Изобретение относится к механической обработке резанием различных видов холоднбго проката, преимущественно тонкостенного в черной металлургии и в машиностроении.
Цель изобретения - повышение качества реза путем уменьшения высоты заусенца выхода за счет значительного увеличения усилия подачи.
На чертеже схематически изображено устройство для разрезки проката быстроходным гладким диском трения.
Способ осуществляется следующим образом при помощи устройства, приведенного на чертеже.
Гладкий диск 1 трений вращается от электродвигателя 2 через ременную передачу 3 и устанавливается на качающейся платформе 4. Движение подачи диску сообщает гидроци- линдр, корпус 5 которого шарнирно крепится к опоре 6, а -шток 7 шарнирно крепится к платформе 4. Разрезаемый прокат 8 крепится в тисках 9.При разрезке проката штоковая полость гидроцилиндра сообщается с напорно магистралью гидросистемы, давление в которой поддерживается постоянным равным Р- , а поршневая полость гидроцилиндра сообщается со сливной магистралью гидросистемы с давлением Р, .
Давление Р настраивается таким чтобы обеспечить нужный перепад давления , , который обеспечит Требуемое усилие подачи, для этого при настройке вместо разрезаемой детали устанавливается пружинный стрелочный динамометр. Без вращения диска включают движение подачи.Диск упирается в динамометр, и подача прекращается. По стрелке динамометр видно усилие, с которым диск прижат Регулируя давление Р переливным клапаном и наблюдая за стрелкой динамометра, настраивается усилие подачи.
При помощи предлагаемого устройсва производят разрезку прямоугольно пластины толщиной 4 мм из стали 08КП с пределом текучести С-
Ю
2963232
220 МПа, гладким диском толщиной 2 мм со скоростью резания V 70 м/с. Вычисляют требуемое усилие подачи:
Р 4 2 5 70 200 560 Н, где К - 5 V V.
По динамометру настраивают усилие подачи в 560 Н. Отводят диск, устанавливают и крепят в тисках 9 пластину так, чтобы размер толщины её бьш перпендикулярен направлению подачи. Включают движение подачи. Движение подачи происходит до жесткого упора 10, настроенного при помощи винта 11 так,чтобы пластина разрезалась не до конца. Перед диском образовывается толстый лобовой наплыв выдавленного металла движением подачи, величина и прочность которого таковы, что вместе с ним открывается заусенец выхода от боковых кромок прорези. Высота заусенца выхода менее 0,5 мм скорость подачи 250 мм/с.
5
20
Формула изобретения
Способ резки холодных стальных заготовок, преимущественно тонко- стенных, включающий сообщение дви- женияГ подачи вращающейся гладкой исковой пиле трения относительно заготовки при скоростях резания, обеспечивающих самоохлаждение диска, отличающийся тем, что, с целью повьш1ения качества реза путем уменьшения высоты заусенца выхода гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по формуле
Р К- - 0 F ,
где Р - усилие подачи;
F - площадь контакта периферии диска с заготовкой,
G T. -, предел текучести материала заготовки,
К - 5 10 V - безразмерный коэффициент, где V - Скорость резания,м/с.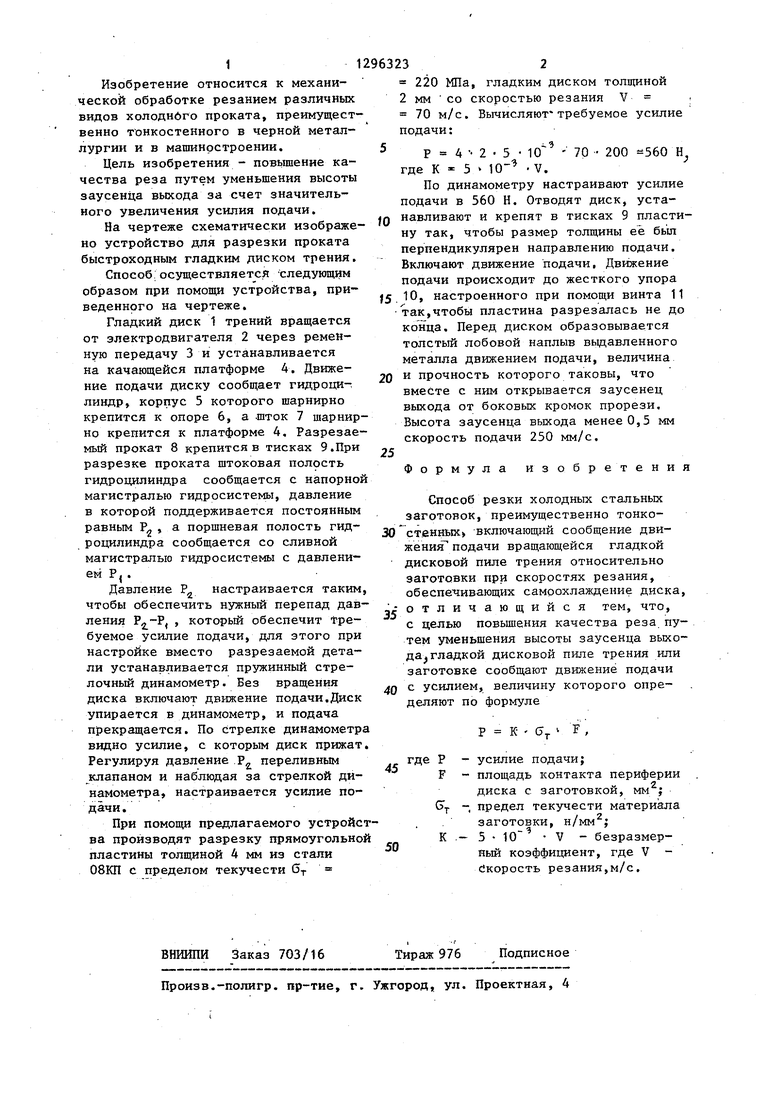
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ МЕТАЛЛА | 1993 |
|
RU2043183C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ РУЛОННОЙ ЗАГОТОВКИ | 2012 |
|
RU2506145C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2001 |
|
RU2211120C2 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 2003 |
|
RU2262422C2 |
| Способ абразивной резки | 1988 |
|
SU1682134A1 |
| Гладкий диск трения для разрезки изделий | 1990 |
|
SU1715519A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| Способ резки дисковой пилой нагретых заготовок диаметром 180-300 мм из аустенитной хромоникелевой стали | 2020 |
|
RU2749976C1 |
Изобретение относится к механической обработке резанием различных видов холодного проката, преимущественно тонкостенного, в черной металлургии и в машиностроении. С целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заI готовке сообщают движение подачи с усилием, величину которого определяют по формуле Р К (J F, где Р - усилие подачиJ Н; F - площадь контакта периферии диска с заготовкой, Сз - предел текучести материала заготовки, К . V - безразмерный коэффи;циент, где V - скорость резания, м/с. В результате движения с вычисленным усилием перед диском 1 образовывается толстый Лобов ой наплыв вьздавленного металла, величина и прочность которого такова,что вместе с ним открывается заусенец выхода от боковых кромок прорези. 1 ил. i (Л ff J tC Од 00 Ю со
| Дроздов Ф | |||
| и др | |||
| Справочное пособие по отрезным станкам | |||
| Минск, 1968, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
