Изобретение относится к области машиностроения и может бьть использовано при резке металла на машиностроительных и металлургических предприятиях.
Цель изобретения - повышение качества путем уменьшения размеров заусенцев.
При резке темплетов металла, закрепленного с одной стороны, на заключительной стадии резки происходит отгибание темплета с образованием на нем заусенца. Отгибание темплета происходит под воздействием напряжений, действующих в непрорезанной части заготовки, вызванных распределенной нагрузкой, приложенной к площади контакта периферии режущего диска с разрезаемой заготовкой. Величина распределенной нагрузки определяется удельным усилием врезания.
Экспериментальным путем установлено, что если дорезание заготовки производят с удельным усилием, превышающим величину (0,0005...0,001)От, то напряжения в непрорезанной части заготовки превысят предел текучести металла и происходит отгибание темплета с образованием заусенца на нем. Если же дорезание заготовки производят с удельным усилием ниже предлагаемого предела, то процесс резания теряет стабильность, значительно замедляется, в результате чего абразивное разрезание становится неэффективным.
Отличием предлагаемого способа является то, что с удельным усилием, равным Р К От, дорезают именно 0,005..0,015 площади сечения заготовки.
Изменение удельного усилия врезания при величине непрорезанной части, равной
о
00
ю
GO 4
0,005 площади сечения заготовки, производят при резке металла большего сечения, для заготовок минимальной площади сечения соответственная величина площади сечения равна 0,015.
Экспериментально установлено, что если переключение режимов производится в момент, когда непрорезанной остается менее 0,005 площади сечения заготовки, то под действием напряжений вызванных нормальной составляющей силы резания, происходит отгибание отрезаемой части заготовки и ее отделение с образованием заусенца.
Переключение режимов при величине непрорезанной части более 0,015 площади заготовки нецелесообразно, поскольку при малом удельном усилии врезания происходит засаливание режущей кромки круга, ее разогрев и обгорание.
При этом стойкость круга значительно снижается, ухудшаются его эксплуатационные характеристики, кроме того снижается производительность резки.
Способ резки осуществляют следующим образом.
Обрабатываемую заготовку закрепляют на столе, сообщают враицаю.щемуся абразивному кругу движение подачи и производят врезание в заготовку с оптимальным усилием врезания. После прорезания 0,985...0,995 площади сечения заготовки снижают усилие врезания таким образом,, чтобы удельное усилие врезания равнялось Р (0,0005...0,001) ov. С малым удельным усилием врезания производят дорезание последних 0,005...0,015 площади сечения заготовки. При этом величину подачи абразивного круга на заготовку не ограничивают, а задают максимальной для данного установленного усилия врезания.
Пример. Проводилась резка заготовок с размером сечения 200x200 мм из сплавов ЭИ437Б (ХН77ТЮР), Ст,45 и Х17Т на темп- леты высотой 20 мм с помощью специального абразивно-отрезного станка абразивными кругами Д1200х12хЮО характеристики 4 NZ 30 R фирмы Нортон.
Скорость резания составляла 80 м/с.
Глубину прорезанной части заготовки определяли по показаниям амперметра, отградуированного по результатам экспериментального измерения глубины врезания, а также контролировали по показаниям мерительной линейки. Усилие врезания устанавливали с помощью напорного золотника, регулирующего давление масла в полости рабочего гидроцилиндра. Скорость подачи абразивного круга на заготовку
устанавливали с помощью регулятора потока, задающего скорость поступления масла в полость рабочего гидроцилиндра.
Процесс разрезания заготовок по предлатаемому способу условно можно разделить на две стадии. Первоначально устанавливали номинальное усилие врезания, равное 8000 Н и номинальную скорость подачи, равную 4 мм/с. После прорезания
0 0,985...0,995 площади сечения заготовки снижали усилие врезания. Усилие врезания на заключительной стадии устанавливали равным 1800 Н для сплава ЭИ437 Б. 960 Н для Ст.45 и 380 Н для стали Х17Т.
5Скорость подачи при этом автоматически снижалась до 1...2 мм/с.
Переход от режима с номинальными параметрами резания к режиму с малым удельным усилием врезания производился
0 с помощью ручного переключателя, управляющего гидрораспределителем, который при переключении присоединяет масляные трубопроводы с напорным золотником, настроенным на режим дорезания (т.е. малое
5 усилие врезания).
Для получения сравнительных данных параллельно проводилась резка с номинальными параметрами резания всего сечения заготовки, при этом средняя
0 интенсивность резания составляла 8 см /с. В процессе исследования фиксировали площадь заусенца на темплете после каждого реза с помощью планиметрирования.
5 Также фиксировалось статическое усилие врезания, которое измеряли с помощью динамометра, устанавливаемого на поверхность заготовки. Надавливание на динамометр осуществляли корпусом шпин0 деля отрезного станка, при этом направление действия силы проходило через ось вращения круга и центр заготовки. Значение удельного усилия врезания получали расчетным путем, находя отношение между
5 статическим усилием врезания и площадью контакта периферии круга с заготовкой.
