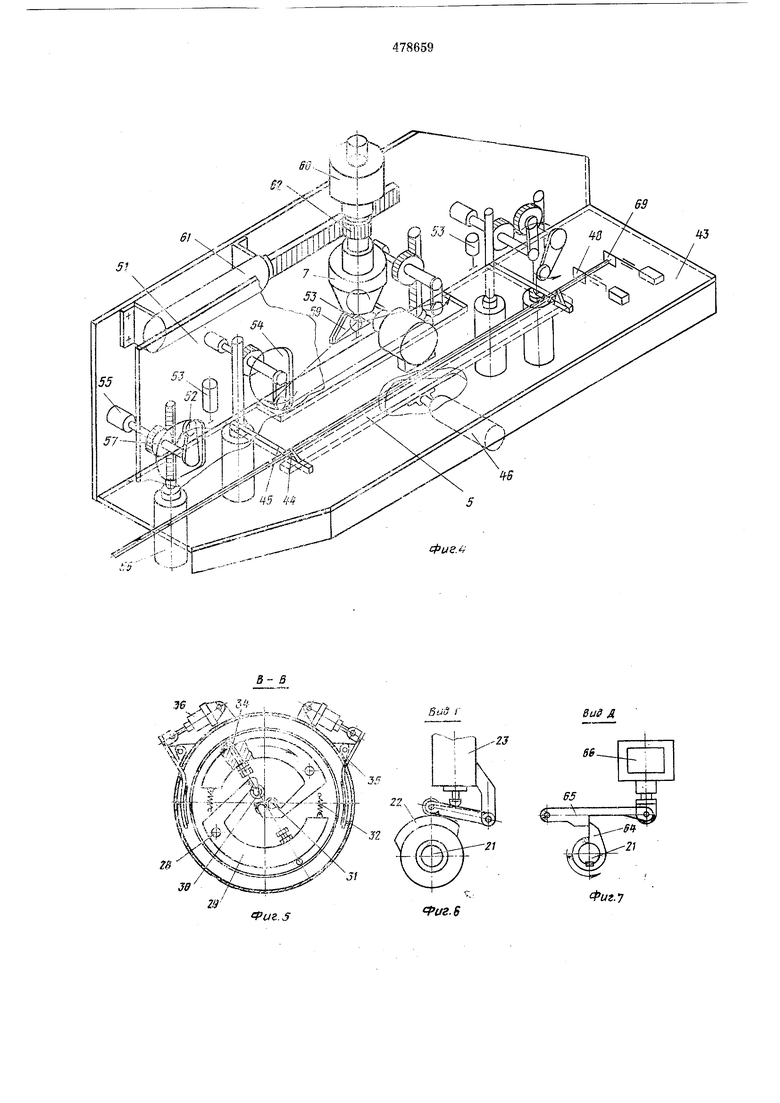
Для мерной отрезки заготовок и обработки их концов автомат снабжен механизмом 4 резки в виде каретки 24, установленной на направляющих 25. К каретке прикреплен диск 26 с корпусом 27. На диске шарнирно на осях 28 установлены два рычага 29. Один рычат оканчивается дисковым ножом 30, а другой - двумя закаточными роликами 31. Концы рычагов, снабженные роликами, направлены к центру диска 26, где через отверстие движется проволока 11. Нротивололожные концы рычагов имеют большую массу и оттягиваются пружинами 32.
Диск 26 установлен в корпусе 27 на шарикоподшипниках и приводится во вращение индивидуальным электромотором 33. При вращении диска возникает центробежная сила, которая поворачивает рычаги вокруг осей 28 и прижимает нож 30 и ролики З обоих рычагов к проволоке в месте реза. Вращаясь вместе с диском вокруг проволоки, они отрезают заготовку и закатывают ее концы. При остановке диска центробежная сила исчезает и рычаги пружинками 32 возвращаются в исходное положение, давая возможность проволоке свободно проходить через центральное отверстие диска до начала нового цикла резки.
Рабочий ход рычагов регулируется болтами 34. Для быстрого затормаживания диска после отреза заготовки он снабжен двумя колодочными тормозами 35, срабатывающими от пневмоцилиндров 36. Возвратно-лоступательное движение каретка 24 получает от дифференциального пневмоцилиндра 37, шток которого прикреплен к каретке 24, а корпус - к станине. Штоковая полость дифференциального пневмоцилиндра пастоянно сообщена с сетью сжатого воздуха для обеспечения различных усилий холостого и рабочего хода каретки 24.
На передней крыщ,ке дифференциального пневмоцилиндра 37 расположена гайка 38 для регулирования длины отрезаемой заго товки посредством регулирования хода каретки.
