Группа изобретений относится к машиностроению, а именно, к гидравлическим многоэтажным прессам, и может быть использовано в деревообрабатывающей промышленности для изготовления и отделки древесных плит, фанеры, слоистых пластиков и т.д.
Известен гидравлический многоэтажный пресс, который имеет рамную конструкцию с нижним расположением рабочих цилиндров, а смыкание нагревательных плит происходит сверху вниз под их собственным весом при сбросе давления в подъемных цилиндрах. Пресс содержит основание в виде неподвижной станины, рабочие цилиндры, подвижную траверсу, которая лежит на плунжерах рабочих цилиндров, нагревательные плиты, упорные стойки, неподвижную плиту, верхнюю подвижную промежуточную плиту в виде траверсы, гидроцилиндры подъема, проставки с гидроцилиндрами перемещения. При этом нагревательные плиты развешаны с зазором на упорах, которые в свою очередь установлены на упорных стойках, прикрепленных к верхней подвижной промежуточной плите и должны иметь четыре типа размера для данной конкретной реализации. Верхняя подвижная промежуточная плита передвигается с помощью четырех гидроцилиндров подъема, в виде направляющих колонн. Проставки перемещаются по направляющим, установленным снизу верхней неподвижной плиты. Рабочие цилиндры установлены на нижней неподвижной плите, которая является станиной, стягивающей снизу силовую рамную секцию. См. описание к патенту RU №2294838 от 14.05.2005, опубл. 10.03.2007. Бюл. №7.
Установка пресса требует специального фундамента с заглублением, что приводит к увеличению стоимости пресса и ухудшению обслуживания элементов конструкции пресса, расположенных в заглубленной части. Сложная конструкция с использованием проставок и дополнительной плиты с направляющими усложняет конструкцию пресса и делает ее металлоемкой. Наличие упоров для развески плит, смонтированных на упорных стойках, прикрепленных к подвижной плите, может угрожать перекосом при перемещении плит. Установка минимум четырех гидроцилиндров подъема требует синхронности их работы, что снижает надежность работы их в системе смыкания - размыкания нагревательных плит. Наличие упорных стоек предполагает четыре типа размера нагревательных плит для данной конкретной реализации. Все это приводит к повышенному потреблению энергетических и других материальных ресурсов. Что в итоге приводит к повышению себестоимости выпускаемой продукции. Известен, принятый за прототип, гидравлический многоэтажный пресс, состоящий из станины с нижним расположением рабочих цилиндров, гидроцилиндров подъема, подвижной верхней плиты и подвижной нижней плиты, расположенной на плунжерах рабочих цилиндров, между которыми расположены нагревательные плиты. Пресс содержит траверсу, расположенную с двух сторон сверху на сферических наконечниках крышек гидроцилиндров подъема и распределитель нагрузки, расположенный на подвижной верхней плите и имеющий выступы, выходящие за пределы ее поперечных габаритов и входящие в отверстия захватов с рычагами, которые при помощи шарнирного соединения по вертикали расположены на станине между выступами основания, количество которых соответствует количеству силовых цилиндров. Два гидроцилиндра подъема штоками подвешены сверху к перекладинам силовых стоек, которые снизу расположены на одном уровне с основанием, за пределами поперечных габаритов основания, а на силовых стойках установлены по два гидроцилиндра поворота, осуществляющие одновременное перемещение рычагов с помощью объединяющих перекладин, при этом нагревательные плиты, в том числе расположенные на подвижной верхней плите и подвижной нижней плите, объединены упругими связями с двух противоположных сторон, расположенных к силовым стойкам. См. описание к патенту RU №2440244 от 09.04.2010, опубл. 20.01.2012. Бюл. №2. По сравнению с аналогом уменьшается металлоемкость данного пресса с возможностью установки его без использования специального фундамента при повышении его эксплуатационных свойств. Однако два гидроцилиндра подъема, осуществляющие перемещение вверх-вниз траверсы вместе с подвижной верхней плитой и нагревательными плитами в момент, когда плиты разъединены, могут нести угрозу перекоса траверсы на неконтролируемый угол и соответственно смыкание плит со смещением их относительно друг друга в сторону работающего гидроцилиндра подъема. Это может произойти, если один из цилиндров вышел из строя. Например, порвался шланг подачи давления к этому гидроцилиндру подъема. Такая ситуация может привести не только к выходу из строя пресса, но и представляет угрозу обслуживающему персоналу. Кроме того, установка гидроцилиндра подъема с разных сторон пресса вдоль оси симметрии приводит к неравномерности подъема их штоков из-за неравномерности стирания манжет гидроцилиндров подъема. Для устранения этого недостатка приходится применять устройства и программы выравнивания подъема по высоте, понуждая распределитель нагрузки держать горизонтальную плоскость. Такая ситуация снижает надежность работы пресса.
