чивания кернера. Кернер, выполненный составным, устанавливают резьбовой частью 1 в отверстие 8 сопрягаемой детали 9. Расстояние между сопрягаемыми деталями 9, 10 регулируют с помощью съемной шайбы 5. На гладкий хвостовик 2 одевают головку 3. Го1
Изобретение относится к способам переноса центров отверстий на сопрягаемые детали с помощью резьбовых кернеров и может быть использовано в любой отрасли машиностроительной про- мьшленности при изготовлении, ремонте оснастки инструмента, монтажа машин и других работах.
Цель изобретения - повышение точности и расширение технологических возможностей при нанесении метки на сопрягаемой детали путем проворачивания кернера.
На фиг. 1 изображен кернер, общий вид5 на фиг. 2 - то же, со сменной втулкой; на фиг. 3 - разрез А-А на фиг. 1.
Способ переноса центров отверстий на сопрягаемые детали осуществляют следующим образом.
В.отверстии одной из сопрягаемых деталей устанавливают резьбовые кернеры, фиксируют детали по базовым поверхностям и проворачивают кернеры для нанесения метки на одной из сопрягаемых деталей.
Устройство для осуществления предлагаемого способа представляет собой кернер, содержащий резьбовуй часть 1 с гладким хвостовиком 2 и связаннзпо с последним головку 3 с режущим выступом 4. Головка 3 вьшолнена съемной охватывающей гладкий хвостовик 2, а режущий выступ 4 выполнен в виде лез ВИЯ сверла. Кернер снабжен съемной регулирующей шайбой 5, для размещения которой на гтэловке 3 выполнены продольные лыски 6, и одеваемыми на резьбовую часть 1 сменными втулками
7для резьбовых и гладких отверстий
8сопрягаемых деталей 9 и 10.
Перенос центров отверстий на одну из сопрягаемых деталей осуществляют следующим образом.
ловка 3 имеет режущий выступ 4 в виде лезвия сверла. Шайбу 5 устанавливают в продольные лыски 6, выполненные на головке 3. При выворачивании кернера наносят метку на деталь 10. Затем де-- таль. 10 снимают и по метке сверлят в ней отверстие..2 ил.
O
5
0
5
0
Размечаемую деталь 10 устанавливают на опорах (не показаны) на расстоянии, большем высоты составного кернера без съемной регулирующей шайбы 5. Затем вворачивают в отверстие 8 сопрягаемой детали 9 резьбовую часть 1 кернера и на гладкий хвостовик 2 надевают головку 3 с режущим. выступом 4 в виде лезвия сверла. Расстояние между базовыми поверхностями 11 и 12 сопрягаемых деталей 9 и 10 регулируют с помощью съемной шайбы 5, устанавливаемой на продольные лыски 6. Шайба 5 способствует уменьшению отклонения центра выступа 4 головзки 3 от соосности с центром базового отверстия 8 путем увеличения резьбовой части 1 кернера, ввернутой в базовзпо деталь 9. При выворачивании резьбовой части 1 кернера наносят iMeTKy на деталь 10. Далее деталь 10 снимают и по меткам сверлят в ней отверстия (не показаны).
При работе со сменными втулками 7 их устанавливают в отверстие 8 детали 9 перед вворачиванием резьбовой части 1 кернера либо ставят совместно, предварительно навернув втулку 7 на резьбовую часть 1.
Формула изобретения
1. Способ переноса центров отверстий на сопрягаемые дерали, заключающийся в том, что в отверстия одной из сопрягаемых деталей устанавливают резьбовые кернеры и фиксируют детали по базовым поверхностям, о т- личающийся тем, что, с целью повьщ1ения точности и расширения технологических возможностей при нанесении метки на сопрягаемой детали, проворачивают кернер.
2, Кернер для переноса центров отверстий на сопрягаемые детали, содержащий резьбовую часть с гладким хвостовиком и связанную с последним головку с режущим выступом, о т л и - чающийся тем, что, с целью повышения точности и расширения технологических возможностей, он снабжен съемной регулирующей шайбой, головка выполнена съемной, охватываю-
щей гладкий хвостовик, имеет продольные лыски для размещения шайбы, а режущий выступ выполнен в виде лезвия сверла.
3, Кернер поп. 2, отлича ю- щ и и с я тем, что он снабжен одеваемыми на резьбовую часть сменными втулками для резьбовых и гладких отверстий сопрягаемых деталей. .
фиг.г
фи.З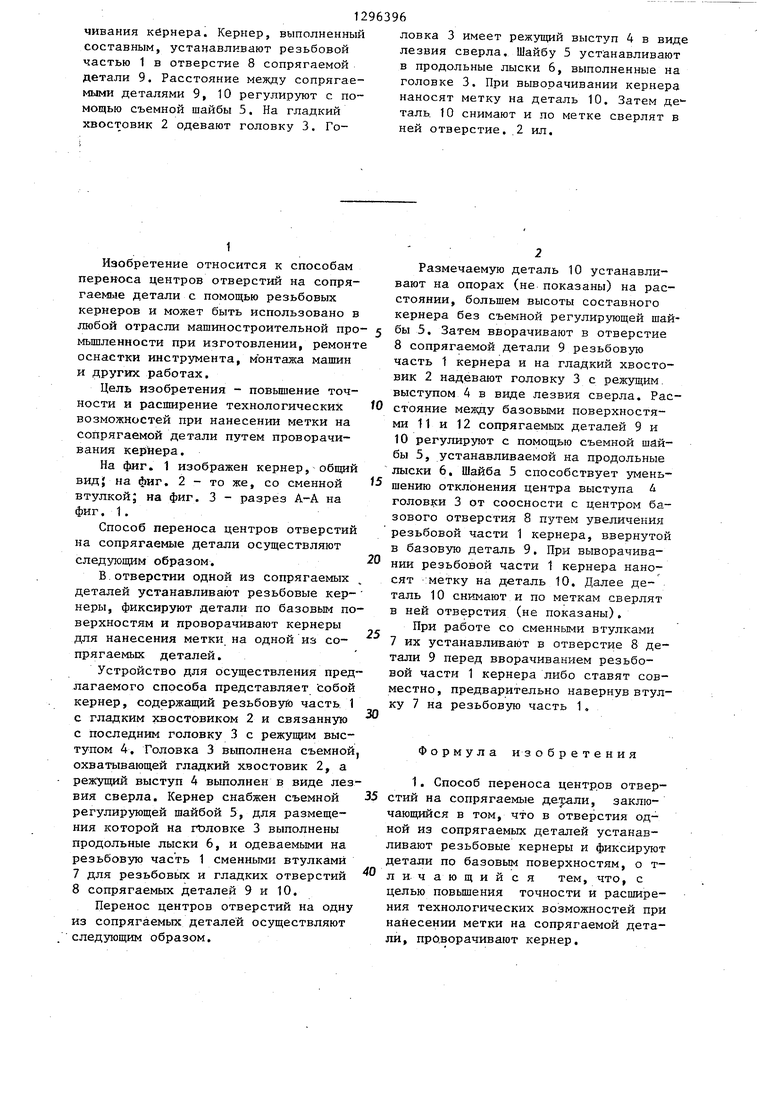
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переноса центров отверстий на сопрягаемые детали с использованием резьбовых кернеров | 1974 |
|
SU701787A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИСТЕМ КООРДИНИРОВАННЫХ ОТВЕРСТИЙ НА СТАНКАХ С ЧПУ | 2000 |
|
RU2171733C1 |
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |
| ГЕОДЕЗИЧЕСКИЙ ЗНАК И УСТРОЙСТВО ДЛЯ ЕГО УСТАНОВКИ | 1994 |
|
RU2080557C1 |
| СВЕРЛО ДЛЯ РАСШИРЕНИЯ ДИАМЕТРА | 2014 |
|
RU2588913C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| СВЕРЛИЛЬНАЯ СИСТЕМА ДЛЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2014 |
|
RU2630722C2 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| Комплект для установки пластины для остеосинтеза при лечении вальгусной деформации первого пальца стопы и способ его использования | 2022 |
|
RU2796873C1 |
| Фреза | 1983 |
|
SU1119846A2 |

Изобретение относится к способам переноса центров отверстий на. сопрягаемые детали с помощью резьбовых кернеров и может быть использовано в любой отрасли машиностроения при ремонтных и монтажных работах; Целью изобретения является повышение точности и расширение технологических возможностей при нанесении метки на сопрягаемые детали путем провораО)
| Патент США № 3095021, кл, 145-25, 1963 | |||
| Способ переноса центров отверстий на сопрягаемые детали с использованием резьбовых кернеров | 1974 |
|
SU701787A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
