Изобретение относится к обработке металлов, в частности к конструкции дисков трения, и может найти использование в машиностроении при фрикционной разрезке различных изделий из металлов.
Целью изобретения является повышение качества реза и устойчивости диска.
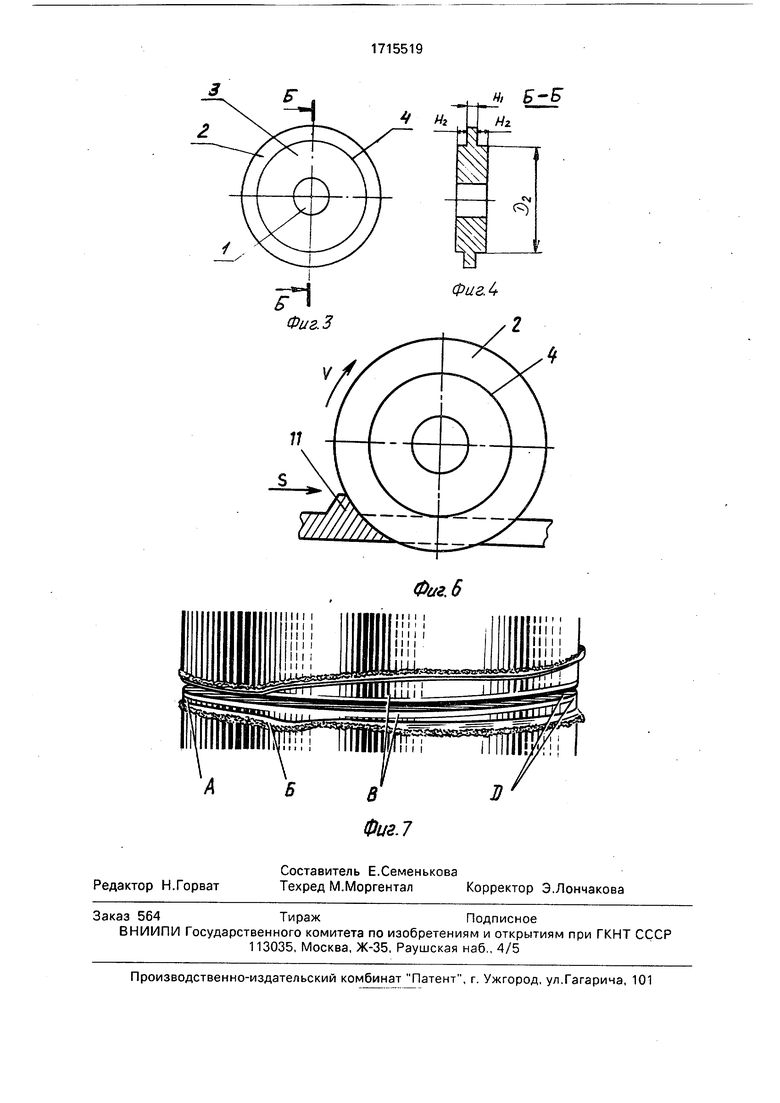
На фиг.1 показан диск трения, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - диск трения с утолщенной центральной ча- стью, общий вид; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - диск трения с прикрепляемыми к его центральной части накладками установленного на шпинделе станка, общий вид; на фиг.6 - схема резания изделия дис- ком трения с уступами; на фиг.7 - вид на зону разрезки.
Гладкий диск трения с наружным диаметром DI состоит из посадочного отверстия 1, режущей части 2 и центральной части 3.
Посадочное отверстие выполнено по типу известных и зависит от типа применяемого оборудования. Размер режущей части 2 диска зависит от глубины прорези и тол- щины диска Hi. На участке перехода режущей части 2 в центральную на боковых сторонах диска расположены кольцевые прямоугольные выступы 4.
Толщина выступов На составляет 2-3 толщины Hi режущей части диска трения (фиг.2). Кольцевые прямоугольные выступы должны иметь одинаковые значения наружного диаметра D2.
Наличие выступов на диске трения уве- личивает его устойчивость при работе за счет повышения площади поперечного сечения диска.
На фиг.З изображен диск трения, который имеет выступы в виде утолщенной цен-
тральной части 3. Величина утолщения Н2 равна (2-3) Hi.
Диск трения с выступами 4, образованными накладками 5, показан на фиг.5. Этот диск трения посредством прокладок 6 и фланцев 7 установлен на шпинделе 8 и закреплен гайкой 9. Выступы 4 на боковых поверхностях диска трения могут быть получены точением из дисковой заготовки соответствующего диаметра и толщины.
Процесс резания металлов диском трения осуществляется следующим образом.
Шпиндель 8 станка получает вращение от привода станка. Разрезаемая деталь 10 крепится на столе станка.
Режимы резания при разрезке определяются скоростью вращения диска трения и скоростью перемещения детали (фиг.6).
В процессе резания со стороны выхода гладкого диска из детали 10 образуется наплыв 11. При дальнейшем перемещении детали прямоугольные выступы 4 срывают его с обеих половин разрезаемой детали и сдвигают в сторону от прорези.
Формула изобретения
1.Гладкий диск трения для разрезки изделий, включающий режущую часть и центральную, в которой выполнено посадочное отверстие, отличающийся тем, что, с целью повышения качества реза и устойчивости диска, он снабжен размещенными со- осно с ним, на торцовых поверхностях; кольцевыми выступами, имеющими прямоугольную форму в радиальном сечении диска, при этом толщина выступов составляет 2-3 толщины режущей части диска.
2.Диск по п.1, отл и ч а ю щи и с я тем, что кольцевые выступы выполнены в виде накладок.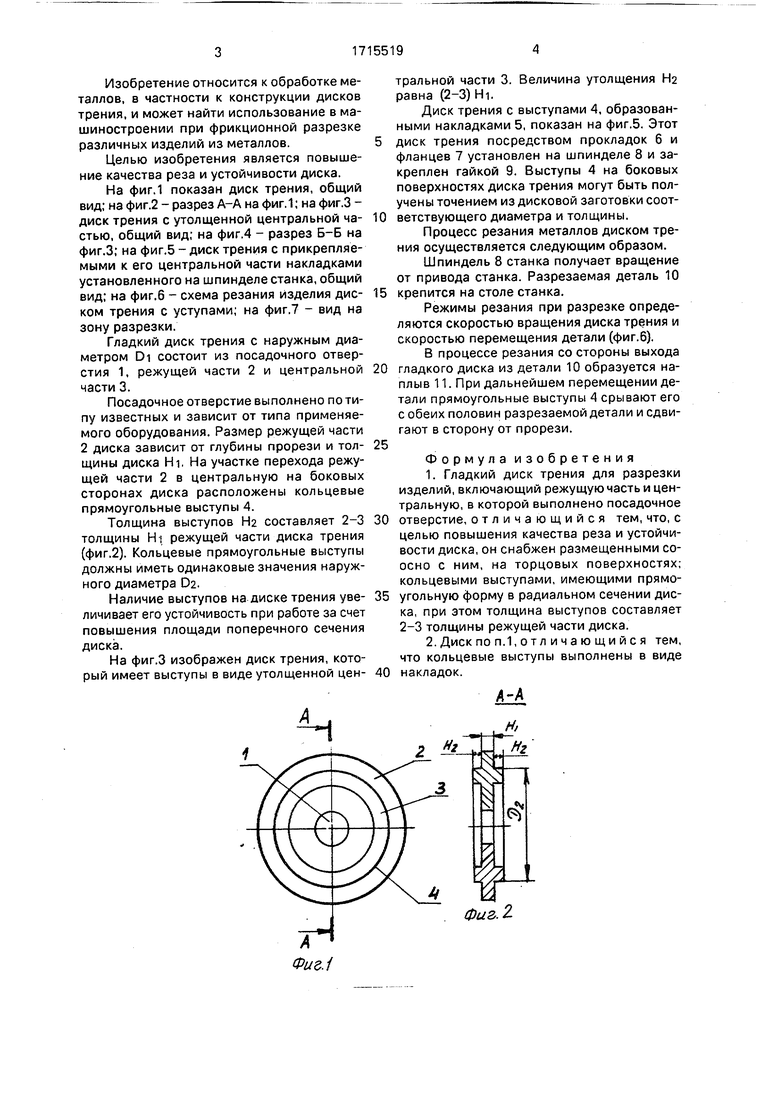
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки холодных стальных заготовок | 1985 |
|
SU1296323A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
| Абразивный отрезной инструмент | 1979 |
|
SU863381A1 |
| Устройство для получения корней стружек | 1988 |
|
SU1604524A2 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Способ изготовления поршней | 1987 |
|
SU1581462A1 |
| Дисковая пила | 1990 |
|
SU1747041A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
Изобретение м.б. использовано в машиностроении при фрикционной разрезке различных изделий из металлов. На участке перехода режущей части 2 в центральную на боковых сторонах диска расположены кольцевые прямоугольные выступы 4. Наличие выступов на диске трения увеличивает его устойчивость при работе за счет повышения площади поперечного сечения диска. В процессе резания со стороны выхода гладкого диска из детали образуется наплыв, при дальнейшем перемещении детали прямоугольные выступы срывают его с обеих половин разрезаемой детали и сдвигают в сторону от детали. 1 з.п. ф-лы, 7 ил, Hi (Л С ел 01 ю Фиг. 5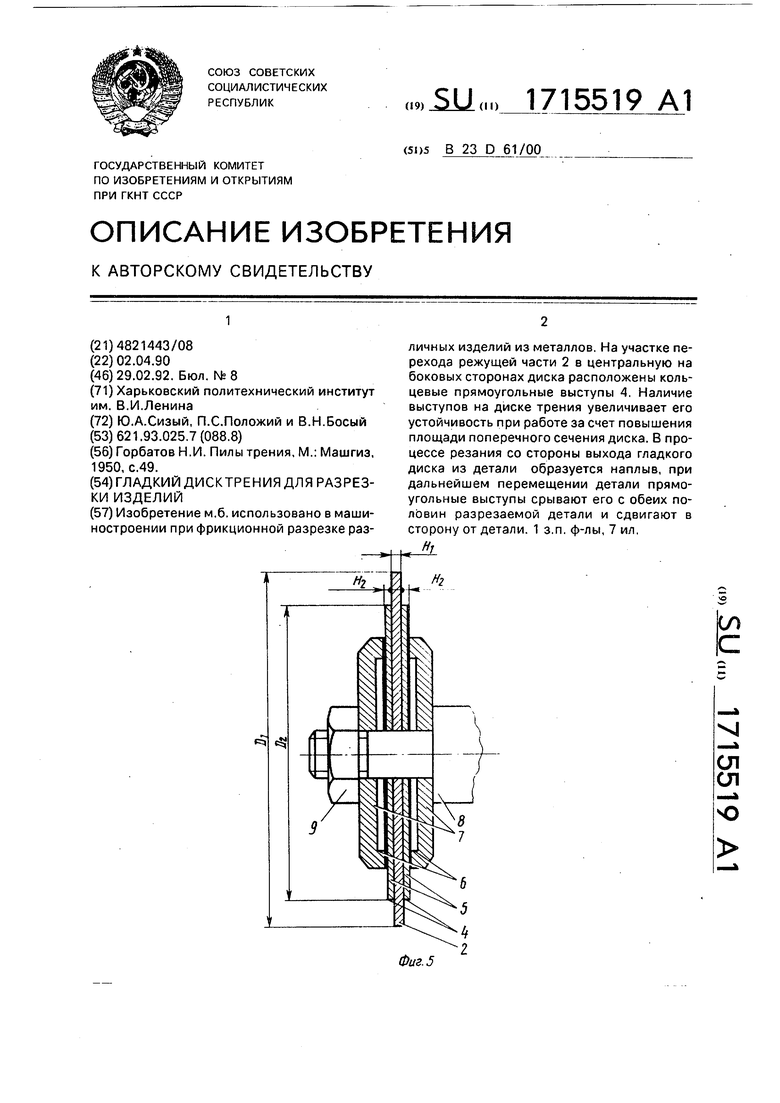
Фиг,. 2.
Hi В -Б
Фиг. 6
| Горбатов Н.И | |||
| Пилы трения, М.: Машгиз, 1950, с.49. |