Известен механизм подъема, который содержит корпус и установленный в нем вал, на котором закреплены два барабана и червячное колесо. В зацеплении с червячным колесом находится червяк, связанный с ручным маховиком. С барабанами соединены два троса с ограничителями подъема и зацепами. См. описание к патенту RU №2056294 от 05.05.1993, опубл. 20.03.1996. Фиг.2. Известный механизм подъема имеет сложную червячную систему подъема с использованием двух ветвей троса, которая не рассчитана на многотонные нагрузки.
Известен, принятый за прототип, механизм подъема, который имеет трос, намотанный на барабан, выполненный в виде шкива, установленного над окном верхней неподвижной плиты. Шкив консольно расположен на валу, который находится в корпусе на верхней плите и является удлиненной опорой вращения шкива. Диаметр шкива выбирают таким образом, чтобы расстояние от нижней плоскости плиты перемещения, в виде пуансона в исходном верхнем положении, до нижней неподвижной плиты, в виде матрицы, составляло менее длины окружности шкива. На периферии свободного торца шкива закреплен палец, взаимодействующий с водилом. Водило, выполнено в виде стальной пластины, закрепленной в осевом пазу на торце приводного вала. Крепление водила в пазу осуществляют, например, сваркой. Приводной вал установлен в корпусе и закреплен на верхней плите. При этом оси приводного вала и вала шкива смещены относительно друг друга на определенную величину. Второй торец приводного вала снабжен зубчатым механизмом, взаимодействующим с механизмом вращения приводного вала и фиксатором подвижной плиты в вертикальной плоскости, который обеспечивает вращение приводного вала только в одну сторону. Фиксатор выполнен в виде храпового механизма, закрепленного на верхней неподвижной плите и взаимодействующего с механизмом вращения приводного вала. В качестве механизма вращения приводного вала могут быть использованы ручная лебедка или электродвигатель. См. описание к патенту RU №2060160 от 12.05.1993, опубл. 20.05.1996. Хотя данный механизм подъема имеет тросовую более простую систему подъема, но она также не рассчитана на многотонные нагрузки.
Задачей изобретения является исключение возможности угрозы обслуживающему персоналу и использование тросовой системы подъема. Устранить неравномерность перемещения распределителя нагрузки и тем самым держать горизонтальную плоскость без дополнительных устройств и программ.
Технический результат заключается в повышении надежности работы пресса, упрощении конструкции и использовании тросовой системы подъема при многотонных нагрузках.
Это достигается тем, что гидравлический многоэтажный пресс, содержащий станину, расположенную между четырьмя вертикальными силовыми стойками с установленными на них гидроцилиндрами поворота, рабочие цилиндры, подвижную верхнюю плиту, подвижную нижнюю плиту с распределителем нагрузки, расположенную на плунжерах рабочих цилиндров, нагревательные плиты, расположенные между подвижными верхней и нижней плитами, распределитель нагрузки, расположенный на подвижной верхней плите и имеющий выступы, выходящие за пределы поперечных габаритов подвижной верхней плиты и входящие в отверстия рычагов для захвата распределителя нагрузки подвижной верхней плиты, которые посредством шарнирных соединений закреплены на станине, и два механизма подъема распределителя нагрузки подвижной верхней плиты, при этом количество рычагов соответствует количеству рабочих цилиндров, а гидроцилиндры поворота выполнены с возможностью одновременного перемещения рычагов с помощью объединяющих перекладин, снабжен неподвижной платформой, содержащей поперечины, и устройством стабилизации, состоящим из расположенных с двух противоположных сторон на распределителе нагрузки подвижной верхней плиты опорных рычагов, на конце каждого из которых установлен ползун, при этом каждый механизм подъема выполнен в виде гидроцилиндра подъема, установленного штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками, двух блоков с желобами, разнесенных вдоль двух поперечин неподвижной платформы над распределителем нагрузки верхней подвижной плиты, и расположенного на блоках троса, один конец которого соединен с серьгой распределителя нагрузки подвижной верхней плиты, а второй - с наконечником штока гидроцилиндра подъема, причем рычаги захватов неподвижно соединены между собой посредством хомутов, один из которых расположен в верхнем положении, а другой в нижнем положении.
