.1129
Изобретение относится к электрическим машинам и может быть использовано преимущественно в производстве магнитопрЬводов электрических мап1ин, например пакетов статора.
Цель изобретения - повьшение энергетических параметров и уменьшение материалоемкости электрической машины
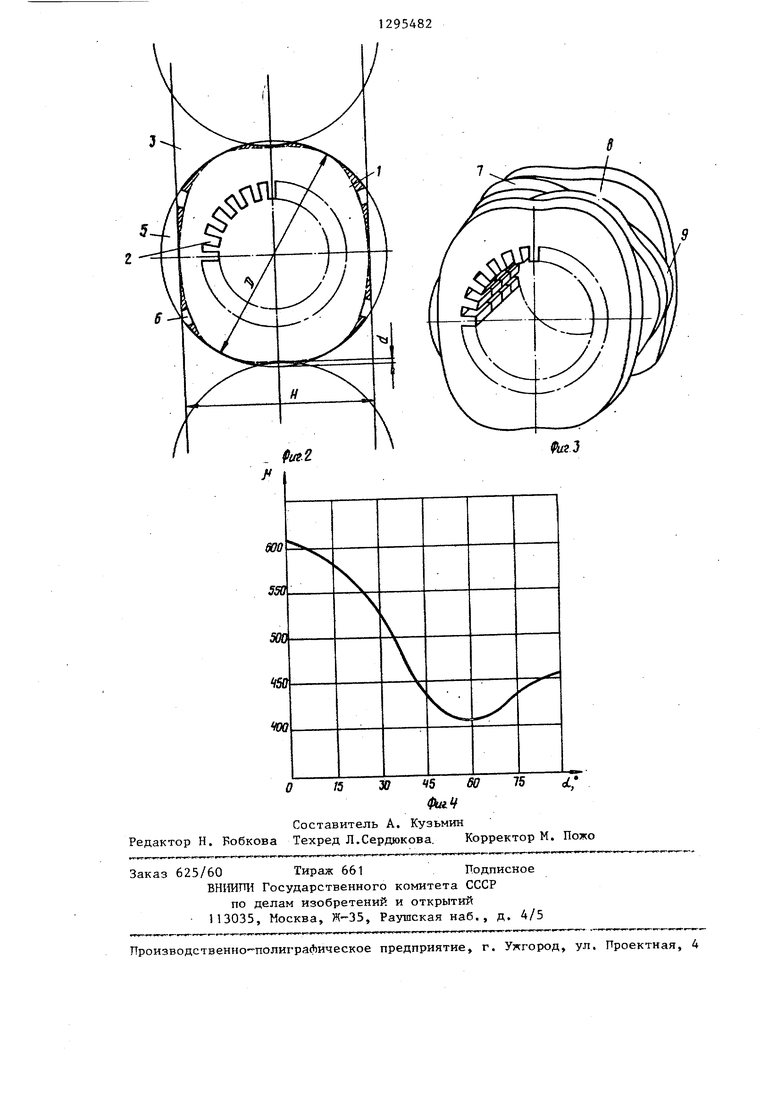
На фиг. 1 изображена 1/4 листа статора предлагаемого магнитопровода и исходная лента для его изготовления в сравнении с известными 1/4 листа статора и исходной лентой; на фиг. 2 - схема изготовления оптималь-
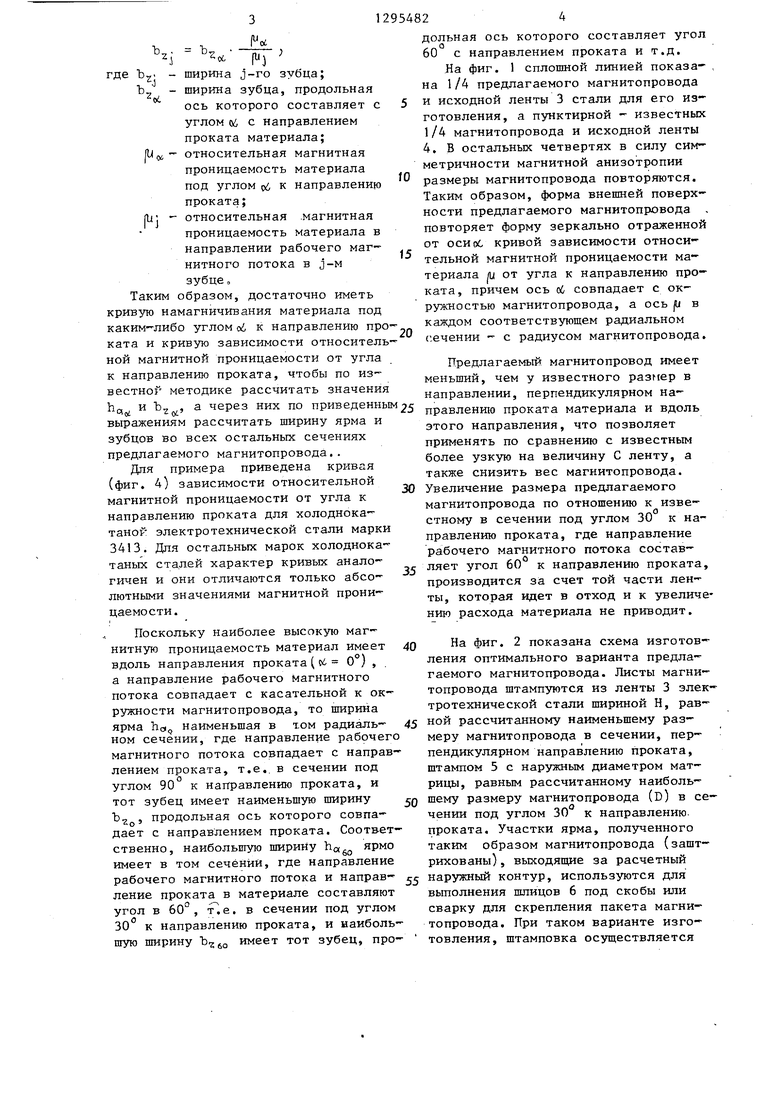
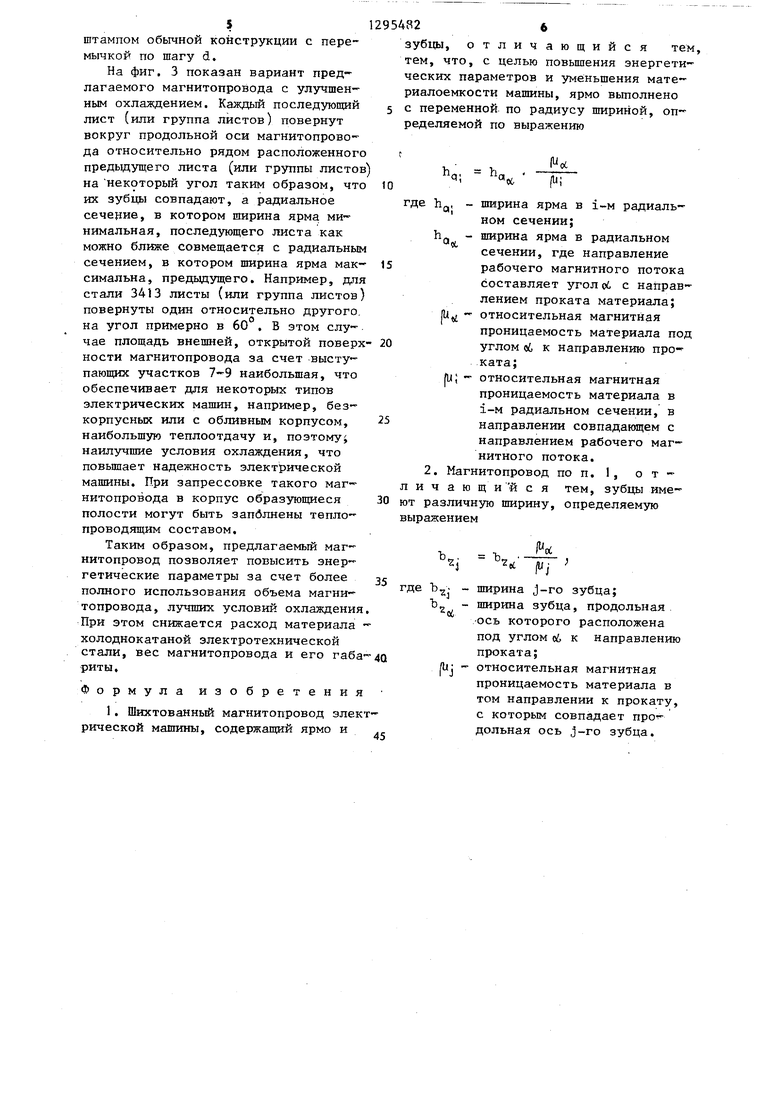
ного варианта предлагаемого магнитопровода; на фиг о 3 - предлагаемый магнитопровод, вариант; на фиг. 4 график зависимости относительной магнитной проницаемости от угла к направлению проката для одной из марок холоднокатаной электрической стали.
Магнитопровод состоит из зоны ярма 1 и зубцовой зоны 2.
Для того, чтобы он был изотропен в магнитном отношении, необходимо, чтобы магнитное сопротивление всех его участков было одинаковым. Магнитное сопротивление определяется по выражению
