11-2
Изобретение относится к области испытаний конструкционньгх материалов и может быть использовано при определении модулей упругости металлов и их Сплавов.
Цель изобретения - повьппение точности.
Это достигается за счет исключе ния влияния внутренних напряжений в образце на частоту собственных колеба НИИ путем обработки поверхности образца резанием на режиме, минимизирующем изменение собственной частоты продольных колебаний, и последующего отжига, температуру и длительность которого определяют из условия получения наибольшего изменения частоты после отжига при минимальной температуре
Способ осуществляют следующим образом.
Изготавливают стержневой образец из исследуемого материала, например, в форме цилиндра. Для этого образца
подбирают режим резания, например то- ,5 увеличением, которые можно оце- чения, который приводит к минималь- нить по прирап ению частот собственному изменению частоты собственных ных колебаний заготовок после обра- колебаний после обработки. Для этого ботки .
до обработки возбуждают в образце В таблице приведены данные для продольные колебания и измеряют их заготовок диаметром 6,4 мм.
0,088 85,683,1 77,872,168,357,052,4
0,108 29,624,2 20,814,59,0-0,8-2,7
0,133 -65,0 -81,8 -91,2 -94,6 -101,3 -117,8 -143,9
На найденном режиме вновь проводят обработку поверхности образца и измеряют частоту собственных колебаний после чистовой обработки.
Затем производится определение режима стабилизирующего отжига. Для этого изготавливают партию образцов с поверхностью, обработанной резанием на найденном режиме, измеряют собственные частоты продольных колебаний этих образцов и подвергают образцы отжигу при различных значениях температуры отжига и нескольких длительностях их термообработки, после чего вновь определяют их частоты собственных колебаний. За искомый режим
частоту,, а затем проводят обработку поверхности резанием на различных режимах, измеряя после каждого этапа обработки собственную частоту об- 5 разца.
Процесс обработки конструкционных материалов резанием сопровождается как силовым, так и тепловым воздействием на обрабатываемую заготовку, Силовое воздействие вызывает образование сжимающих внутренних напряжений, а тепловое - растягивающих . Это позволяет подобрать чистовой режим об5 работки, при котором силовое и тепловое воздействия взаимно компенсируются, т.е. изменений в поверхностном слое не образуется. Так, для стали 40 такой режим составляет: ,12 мм/с т,
0 ,108 мм/об,., м/мин, при этом увеличение скорости резания и подачи сопровождается уменьшением сжимающих внутренних напряжений, а глубины рестабилизирующего отжига принимают та- 45 кoйj который дает наибольшее изменение собственной частоты колебаний. Например, для стали 40 получены температура отжига 550 С и длительность 130 мин.
50
У образца, подвергнутого такому
стабилизирующему отжигу, измеряют длину и частоту собственных продольных колебаний и по этим данным определя- ют модуль упругости материала.
Использование предлагаемого способа для определения модуля упругости металлов и их сплавов в широком температурном диапазоне позволяет повы31
сить точность определения истинного модуля упругости конструкционного ма териала для данной температуры, так как это определение производится по частоте, которая является надежно воспроизводимой и по самому способу подготовки образца к эксперименту - наиболее стабильной для данного материала .
Формула изобретени-я
Способ определения мЬдуля упругое ти материала, заключающийся в том, что в образце возбуждают продольные
Редактор Е.Папп
Составитель К.Тимошенко
Техред М.Ходанич Корректор М. Пожо
Заказ 611/50 Тиразк 777Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
952874
колебания на собственной частоте и измеряют эту частоту, отличаю- щ и й с я тем, что, с целью повышения точности, предварительно обраЬа- 5 тывают поверхность образца резанием на режиме, выбранном из условия, чтобы изменение частоты собственных колебаний после обработки было минимальным, и проводят стабилизирующий отжиг образца, температуру и ность которого выбирают из условия получения наибольшего приращения собственной частоты после отжига при минимальной температуре, обеспечивающей это приращение.