Это достигается тем, что механизм подъема гидравлического многоэтажного пресса, имеющего силовые вертикальные стойки, неподвижную платформу с поперечинами, подвижную верхнюю плиту с распределителем нагрузки, содержит гидроцилиндр подъема, установленный штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками пресса, два блока с желобами, разнесенные вдоль двух поперечин неподвижной платформы над распределителем нагрузки подвижной верхней плиты пресса и установленных выступающими с двух сторон осями в охватывающие их подшипниковые опоры, расположенные на поперечинах, при этом один конец троса соединен с серьгой распределителя нагрузки подвижной верхней плиты пресса, а второй - с наконечником штока гидроцилиндра подъема. На фиг.1 - представлен общий вид пресса. Левая половина с сомкнутыми нагревательными плитами, правая с раздвинутыми нагревательными плитами. При этом выдвинутый шток гидроцилиндра подъема соответствует сомкнутому расположению нагревательных плит.
На фиг.2 - вид слева без установленных блоков и подшипниковых опор с раздвинутым расположением нагревательных плит.
На фиг.3 - вид сверху на фиг.1 без установленного кожуха механизма подъема.
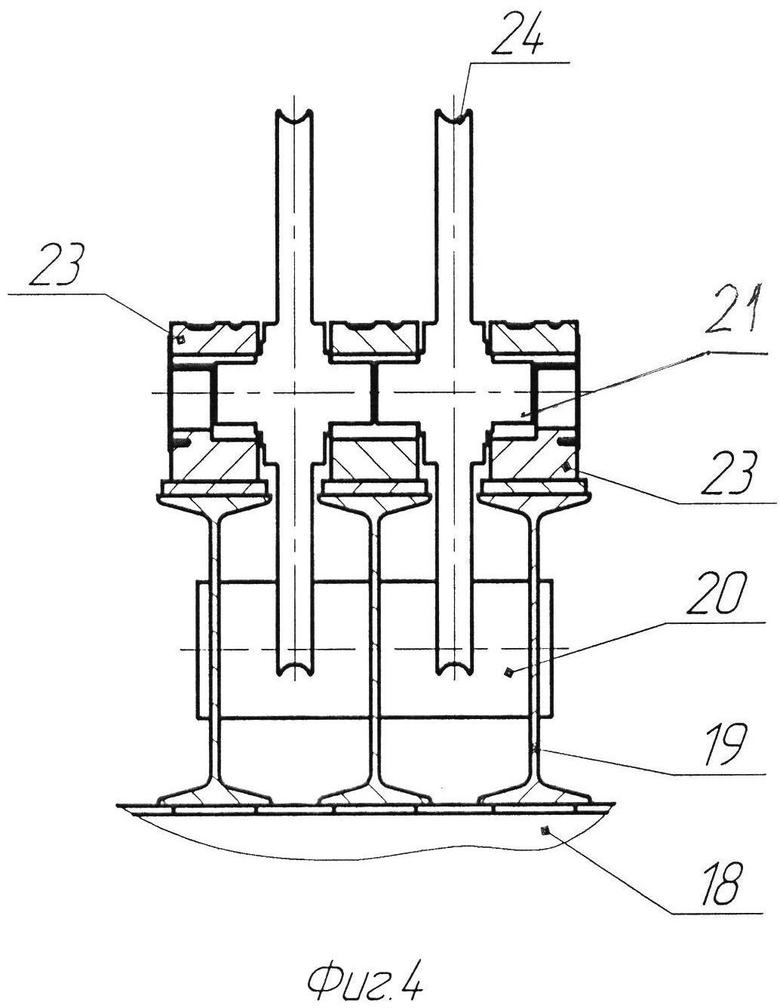
На фиг.4 - сечение А-А по оси установки крайней пары блоков механизма подъема без установленного кожуха.