Р)
«
г„ - магнитное сопротивление участка магнитопрода; длина участка; площадь сечения участка; относительная магнитная проницаемость материала.
I S
В данном случае для каждого 1-го радиального сечения ярма I - О; площадь i-ro сечения определяется произведением ширины ярма Ъ.. на длину магнитопровода, которую можно ис- ключить, так как она является величиной постоянной, относительная магнитная проницаемость в каждом радиальном сечении имеет свое значение Mj. Таким образом, для любого i-ro радиального сечения ярма магнитное сопротивление определяется по выражению
м;
а; ,
г,
м;
- магнитное сопротивление ярма в 1-м радиальном сечении;
Q;
|U; ширина ярма в i-м радиальном сечении; относительная магнитная проницаемость материала в i-M радиальном сечении в том направлении к прокату, с которым совпадает направ ление рабочего магнитного потока в этом сечении. Направление рабочего магнитного потока в каждом радиальном сечении совпадает с касательной к окружности магнитопровода в этом сечении.
По имеющейся кривой намагничивания материала, например, под углом об к направлению проката рассчитывается ширина ярма hg в радиальном сечении, где касательная к окружности магнитопровода (т.е. направление рабочего магнитного потока) составляет угол (vi к направлению проката А поскольку, для обеспечения изотропности магнитопровода произведение Oci должно быть равно произведению |U; Ьд| в любом i-M сечении, получают выражение для определения ширины ярма во всех остальных радиальных сечениях (т.е. в любом
сечении):
1-м
5
0
5 0
h.
h
«г
где h
а;
t «c
4i /u;
ширина ярма в любом i-м радиальном сечении; ширина ярма в радиальном сечении, где направление рабочего магнитного потока составляет угол ot с направлением проката материала ;
относительная магнитная проницаемость материала под углом oi к направлению проката;
относительная магнитная проницаемость материала в i-M радиальном сечении в направлении, совпадающем с направлением рабочего магнитного потока.
06fu;
Аналогичным образом получают выражение для определения ширины любого j-ro зубца с учетом того, что направление рабочего магнитного потока в зубцах совпадает с их продольной осью:
ъ.
ъ
3
.
