Производство -крупногабаритных деталей, В частности ,11онных, требует от прессового оборудования больших усиллй, оторые не мотут быть обеспечены известнЫМи прессами из-за недостаточной прочности их станин.
Отличительная особеиность описываемого мощного штамповочного гидравЛИчеокого пресса с рамной станиной, сосгояш,ей из отдельных плит, состоит в применении для скрепления плит в углах рамной станины двух валков и двух комплектоз и,или ндрнческихклиньев, совместно образующих предварительно напряженное тловое соединение, предотвращающее перемещение плит относительно одна другой при работе пресса, а также применение гидравлической опорына фупдамент средней рамы станины.
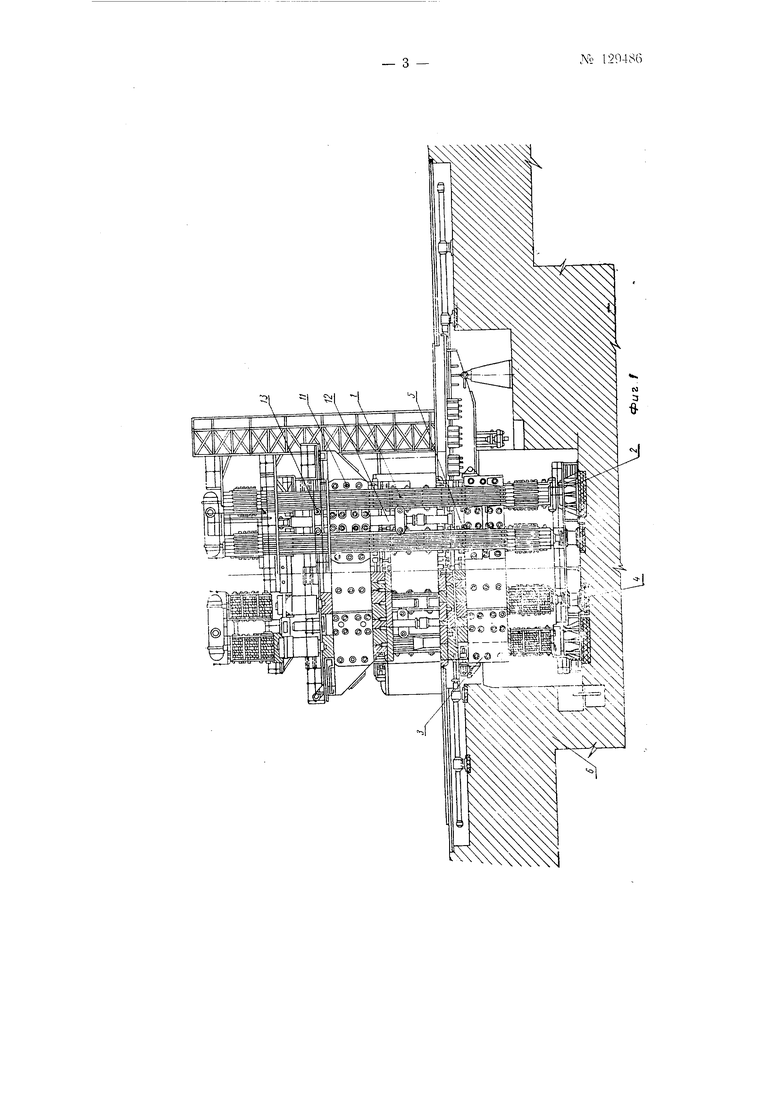
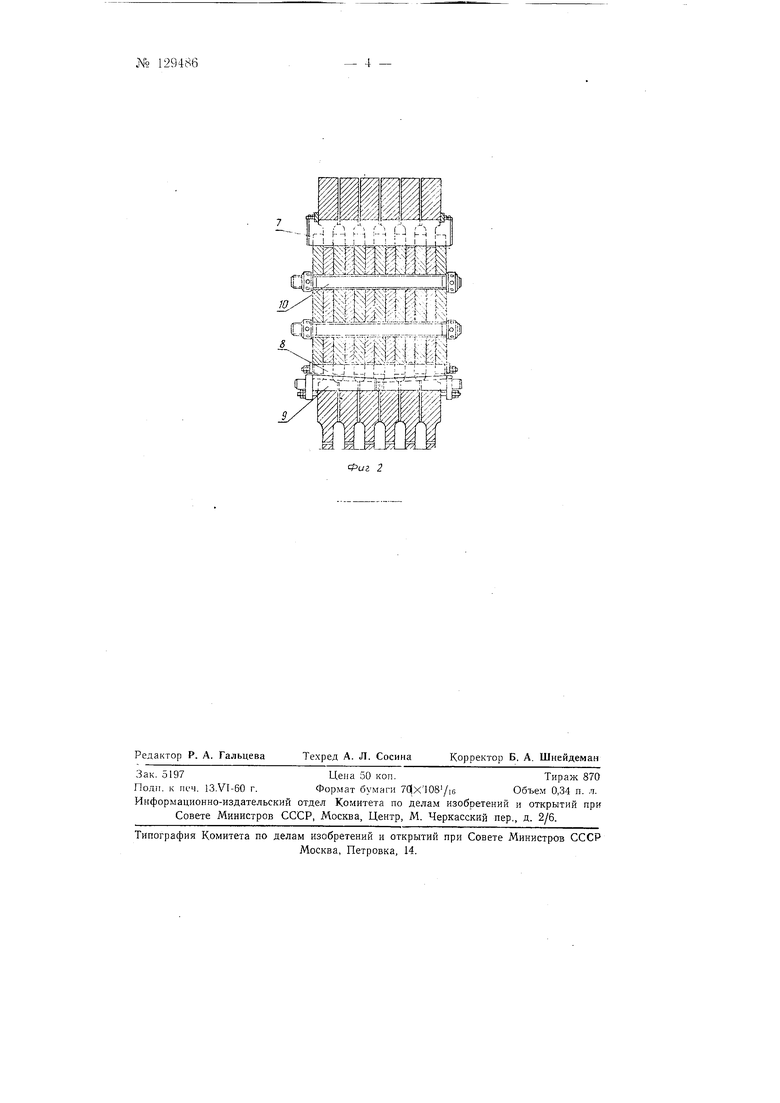
На фиг. 1 показан пресс, в обп.1,ем виде; на фиг. 2-узел крепления плит в углах рамной станины.
В качестве силовых элементов станины пресса применены четыре рамы ;, собираемые из прокатных плит. Пресс устанавливается на фундаментные опоры 2 четырьмя углалги крайиихрал. В связи с тем, что во время штамповки коротких деталей, -нижняя траверса 3 получает прогиб, применены гидравлические опоры 4 средних paNt 5 станины на фундамент 6.
В углах ра-м для восприятия основных нагрузок установлено по четыре цилиндрических валка, из которых два щалка (фиг 2) цельные, а два валка состоят из двух пар цилиндрических клиньев 8 и 9
№ 129486- 2 -
Применение нилиндричсскИХ к,1ИНьев дает возможность получить Предварительно напряженное утловое соедияение, предотвращающее перемещение пластин рамы относительно одна другой ири работе пресса. Помимо цилиндрических палксз. -восприяима ощих усилия, направленные параллельно плоскостям пластин, угловые соединения стягиваются в поперечнОМ направлении щпильками /0.