Гидравлический многоэтажный пресс имеет рамную конструкцию и состоит из станины 1 в виде неподвижного основания, на котором расположены рабочие цилиндры 2. На плунжерах рабочих цилиндров 2 расположена подвижная нижняя плита 3. Над подвижной нижней плитой 3 установлена подвижная верхняя плита 4, а между ними расположены нагревательные плиты 5. Сверху подвижной верхней плиты 4 расположен распределитель нагрузки 6, который с двух противоположных сторон имеет выступы 7, выходящие за ее поперечные габариты с двух противоположных сторон. Выступы 7 имеют направляющие 8 и входят в отверстия 9 рычагов 10. Отверстия 9 на рычагах 10 расположены сверху и соответствуют выступам 7, которые входят в эти отверстия 9, осуществляя захват распределителя нагрузки 6. Снизу рычаги 10 закреплены на станине 1 с помощью шарнирных соединений 11. Сверху рычаги 10 имеют объединяющие перекладины 12 (см. также фиг.2, 3), к которым подсоединены штоки 13 (см. также фиг.1) гидроцилиндров поворота 14. Другие концы гидроцилиндров поворота 14 установлены на выступающих концах поручней 15(см. также фиг.2,3), которые при помощи стоек 16, расположенных в горизонтальной плоскости, закреплены на силовых стойках 17. Две силовые стойки 17, расположенные как слева, так и справа, сверху и снизу объединены перекладинами 18.
Механизм подъема установлен на неподвижной платформе пресса, которая расположена на верхних перекладинах 18, объединяя их. Неподвижная платформа состоит из трех параллельно расположенных с зазором между собой поперечин 19, объединенных трубами 20 (см. фиг.4). Между поперечинами 19 в образованных двух зазорах на осях 21 установлены две пары блоков 22, разнесенные вдоль поперечин 19. Каждая пара блоков 22 установлена выступающими с двух сторон осями 21 в обхватывающие их подшипниковые опоры 23, расположенные сверху на поперечинах 19. На наружном диаметре блоки 22 имеют желоб 24 под расположение соответствующего троса 25 (см. фиг.1) механизма подъема. Один конец троса 25 соединен с серьгой 26 распределителя нагрузки 6, а второй конец троса 25 соединен с наконечником 27 штока 28 гидроцилиндра подъема 29 механизма подъема. Свободный конец гидроцилиндра подъема 29 установлен на нижней перекладине 18 при помощи шарнирного соединения 30 (см. фиг.2). Таким образом, гидравлический многоэтажный пресс имеет два механизма подъема, каждый из которых состоит из гидроцилиндра подъема 29, троса 25 расположенного сверху в желобах 24, двух разнесенных между собой блоков 22 и соединенного с соответствующей серьгой 26 распределителя нагрузки 6. Гидроцилиндры подъема 29 расположены штоками вверх под углом между собой и вертикально установленных стоек 17. При этом установочные углы наклона гидроцилиндров подъема 29 обеспечиваются расположением между собой двух блоков 22 устанавливаемых на краю неподвижной платформы и вдоль него.
Механизм подъема осуществляет перемещение вверх-вниз распределителя нагрузки 6 (см. фиг.1) вместе с подвижной верхней плитой 4 с выступами 7 и нагревательными плитами 5, способствуя смыканию и размыканию последних. Смежные нагревательные плиты связаны между собой упругими связями и снабжены греющим контуром, позиции которых на фигурах не обозначены.
Перемещение нагревательных плит 5, как вверх, так и вниз сопровождается возможным поворотом распределителя нагрузки 6 вокруг вертикальной оси симметрии пресса в горизонтальной плоскости и их смещением относительно друг друга, что способствует смещению направляющих 8 относительно отверстий 9. На смещение нагревательных плит 5 в процессе их перемещения влияет много факторов, как конструктивных, так и технологических. Поэтому предлагаемый пресс снабжен устройством стабилизации, состоящим из двух опорных рычагов 31 (см. фиг.2), расположенных с двух противоположных сторон на распределителе нагрузки 6. На конце каждого опорного рычага 31 установлен ползун 32. В состоянии покоя распределителя нагрузки 6, ползуны 32 прижаты к направляющим 33.
Гидравлический многоэтажный пресс изготавливается из разнообразного стального профиля марки Ст.3, в основном из двутавра, труб прямоугольного сечения, листа и представляет собой сварную каркасную конструкцию, удобную для монтажа, профилактического осмотра с обеспечением доступа к основным узлам и механизмам.
Далее конкретная реализации изготовления и сборки пресса будет показана на примере пресса с получением фанеры разной толщины с радиусом изгиба 3260 мм и габаритными размерами нагревательных плит в плане 1730x1760 мм для изготовления латофлекса.
Станина 1 выполнена из семи отрезков двутавра №36 длиной 2230 мм, установленных на полку с развитием площади этой полки под рабочими цилиндрами 2 и с увеличением толщины стойки двутавра до 40.0 мм, за счет парных прямоугольных листов размером 300×1730 мм, и установленными с разных сторон двутавра (см. фиг.1). Как и многие элементы конструкции пресса, снизу станина 1 может быть усилена косынками, ребрами, профилем и может иметь установочные элементы крепления. Станина может быть выполнена и из другого профиля, например швеллера, но при этом она должна иметь одну общую горизонтальную плоскость под всеми рабочими цилиндрами 2.
Рабочие цилиндры 2 приобретаются или изготавливаются с диаметром плунжера 160 мм и высотой h, равной 400 мм, с рабочим давлением не менее 30 МПа.
На плунжеры устанавливается нижняя плита 3 с габаритными размерами 1730×1760 мм и максимальной высотой до 500 мм. Нижняя плита 3 состоит из прямоугольного плоского основания и расположенной сверху формообразующей части с установленной неразъемным соединением нагревательной плитой 5. Аналогично изготавливается верхняя подвижная плита 4 с ответной формообразующей частью, расположенной снизу на прямоугольном плоском основании с установленной неразъемным соединением нагревательной плитой 5. При этом формообразующие части и прямоугольные плоские основания, как верхней, так и нижней плиты 4, 3, могут быть выполнены как с неразъемным соединением, так и разъемным соединением. Изготовление верхней и нижней плит 4, 3 с разъемным соединением формообразующей части позволит быстро переналадить работу пресса на изготовление широкого ассортимента прессованной многослойной фанеры различного профиля и формы от плоского, волнообразного и ступенчатого профиля до форм части оболочек, сводов, цилиндрической поверхности и сферы. Верхние и нижние плиты 4 и 3 изготавливаются и устанавливаются симметрично относительно вертикальной плоскости, проходящей через ось 34 симметрии пресса (см. фиг.3) и перпендикулярной ей, проходящей посередине между двух перекладин 18. Надо отметить, что относительно этих двух плоскостей симметрично устанавливаются рабочие цилиндры 2 на горизонтальной плоскости, силовые стойки 17, распределитель нагрузки 6 с направляющими 7 и подвижной верхней плитой 4, рычаги 10 с объединяющими перекладинами 12 и гидроцилиндрами поворота 14, а также подвешенные нагревательные плиты 5. Нижняя плита 3 может быть изготовлена заодно с массивным нижним распределителем нагрузки 35 (см. фиг.1), а может быть изготовлена и раздельно. Т.е. изготавливается нижний распределитель нагрузки 35 и отдельно подвижная плита 3, которые могут быть объединены любым ранее указанным способом. При этом нижний распределитель нагрузки 35, основание 1 и верхний распределитель нагрузки 6 имеют идентичные конструкции, и поэтому значительно упрощается сам процесс изготовления пресса и снижается ассортимент применяемого профиля их изготовления.
Неподвижная платформа пресса под установку механизма подъема изготавливается из трех параллельно расположенных между собой отрезков двутавра №36 длиной 3030 мм, являющимися поперечинами 19 с расстоянием между ними 185 мм. При этом с помощью сварки они соединены с тремя отрезками труб 20 диаметром Ф=150 мм и длиной 400 мм и составляют единую конструкцию, которую устанавливают на верхние перекладины 18 таким образом, чтобы средняя поперечина 19 располагалась симметрично относительно оси 34 симметрии пресса (см. фиг.3).