Для зажима заготовки во время реза по обеим сторонам диска 26 расположены пневматические зажимы 30 и 40, срабатывающие от пневмоцилиндров 41 и 42.
Дифференциальный пневмоцилиндр 37, пневмоцилиндры 36 тормозов 36, пневмоцилиндры 41 и 42 зажимов включаются одним золотником.
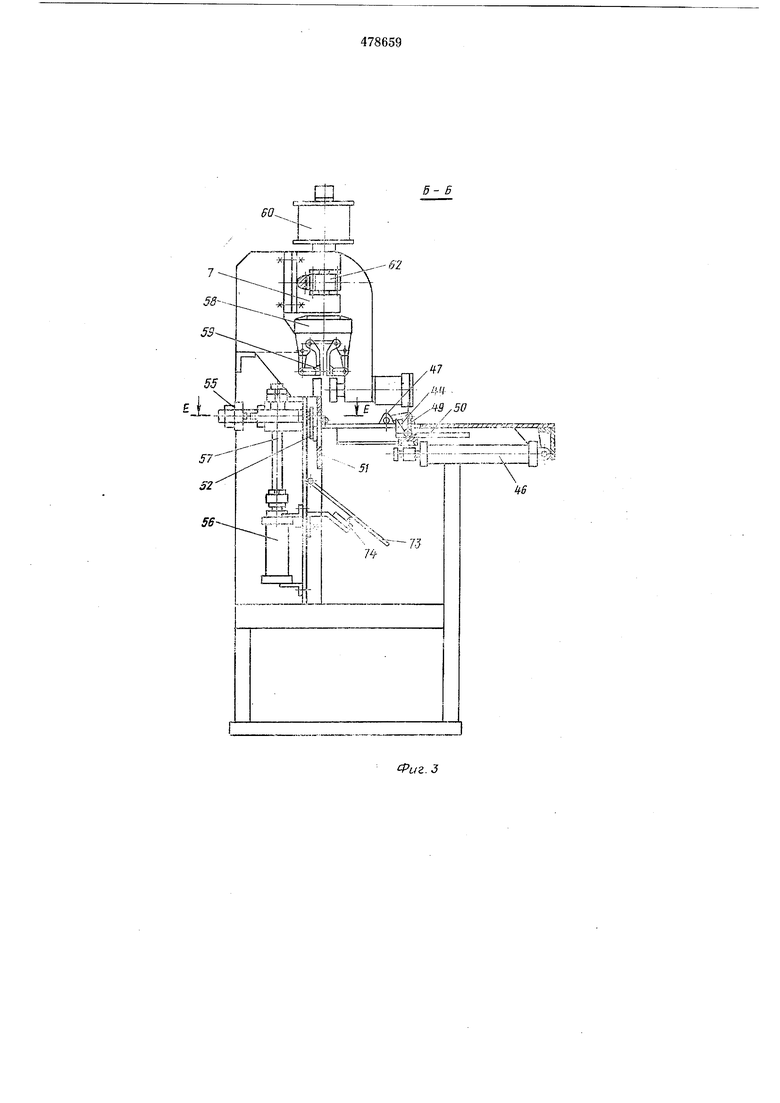
5 Для подачи мерной заготовки в механизм 6 гибки под рабочей плитой 43 автомата установлен механизм 5 направления заготовки, снабженный двумя выступами 44, проходящими в прорезь 45 (Плиты 43 и выступающими над ее поверхностью. Механизм направления заготовок соединен со щтоком пневмоцилиндра 46.
Над плитой 43 щарнирно укреплен направляющий желоб 47, сужающийся к выходному концу, служащий для направления заготовки с микровыключателям 48. Рычаг 49 желоба 47 взаимодействует при движении щтока пневмоцилиндра с кулачком 50, укрепленным на нем, и может приподнимать
0 желоб над плитой, освобождая заготовку.
Выступы 44 механизма направления, которые возвыщаются над поверхностью плиты, при своем движении перемещают заготовку к вертикальной плите 51 гибочного механизма 6 в плоскость движения гибочных роликов 52,
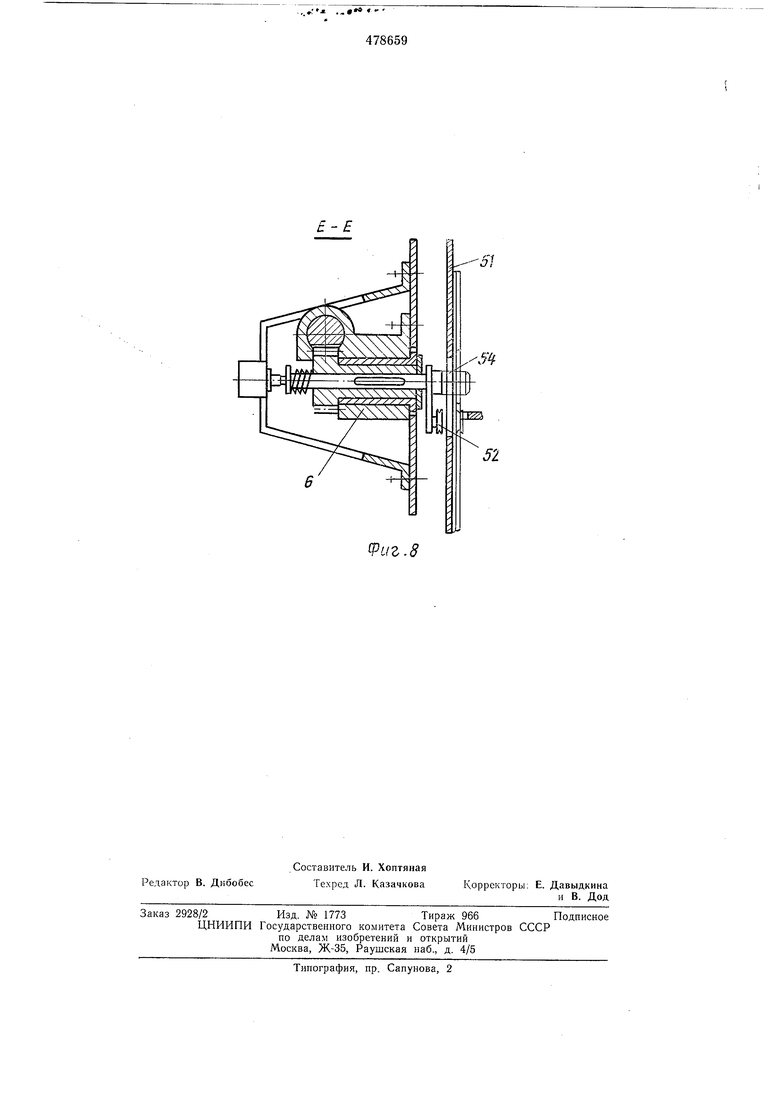
Механизм гибки представляет собой смонтированные на плите 51 пневматические прижимы 53 и приводные гибочные ролики 52.
0 Гибочные ролики 52 расположены в вырезах вертикальной плиты 54 и могут перемещаться по радиусу вокруг своей оси, а также вдоль оси. Ролики 52 движутся по радиусу, когда они выступают над поверхностью вертикальной плиты при гибке заготовки, а вдоль оси - по окончании гибки с целью освобождения изделия, при этом ролики уда ляются за поверхность плиты. Осевое движение роликов осуществляется индивидуальными пневмоцилиндрами 55, движение ло радиусу - пневмоцилиндрами 56 через передачу рейка - шестерня 57.
При гибке заготовка удерживается тремя прил имами 53 с пневмоцилиндрами. Сред5 НИИ прижим удерживает заготовку во время гиоки и наносит клеймо на изделие.
На вертикальной плите 51 установлен и механизм 7 закрутки концов изделия. Он содержит захват 58 из двух фасонных губок 59 с канавками для помещения сформированной заготовки, через систему рычагов соединенных с вертикальным пневмоцилиндром 60 для сжатия и разжатия губок захвата. Губки 59 вместе со штоком могут поворачиваться на полтора оборота вокруг вертикальной оси пневмоцилиндром 61 через передачу рейка - щестерня 62.
Все пневматические цилиндры срабатывают от распределительного золотникового устройства 8, представляющего собой группу одинаковых золотников 23, расноложенных на одной плите. Перпендикулярно штокам золотников установлен вал 21 с кулачками
22, расположенными в определенном порядке и взаимодействующими со штоками золотников 23.
На одном конце вала 21 установлено зубчатое коническое колесо 20, входящее в зацепление с щестерней 19 механизма подачи, соединенного с валом 21 через дисковую фрикционную муфту 63, а на другом конце его зуб 64, который через каждый oi6opoT упирается в выступ рычага 65, соединенного с электромагнитом 66.
Благодаря этому вал 21 золотникового распределительного устройства 8 вращается периодически: за один цикл соверщает один оборот, а остальное время, равное 3-4 сек, стоит до начала нового цикла.
Смазка всех золотников и пневмоцилиндров производится автоматической масленкой 67 с потоком сжатого воздуха.
Проволочный бунт устанавли1вается на центрирующий конус шпули 9 и закрепляется сверху съемным диском. Проволока 11 из бунта заводится в механизм 2 правки и конец ее вставляется между роликами механизма 3 подачи, который подает отрихтованную проволоку через зажимы 39, 40 механизма 4 резки.