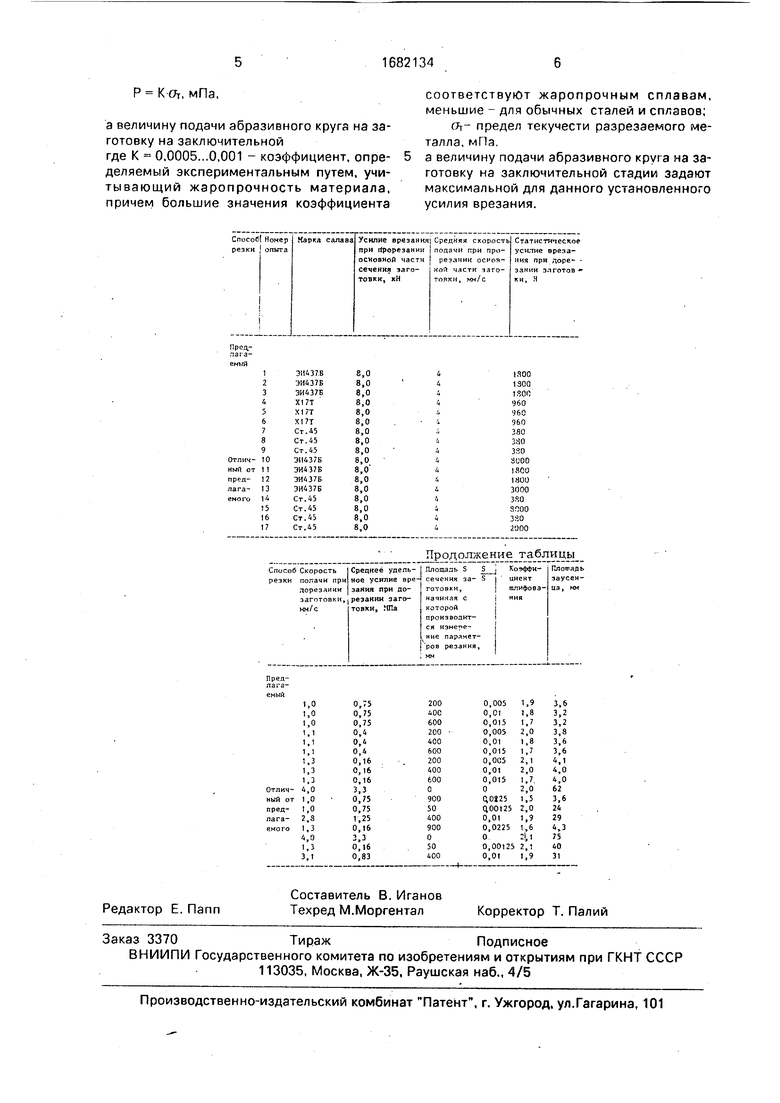
Результаты исследований приведены в таблице 1.
Формула изобретения
0 Способ абразивной резки заготовок из сталей и сплавов на железо-никелевой основе,, при котором для конкретных материалов и геометрических размеров назначают усилие врезания и скорость подачи абразивно5 го круга, отличающийся тем, что, с целью повышения качества путем уменьшения размеров заусенцев, при прорезании металла на последних 0,005,.,0,015 площади сечения заготовки, удельное усилие Р врезания снижают до величины, которую определяют по формуле:
P К От, мПа,
а величину подачи абразивного круга на заготовку на заключительной где К 0,0005...0,001 - коэффициент, определяемый экспериментальным путем, учитывающий жаропрочность материала, причем большие значения коэффициента
соответствуют жаропрочным сплавам, меньшие - для обычных сталей и сплавов; От- предел текучести разрезаемого металла, мПа.
а величину подачи абразивного круга на заготовку на заключительной стадии задают максимальной для данного устзнозленного усилия врезания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной резки проката прямоугольного сечения из рессорно-пружинных сталей | 1988 |
|
SU1576287A1 |
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 1996 |
|
RU2105641C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ АЛМАЗНО-АБРАЗИВНОЙ РЕЗКИ | 2005 |
|
RU2278015C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1994 |
|
RU2119968C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2022 |
|
RU2787532C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| Рельсорезный станок | 1978 |
|
SU783393A1 |
| СПОСОБ РЕЗКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА | 1990 |
|
RU2008143C1 |
Изобретение относится к области машиностроения и может быть использовано при резке металла на машиностроительных и металлургических предприятиях. Цель изобретения - повышение качества путем уменьшения размеров заусенцев. Поставленная цель достигается тем, что при осуществлении способа абразивной резки заготовок при дорезании последних 0,005..,0,015 площади сечения заготовки удельное усилие врезания снижают до величины прямо- пропорциональной пределу текучести разрезаемого металла и определяют экспериментальной зависимостью Р К 0V, а величину подачи абразивного круга на заготовку на заключительной стадии устанавливают максимальной для данного установленного усилия врезания, где Р - удельное усилие врезания, Н; К 0,0005..,0,001 - коэффициент, определяемый экспериментальным путем, учитывающий жаропрочность материала. Большие значения коэффициента соответствуют жаропрочным сплавам, меньшие для обычных сталей и сплавов; От - предел текучести разрезаемого металла, мПа. 1 табл со с
| Способ резки | 1986 |
|
SU1511081A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