Между нагревательными плитами 5, прилегающими к формообразующим плитам подвижных плит 3 и 4 может укладываться теплоизоляционный слой 36 (см. фиг.1), выполненный в виде мата, прокладки или системы прокладок и мата.
Левые и правые силовые стойки 17 изготавливаются из прямоугольного профиля 150×150 мм и устанавливаются на расстоянии друг от друга, равном 2600 мм, на основаниях с усиливающими ребрами и креплением (не обозначены) к плоской горизонтальной поверхности пола. Сверху левые и правые силовые стойки 17 объединяют дополнительными перекладинами с косынками, соединяя их при помощи сварки.
Чтобы снизить точность изготовления шарнирных соединений 11 рычагов 10 используется соединитель, состоящий из двух хомутов 37 (см. фиг.3) и стяжки 38. Хомуты 37 установлены на крайних рычагах 10 и соединены между собой неподвижным соединением. При этом на одном из крайних рычагов 10 хомут 37 расположен в крайнем верхнем положении, а на другом крайнем рычаге 10 - в крайнем нижнем положении. Ползуны 32, расположенные на конце опорного рычага 31, изготовлены из чугуна и имеют форму утолщенной шайбы со сквозным ступенчатым осевым отверстием для ее установки на рычаге с установкой головки болта впотай. Крепятся ползуны 32 болтовым соединением с регулирующими шайбами.
При изготовлении механизма подъема в качестве троса 25 применялась ветвь канатная (ВК) стальная с неорганическим сердечником диаметром Ф=31,0 мм и длиной 5640 мм, изготовленным в соответствии с ГОСТ 14954-80.
Каждый блок 22 по внутреннему диаметру желоба имел размер Ф=630 мм с выступающими с двух сторон осями 21 диаметром Ф=70,0 мм, расположенными на подшипниковых опорах 23. Блоки 22 могут иметь сборную сварную конструкцию. В качестве подшипников был выбран подшипник ШСП70К, изготовленный по ГОСТ 3635.
Наконечник 27 штока 28 сверху имеет вилку с валом для крепления к нему троса 25 с помощью коуша. При этом оси шарнирного соединения двух наконечников 27 в крайнем выдвинутом положении штока 28 имеют размеры между собой равные размеру между осями симметрии парных желобов 24. Троса 25 каждого механизма подъема на блоках 22, разнесены вдоль поперечин 19 и расположены параллельно друг другу и оси 34 симметрии пресса.
Сверху блоки 22 механизма подъема могут закрываться системой кожухов 39, которые не препятствуют вращению блоков 22 и перемещению троса 25 в желобе 24 и одновременно не позволяют выходу троса 25 из желоба 24 блока 22.
Пресс работает следующим образом. Когда подвижная верхняя плита 4 находится в самом верхнем положении, на фиг.1 это правая половина изображения пресса, укладываются листы шпона с нанесенным на них клеем (на фиг. эти листы заготовок изделий не показаны). В это время верхняя полость гидроцилиндров подъема 29 находится под давлением и наконечники 27 находятся в крайнем нижнем положении, а штоки 28 вдвинуты в корпус гидроцилиндров подъема 29 и удерживают тросом 25 за серьги 26 распределитель нагрузки 6 в верхнем положении. Концы тросов 25 заправлены в серьги 26, аналогично, как и в наконечники 27, но сами серьги 26 с двух сторон объединены пластиной 40 (см. фиг.2). При этом рычаги 10 с объединяющей перекладиной 12 с двух сторон отведены к силовым стойкам 17 штоками 13 гидроцилиндров поворота 14.
После укладки всех листов заготовок изделий между нагревательными плитами 5 из полости гидроцилиндров подъема 29, заполненных маслом под давлением, сбрасывается давление, и наконечники 27 поднимаются вверх. Трос 25 под весом распределителя нагрузки 6, верхней подвижной плиты 4 и нагревательными плитами 5 с заготовками опускается вместе с ними вниз, заставляя вращаться блоки 22.
В это время два амортизатора 32 опускаются вниз вдоль двух направляющих 33, расположенных на двух соседних силовых стойках 17 и в одной вертикальной плоскости, предупреждая возможность поворота и колебания распределителя нагрузки 6 с нагревательными плитами 5, способствуя стабилизации перемещения вниз последних. Если добиться при монтаже пресса расположения двух соседних силовых стоек 17 в одной вертикальной плоскости, то роль направляющих могут играть эти две силовые стойки 17.