В это время механизм резки находится в исходном Положении, т. е. зажимы ©го разжаты и могут свободно пропускать проволОКу. Продолжая двигаться, проволока из механизма 4 резки проволоки на заготовки попадает в желоб 47, который направляет ее к микровыключателю 48.
При подходе к микровыключателю проволока нал имает концом на его рычаг и включает электромагнит 68 механизма 4 резки, соединенный с золотником управления всеми пневмоцилиндрами этого механизма. Воздух из пиевмоцилиндров 41 и 42 зажимов выходит в атмосферу, губки зажимов 39 и 40 под действием пружин захватывают проволоку И. Одновременно сжатый воздух подается в порщневую полость дифференциального пневмоцилиндра 37, который помогает передвигать проволоку. В это же время включается электромотор ЗЗ механизма резки 4, Приводя во вращение диск 26 и расположенные на нем рычаги 29 с ножом 30 и закаточными роликами 31. При этом отрезается заготовка с одновременной закаткой ее конца.
Продолжая движение, заготовка нажимает на рычаг второго микровыключателя 69, который отключает электродвигатель 33 механизма резки, электромагнит 68 и включает электромагнит 66, освобождающий вал 21 распределительного золотникового устройства 8. В этот момент срабатывают пневмоцилиндры 36 колодочных тормозов, затормаживая диок 26 и пневмоцилиндры 41, 42 зажиМов 39, 40 механизма резки, освобождая проволоку.
Воздух из (порщневой полости дифференциального пневмоцилиндра 37 выходит в атмосферу через золотник и возвращает механизм резки 4 в исходное ПОЛОЖРИИР., Исходнее Положение механизма резки ограничивается регулировочной гайкой 38, установленной на передней крыщке дифференциального яневмоцилкидра 37. В исходном положении механизма резки 4 промежуточный золотник 70, установленный на его корпусе, упирается своим щтоком в регулировочный виит 71, установленный на станине, перекрывает доступ сжатого воздуха к пневмоцилиндрам колодочных тормозов и соединяет их полости с атмосферой.
Начав вращаться, распределительный вал 21 золотникового устройства 8 включает золотник пневмоцилиндра 46 механизма 5 направления заготовки к механизму 6 гибки. При начальном движении штока пневмоиилиндра 46 рычаг 49 направляющего желоба 47 взаимодействует с кулачком 50 механизма 5 направления заготовки, поднимает направляющий желоб, освобождая заготовку, и выступы 44 подают заготовку к механизму 6 гибки. Выступы 44 удерживают заготовку до тех пор, пока губки пневматических прижимов 53 механизма гибки не зажмут заготовку, после чего механизм 5 направления заготовок возвращается в исходное положение на поверхность стола.
После этого в определенной последовательности начинают работать гибочные ролики 52, загибая концы заготовки по заданному профилю и подводя их в губки 59 механизма 7 закрутки.
Затем происходит общий зажим всей заготовки и отдельный зажим концов, подлежащих закручиванию губками 59 механизма закрутки. Затем губки делают полтора оборота, скрепляя за,кручиванием концы заготовки.
Изделие готово. Гибочные ролики 52 пневмоцилиндрами 55 опускаются за пределы плиты 51. Все прижимы 53 разжимаются - готовое изделие 72 по наклонной плоскости 73, соединенной с аварийным микровыключателем 74, подают в приемный ящик.
Предмет изОбретения
Автомат для изготовления из проволоки изделий различной конфигурации, содержащий закрепленные на станине и кинематически связанные между собой механизмы подачи проволоки, правки ее, резки на заготовки, а также механизмы гибки и закрутки, отличающийся тем, что, с целью увеличения производительности и повышения качества изделий, механизм резки выполнен в виде подвижной вдоль оси подачи проволоки каретки, на которой установлены два зажима для проволоки и расположенный между ними вращающийся от индивидуального привода диск с выполненным в нем центральным отверстием для прохода проволоки и размещенными на его поверхности двумя поворотными на диаметрально расположенных осях подпружиненными рычагами, сходящи7. мися к центру диска, при этОМ на одном рычаге смонтирован дисковый нож, а другой снабжен двумя закаточными роликами, об8разующими вместе с дисковым ножом калибр для прохода проволоки, соосный с отверстием в диске.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат Федосеева для изготовления цепей | 1982 |
|
SU1224086A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
r-//--. , / Y// Т 70 24 27 Фиг.2
,.. .-Jbqd-
606- Б
Фиг. 3 ,. /fy i :W-::W .i..VS W . i/ ч; ... /МЯ/ X .y 5 :::iii ffje.s Jug.
..,: ., «-
478659
j/
Viiz.S