1295482
где Ъ. J
(Uj ширина j-ro зубца;
ширина зубца, продольная ось которого составляет с углом 6i с направлением проката материала; |ll 5i - относительная магнитная проницаемость материала под углом ск;, к направлению проката;
ruj - относительная .магнитная проницаемость материала в направлении рабочего магнитного потока в J-M зубце
Таким образом, достаточно иметь кривую намагничивания материала под каким-либо углом об к направлению про- ката и кривую зависимости относитель- ной магнитной проницаемости от угла к направлению проката, чтобы по известной методике рассчитать значения
to
15
20
дольная ось которого составляет уго 60 с направлением проката и т.д.
На фиг. 1 сплошной линией показа на 1/4 предлагаемого магнитопровода и исходной ленты 3 стали для его из готовления, а пунктирной - известны 1/4 магнитопровода и исходной ленты 4. В остальных четвертях в силу сим метричности магнитной анизотропии размеры магнитопровода повторяются. Таким образом, форма внешней поверх ности предлагаемого магнитопровода повторяет форму зеркально отраженно от оси об кривой зависимости относительной магнитной проницаемости материала /к от угла к направлению проката, причем ось об совпадает с окружностью магнитопровода, а ось (U в каждом соответствующем радиальном сечении - с радиусом магнитопровода
Предлагаемый магнитопровод имеет меньший, чем у известного размер в направлении, перпендикулярном на-
« 0. ™ приведенным25 правлению проката материала и вдоль выражениям рассчитать ширину ярма и
зубцов во всех остальных сечениях предлагаемого магнитопровода..
Для примера приведена кривая (фиг. 4) зависимости относительной магнитной проницаемости от угла к направлению проката для холоднокатаной электротехнической стали марки 3413. Для остальных марок холоднокатаных сталей характер кривых аналогичен и они отличаются только абсолютными значениями магнитной прони-
этого направления, что позволяет применять по сравнению с известным более узкую на величину С ленту, а также снизить вес магнитопровода.
30 Увеличение размера предлагаемого магнитопровода по отношению к известному в сечении под углом 30 к направлению проката, где направление рабочего магнитного потока состав ляет угол 60 к направлению проката производится за счет той части лен-
ты, которая идет в отход и к увелич нию расхода материала не приводит.
цаемости.
Поскольку наиболее высокую магнитную проницаемость материал имеет вдоль направления проката (ci 0°) , а направление рабочего магнитного потока совпадает с касательной к окружности магнитопровода, то ширина
ярма hoip наименьшая в том радиальном сечении, где направление рабочего
магнитного потока совпадает с направлением проката, т.е.. в сечении под углом 90 к направлению проката, и тот зубец имеет наименьшую ширину Ъ, продольная ось которого совпадает с направлением проката. Соответственно, наибольшую ширину ярмо
ты, которая идет в отход и к увелич нию расхода материала не приводит.
40 На фиг. 2 показана схема изготов ления оптимального варианта предлагаемого магнитопровода. Листы магни топровода штампуются из ленты 3 эле тротехнической стали шириной Н, рав
45 ной рассчитанному наименьшему размеру магнитопровода в сечении, пер- пендикулярном направлению проката, штампом 5 с наружным диаметром матрицы, равным рассчитанному наиболь50 шему размеру магнитопровода (Р) в с чении под углом 30 к направлению, проката. Участки ярма, полученного таким образом магнитопровода (заштрихованы) , выходящие за расчетный
имеет в том сечёнйИ, где направление
рабочего магнитного потока и направ- наружный контур, используются для
выполнения шлицов 6 под скобы или сварку для скрепления пакета магнитопровода. При таком варианте изгошую ширину имеет тот зубец, про- товления, штамповка осуществляется
ление проката в материале составляют угол в 60° , т. е. в сечении под углом ЗО к направлению проката, и иаиболь1295482
дольная ось которого составляет угол 60 с направлением проката и т.д.