Вес конструкции подвешенной на тросах создает давление для смыкания нагревательных плит 5 и промежуточного поджатия листов заготовок изделий между ними. Величина давления является расчетной и зависит от многих факторов для достижения определенного расстояния между нижней подвижной плитой 3 и верхней подвижной плитой 4, обеспечивающего захват выступов 7 отверстиями 9 рычагами 10. При достижении этого расчетного и определенного расстояния подается давление на гидроцилиндры поворота 14, и штоки 13 перемещают объединяющие перекладины 12 с двух сторон от силовых стоек 17 к выступам 7, захватывая их по семь с каждой стороны. Направляющие 8 имеют форму, которая способствует этому захвату. Это положение пресса соответствует левой половине фиг.1. Затем на все четырнадцать рабочих цилиндра 2 подается расчетное давление, соответствующее для получения данного изделия и расстояние между нижней подвижной плитой 3 и верхней подвижной плитой 4 становится меньшим на величину хода плунжера рабочего цилиндра 2.
В процессе работы пресса в нагревательные плиты 5, по замкнутому контуру подается вода, подогретая до температуры 100°С. В общем процесс прессования проходит при давлении 18-24 кГ/см2 при температуре 90-100°С, в качестве теплоносителя можно использовать масло, пар и другие жидкие среды. После определенной выдержки, установленной технологическим процессом, из рабочих цилиндров 2 сбрасывается давление. Штоками 13 гидроцилиндров поворота 14 отводят рычаги 10 с перекладинами 12 с двух сторон к силовым стойкам 17, освобождая выступы 7 от захвата их отверстиями 9 рычагов 10. Подается давление в верхние полости гидроцилиндров подъема 29, и штоки 28 наконечниками 27 тянут трос 25 вниз, поднимая распределитель нагрузки 6, размыкая нагревательные плиты 5, в верхнее положение и удерживает его там. Поэтому после полного размыкания всех нагревательных плит 5 изделия с готовой формой снимают с них и заполняют новыми заготовками. Процесс повторяется.
Расположение центра масс распределителя нагрузки 6 с верхней подвижной плитой 4 и нагревательными плитами 5 находится на пересечении вертикальной плоскости, проходящей через ось 34 симметрии пресса (см. фиг.3) и плоскости перпендикулярной ей, проходящей посередине распределителя нагрузки 6, образуя вертикальную линию. При этом он расположен ниже, чем центр заделки конца троса 25 в соединение с серьгой 26. В нашем случае, две вертикальные линии подвеса распределителя нагрузки 6 находятся в одной вертикальной плоскости, перпендикулярной оси 34 симметрии пресса и проходящей через центр масс подвижной части пресса, но при этом они смещены симметрично в разные стороны от оси 34.
Если это смещение обозначить, как некую величину A, то расстояние между двумя вертикальными линиями подвеса распределителя нагрузки 6 равно 2А или равно расстоянию между центрами желобов 24 соседних блоков 22. Когда гидроцилиндры подъема 29 работают в штатном режиме, то подъем и снижение распределителя нагрузки 6 с нагревательными плитами 5 осуществляется по вертикали в горизонтальной плоскости. В случае отказа в работе одного из гидроцилиндров подъема 29 происходит смещение центра масс подвижной части пресса и наклон вниз верхней плоскости распределителя нагрузки 6 со стороны неработающего гидроцилиндра подъема 29. При этом чем больше расстояние между центрами заделки конца троса 25 в серьге 26 и верхней плоскостью распределителя нагрузки 6 и чем меньше расстояние A, то тем меньше угол смещения вниз верхней плоскости распределителя нагрузки 6 от горизонтальной плоскости. Оптимальным для снижения угрозы обслуживающему персоналу является угол наклона 6°. В этом случае уравновешенный зазор между плитами со стороны неработающего гидроцилиндра подъема 29 будет около 80,0 мм.
Таким образом, предлагаемая группа изобретений позволяет упростить конструкцию и повысить ее надежность, снизить металлоемкость конструкции и повысить технологичность изготовления, что в итоге приводит к снижению материальных затрат не только на изготовление и эксплуатацию пресса, но и на выпускаемую продукцию расширенного ассортимента. Устранить неравномерность перемещения распределителя нагрузки.
Изготовленный пресс на примере склейки гнутой фанеры, идущей на изготовление латофлекса, позволяет получить следующие основные характеристики:
Габаритные размеры, мм:
Размеры нагревательных плит, мм:
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Кокильная машина | 1976 |
|
SU722668A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| МНОГОЭТАЖНЫЙ ПРЕСС | 1992 |
|
RU2015921C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| Гидравлический вертикальный пресс | 1981 |
|
SU1011393A1 |


Изобретения относятся к прессовому оборудованию, используемому в деревообрабатывающей промышленности для изготовления и отделки древесных плит, фанеры, слоистых пластиков. Пресс содержит станину, неподвижную платформу, рабочие цилиндры, подвижные верхнюю и нижнюю плиты с распределителями нагрузки. Нижняя плита расположена на плунжерах рабочих цилиндров. Между подвижными плитами размещены нагревательные плиты. В прессе предусмотрены устройство стабилизации в виде расположенных на распределителе нагрузки верхней плиты опорных рычагов с ползунами и два механизма подъема распределителя нагрузки верхней плиты. Каждый механизм подъема выполнен в виде гидроцилиндра подъема, установленного штоком вверх на нижней перекладине, двух блоков с желобами, разнесенных вдоль двух поперечин неподвижной платформы над распределителем нагрузки верхней плиты, и расположенного на блоках троса. Один конец троса соединен с серьгой распределителя нагрузки верхней плиты. Второй конец соединен с наконечником штока гидроцилиндра подъема. В результате обеспечивается повышение надежности работы пресса и упрощение его конструкции. 2 н.з.п. ф-лы, 4 ил.
1. Гидравлический многоэтажный пресс, содержащий станину, расположенную между четырьмя вертикальными силовыми стойками с установленными на них гидроцилиндрами поворота, рабочие цилиндры, подвижную верхнюю плиту, подвижную нижнюю плиту с распределителем нагрузки, расположенную на плунжерах рабочих цилиндров, нагревательные плиты, расположенные между подвижными верхней и нижней плитами, распределитель нагрузки, расположенный на подвижной верхней плите и имеющий выступы, выходящие за пределы поперечных габаритов подвижной верхней плиты и входящие в отверстия рычагов для захвата распределителя нагрузки подвижной верхней плиты, которые посредством шарнирных соединений закреплены на станине, и два механизма подъема распределителя нагрузки подвижной верхней плиты, при этом количество рычагов соответствует количеству рабочих цилиндров, а гидроцилиндры поворота выполнены с возможностью одновременного перемещения рычагов с помощью объединяющих перекладин, отличающийся тем, что он снабжен неподвижной платформой, содержащей поперечины, и устройством стабилизации, состоящим из расположенных с двух противоположных сторон на распределителе нагрузки подвижной верхней плиты опорных рычагов, на конце каждого из которых установлен ползун, при этом каждый механизм подъема выполнен в виде гидроцилиндра подъема, установленного штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками, двух блоков с желобами, разнесенных вдоль двух поперечин неподвижной платформы над распределителем нагрузки верхней подвижной плиты, и расположенного на блоках троса, один конец которого соединен с серьгой распределителя нагрузки подвижной верхней плиты, а второй - с наконечником штока гидроцилиндра подъема, причем рычаги захватов неподвижно соединены между собой посредством хомутов, один из которых расположен в верхнем положении, а другой в нижнем положении.
2. Механизм подъема гидравлического многоэтажного пресса, имеющего силовые вертикальные стойки, неподвижную платформу с поперечинами, подвижную верхнюю плиту с распределителем нагрузки, характеризующийся тем, что он содержит гидроцилиндр подъема, установленный штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками пресса, два блока с желобами, разнесенные вдоль двух поперечин неподвижной платформы над распределителем нагрузки подвижной верхней плиты пресса и установленных выступающими с двух сторон осями в охватывающие их подшипниковые опоры, расположенные на поперечинах, при этом один конец троса соединен с серьгой распределителя нагрузки подвижной верхней плиты пресса, а второй - с наконечником штока гидроцилиндра подъема.
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| US 3451334 А1, 24.06.1969 | |||