fO
f5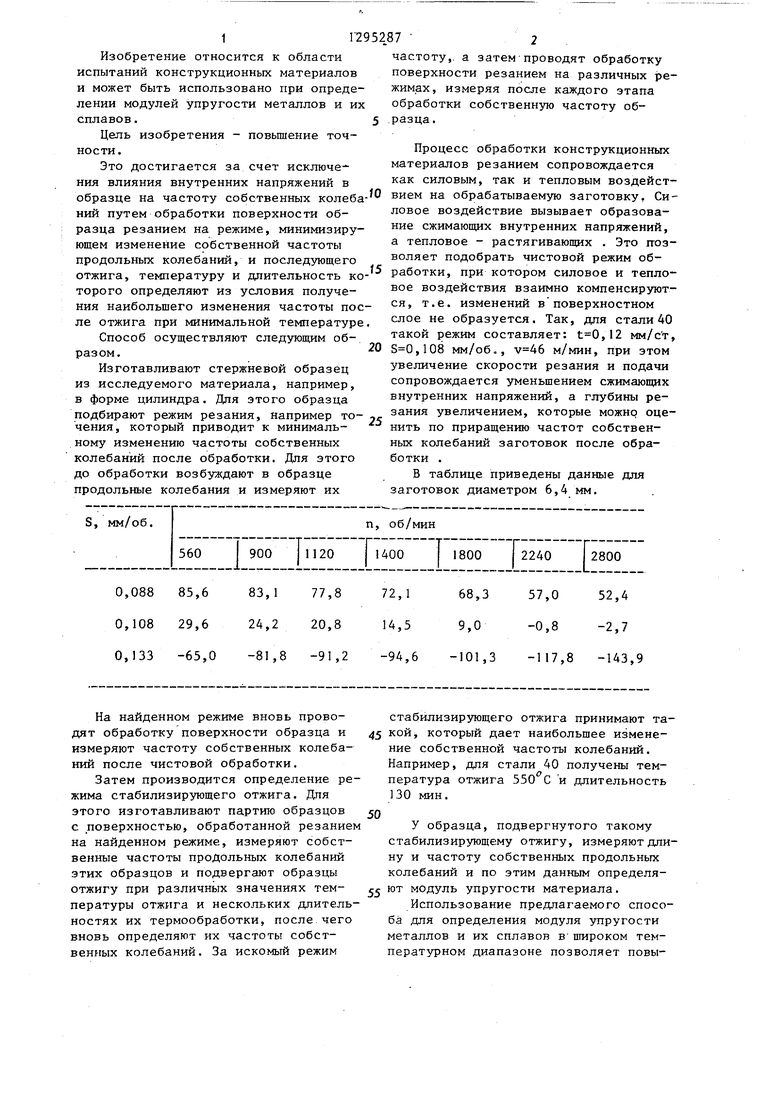
Изобретение касается испытаний конструкционных материалов и используется для определения модуля упругости металлов и их сплавов при различных температурах. Цель изобретения - повьппение точности. Это достигается за счет исключения влияния внутренних напряжений в образце на частоту собственных колебаний путем обработки поверхности резанием на режиме, минимизирующем изменение собственной частоты продольных колебаний, и последующего отжига, температуру и длительность которого определяют из условия получения наибольшего изменения частоты после отжига при минимальной температуре. Изготовленный образец обрабатывают резанием на нескольких режимах для определения режима, меньше всего изменяющего частоту. На этом режиме обрабатывают поверхность партии образцов, для нахождения режима отжига, дающего наибольшее изменение частоты. Образец, подвергнутый отжигу на этом режиме, используют для определения модуля упругости при данной температуре по его частоте и линейным размерам. 1 табл. с S сл о :о ел ND 00 -4j
| Способ определения модуля упругостиМАТЕРиАлА | 1979 |
|
SU807130A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАВИСИМОСТИ МОДУЛЕЙ | 0 |
|
SU244681A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