На фиг. 1 сплошной линией показа- , на 1/4 предлагаемого магнитопровода и исходной ленты 3 стали для его изготовления, а пунктирной - известных 1/4 магнитопровода и исходной ленты 4. В остальных четвертях в силу симметричности магнитной анизотропии размеры магнитопровода повторяются. Таким образом, форма внешней поверхности предлагаемого магнитопровода , повторяет форму зеркально отраженной от оси об кривой зависимости относительной магнитной проницаемости материала /к от угла к направлению проката, причем ось об совпадает с окружностью магнитопровода, а ось (U в каждом соответствующем радиальном сечении - с радиусом магнитопровода.
правлению проката материала и вдоль
этого направления, что позволяет применять по сравнению с известным более узкую на величину С ленту, а также снизить вес магнитопровода.
Увеличение размера предлагаемого магнитопровода по отношению к известному в сечении под углом 30 к направлению проката, где направление рабочего магнитного потока составляет угол 60 к направлению проката, производится за счет той части лен-
ты, которая идет в отход и к увеличению расхода материала не приводит.
На фиг. 2 показана схема изготовления оптимального варианта предлагаемого магнитопровода. Листы магни- топровода штампуются из ленты 3 электротехнической стали шириной Н, равной рассчитанному наименьшему размеру магнитопровода в сечении, пер- пендикулярном направлению проката, штампом 5 с наружным диаметром матрицы, равным рассчитанному наибольшему размеру магнитопровода (Р) в сечении под углом 30 к направлению, проката. Участки ярма, полученного таким образом магнитопровода (заштрихованы) , выходящие за расчетный
штампом обычной конструкции с перемычкой по шагу d.
На фиг. 3 показан вариант предлагаемого магнитопровода с улучшенным охлаждением. Каждый последующий лист (или группа листов) повернут вокруг продольной оси магнитопровода относительно рядом расположенного предьщущего листа (или группы листов на некоторый угол таким образом, что их зубцы совпадают, а радиальное сече}1ие, в котором ширина ярма минимальная, последующего листа как можно ближе совмещается с радиальным сечением, в котором ширина ярма максимальна, предыдущего. Например, для стали 3413 листы (или группа листов) повернуты один относительно другого, на угол примерно в 60 . В этом случае площадь внешней, открытой поверх ности магнитопровода за счет выступающих участков 7-9 наибольшая, что обеспечивает для некоторых типов электрических машин, например, без- корпусных или с обливным корпусом, наибольшую теплоотдачу и, поэтому наилучшие условия охлаждения, что повьшает надежность электрической машины. При запрессовке такого магнитопровода в корпус образующиеся полости могут быть запдлнены тепло- проводящим составом.
Таким образом, предлагаемый маг- нитопровод позволяет повысить энергетические параметры за счет более полного использования объема магни- топровода, лучших условий охлаждения При этом снижается расход материала холоднокатаной электротехнической стали, вес магнитопровода и его габа риты.
Формула изобретения
1. Шихтованный магнитопровод элекрической машины, содержащий ярмо и
- 20
1295AS2(
зубцы, о т л и ч тем, что, с целью ческих параметров
а ю щ и и с я тем, повышения энергети- и уменьшения материалоемкости машины, ярмо вьтолнено с переменной по радиусу шириной, определяемой по выражению
q;
h.
V
где h, - ширина ярма в i-м радиальа;
ном сечении;
h.
ширина ярма в радиальном сечении, где направление рабочего магнитного потока составляет угол об с направлением проката материала; относительная магнитная проницаемость материала под углом с6 к направлению проката;
относительная магнитная проницаемость материала в i-M радиальном сечении, в направлении совпадающем с направлением рабочего магнитного потока.
2. Магнитопровод по п. 1, отличающийся тем, зубцы имеют различную ширину, определяемую выражением
л
P«i
fu;
ъ
л
1 /
;
где
Ч
ширина J-ro зубца; ширина зубца, продольная ось которого расположена под углом (i, к Направлению проката; Uj - относительная магнитная
проницаемость материала в том направлении к прокату, с которым совпадает дольная ось j-ro зубца.
fuf.2
ЙйЛ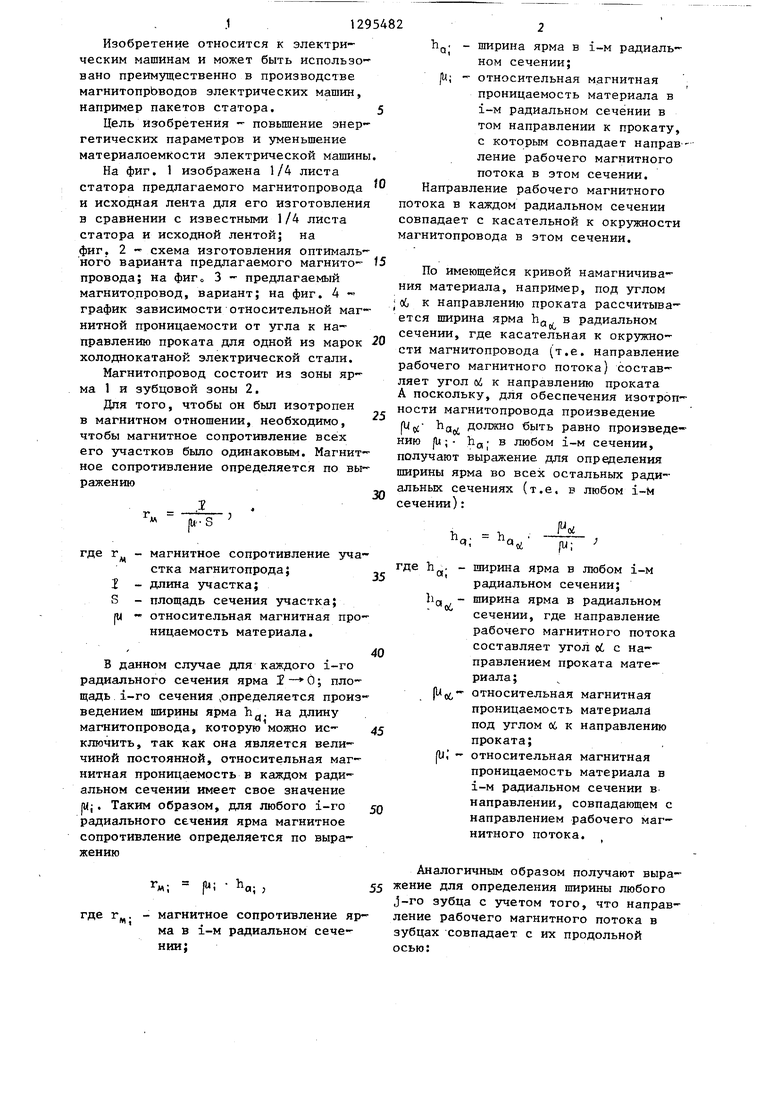
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2001 |
|
RU2218626C2 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2003 |
|
RU2246151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Способ изготовления статора электрической машины с аксиальным магнитным потоком | 2023 |
|
RU2809983C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2567868C1 |
| Магнитопровод электрической машины с распределенной обмоткой | 1982 |
|
SU1089705A1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР | 2006 |
|
RU2310939C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПЕРЕМЕЩАЮЩЕГОСЯ МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2005 |
|
RU2314625C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2475924C1 |
| МАГНИТОПРОВОД ИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398300C1 |
Изобретение относится к электро машиностроению. Цель изобретения - повышение энергетических параметров и уменьшение материалоемкости элект- f 3 г-. рической машины. Ярмо 1 шихтованного магнитопровода электрической машины в радиальном направлении имеет переменную ширину, определяемую по еле- ш дующему выражению h, hg , где hg. - ширина ярма в i-м радиаль- ном сечении; hg - ширина ярма в радиальном сечении, где направление рабочего магнитного потока составля- ет угол об с направлением проката материала; П(о - относительная магнитная проницаемость материала под углом Oi;, к направлению проката; и; - относительная магнитная проницаемость в i-M радиальном сечении в направлении, совпадаюшем с направлением рабочего магнитного потока. Кроме того зубцы 2 могут иметь различную ширину. Это позволяет получить изотропный в магнитном отношении магнитопровод, благодаря чему достигается более полное использование его объема и улучшаются условия охлаждения. 1 з.п. ф-лы,-; 4 ил. о (Л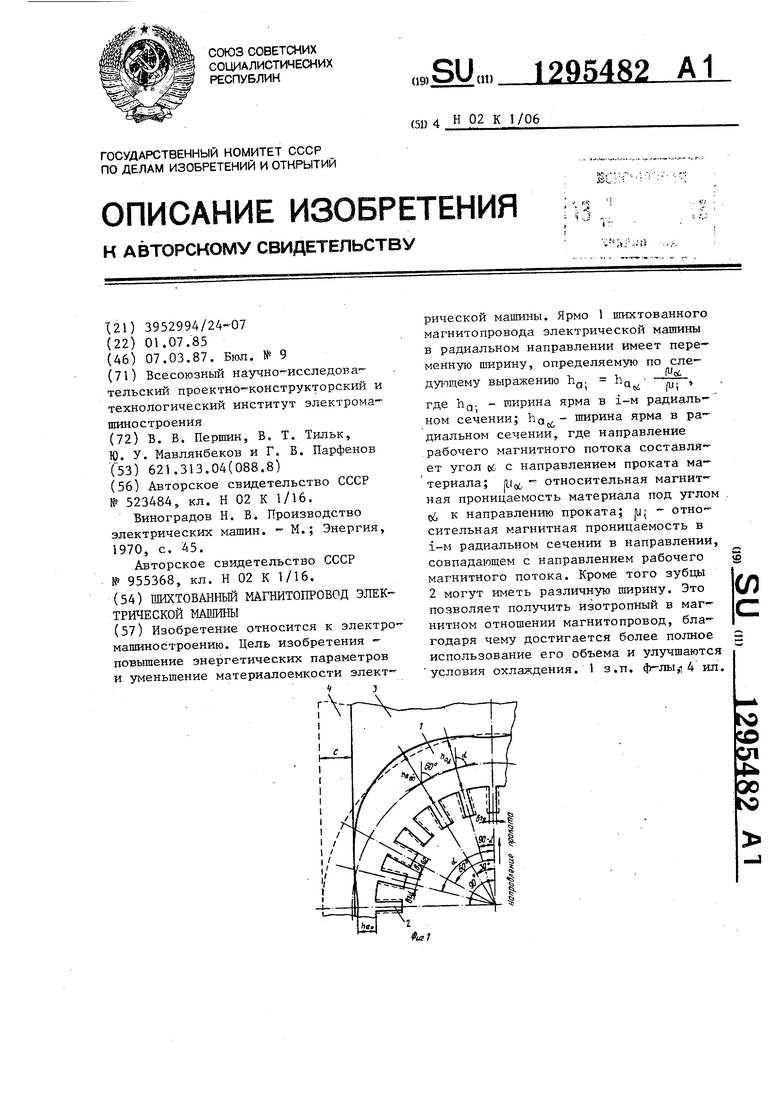
800 5Я7|
450 400
/5
JO
75
45 60 ФтЧ
Составитель А. Кузьмин Редактор Н. Бобкова Техред Л.Сердюкова. Корректор М. Пожо
Заказ 625/60 Тираж 661Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
75
45 60 ФтЧ
| Шихтованный сердечник статора | 1974 |
|
SU523484A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Виноградов Н | |||
| В | |||
| Производство электрических машин | |||
| М.; Энергия, 1970, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Статор синхронной электрической машины | 1981 |
|
SU955368A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