Подвижная TpaBiepca // (фиг. 1), состоящ.ая из прокатных пластин, имеет жестко с ней связанные четыре направляющие колонны 12, которые сваими концами входят в направляющие 13, укрен.тенные на вертикальных стойках силовых ра.
Для выравнивания подвижной траверсы пресса при эксцентричном нагружении, в системе управления прессом предусмот)ен механизм. (на фигурах не по:казан), который при перексюе подвижной траверсы воздействует на к.тапаны, питающие угловые рабочие цилиндры, снижая усилие на противоположном эксцентриситету конце траверсы.
Мощный щтамповочный гидравлический пресс может быть использован для изготовления крупногабарнтных и монолитньгх деталей из сплавов, применяемых в кснструкциях тяжелых самолетов.
Пред м е Т изобретен и я
I. Мощный щтамповочный гидравлический пресс с станиной, Состоящей из отдельных п;гит, с использованием устройства для выравнивания иодвижной траверсы при эксцентричных нагрузках, о тлИ чающийся тем, что, с целью повыщения прочности пресса, применены для с:крепленИ1я плит в углах рамной станины два валка и два «омплекта цилиидрических к.тиньев, совМестно образующих предварительно напряженное угловое соединение, предотвращающее перемещение плит относительно одна другой при работе пресса.
2. Пресс По п. 1, отличающийся тем, что, с це. компенсации упругих деформащий нижней траверсы, применена гидравлическая опора па фундамент средней рамы станины.
W7
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический пресс | 1981 |
|
SU963882A1 |
| Гидравлический пресс | 1988 |
|
SU1581601A1 |
| ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 2010 |
|
RU2566692C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| Механический пресс | 1973 |
|
SU564788A3 |
| ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 2010 |
|
RU2568549C2 |
| ПРЯМОЙ ПРИВОД ДЛЯ РОЛИКОВ, ВАЛКОВ И ЛЕБЕДОК В ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2018 |
|
RU2741604C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |