Изобретение относится к машиностроению, в частности к способам и к конструкциям устройств станков с ЧПУ и обрабатывающих центров для процессов обработки систем координированных отверстий, и может быть использовано для комплексной обработки корпусных деталей, крышек, фланцев панелей, плит кронштейнов и других деталей, имеющих точные координированные отверстия.
Известен способ обработки координированных отверстий с использованием предварительной разметки отверстий и кернение центра предполагаемого отверстия вручную с помощью кернера для предварительного направления инструмента (сверла). В этом случае неточность межцентровых расстояний и неточность размеров, определяющих положение отверстий на плоскости, складывается из неточности нанесения разметочных рисок и самого накернивания. Этот способ очень трудоемкий и применяется только в условиях единичного, опытного и мелкосерийного производства [1].
Применяемый при кернении инструмент - кернер [2]. Он представляет собой металлический стержень, изготовленный из инструментальной стали марок У7А или У8А и подвергшийся термообработке, с заостренным одним концом, который затачивают на конус с углом 60 или 75o. Накернивание производят, наставляя заостренный конец кернера в место пересечения разметочных рисок и ударяя молотком по другому концу кернера. При этом невозможно точно регулировать силу удара и, следовательно, лунки получаются разных размеров.
Для обеспечения получения лунок постоянных размеров применяют механизированные кернеры [1] и автоматические кернеры [3], не требующие ударов молотками. Но при их применении на автоматизированном оборудовании возникают трудности обеспечения автоматического кернения деталей во взаимосвязи с программным перемещением стола станка с ЧПУ, что не обеспечивает достаточную точность всей системы.
Технической задачей, решаемой изобретением, является устранение указанных недостатков, а именно повышение точности координирования отверстий на станках с ЧПУ.
Указанная техническая задача решается тем, что в способе обработки систем координированных отверстий на станках с ЧПУ, включающем сверление и последующее развертывание с использованием многопозиционной шпиндельно-инструментальной револьверной головки при одной установке детали, согласно изобретению перед сверлением непосредственно на станке с ЧПУ выполняют предварительное кернение и центрование, при этом кернение производят путем установки автоматического кернера в многопозиционную шпиндельно-инструментальную револьверную головку. Для осуществления предлагаемого способа разработано устройство, содержащее многопозиционную шпиндельно-инструментальную револьверную головку с расположенной в ней системой инструментов для обработки систем координированных отверстий, включающей сверло и развертку, которое согласно изобретения снабжено центровкой и автоматическим кернером с подпружиненным бойком, расположенным по оси шпинделя головки, совпадающей с осью сверления отверстия. Особенностью изобретения является то, что в устройстве автоматического кернера согласно изобретению подпружиненный боек выполнен с боковым пазом, в котором размещен с возможностью перемещения один конец рычага, ось которого закреплена в корпусе кернера, а другой конец рычага выполнен в виде кольцевого плоского сегмента с центром, совпадающим с осью бойка.
Промышленная новизна предлагаемого изобретения позволит с использованием точных перемещений столов современного автоматизированного оборудования сначала нанести автоматизированно систему координированных центровых гнезд, по которым затем направят центровые сверла. Выполнение кернения центров будущих отверстий и последующего центрования, сверления и развертывания на станке с ЧПУ при одной установке детали, т.е. без смены установочных баз, позволит увеличить точность координирования обрабатываемых отверстий и избежать погрешностей, возникающих при переустановке детали. Причем кернер выполнен автоматическим и работает без участия человека с использованием программных перемещений узлов станка. Использование предлагаемого изобретения позволит обработать жестко координированные системы отверстий без кондукторных устройств и других приспособлений, координирующих инструмент.
Сущность изобретения поясняется чертежами, где на фиг. 1a показан общий вид устройства многопозиционной шпиндельно-инструментальной револьверной головки, настроенной для обработки системы координированных отверстий с применением автоматического кернера; на фиг. 1б показаны этапы обработки координированных отверстий по предлагаемому способу; на фиг. 2 -- главный вид автоматического кернера; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2.
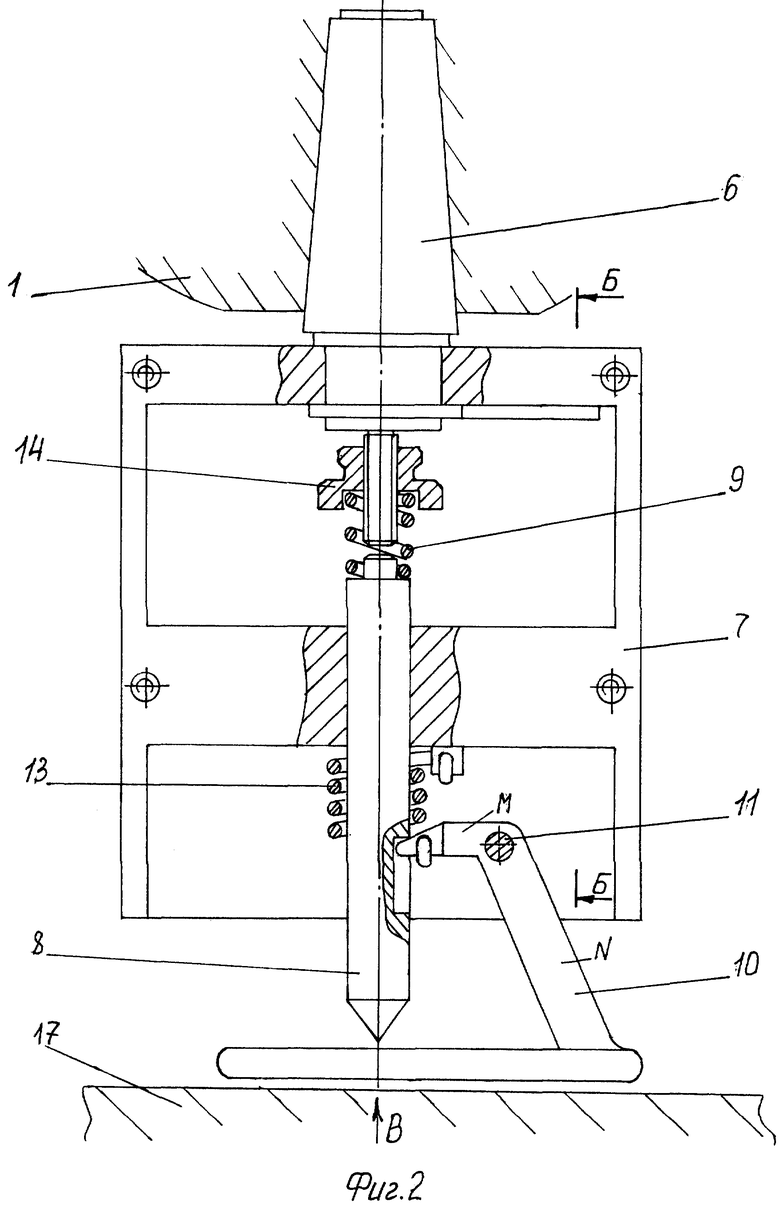
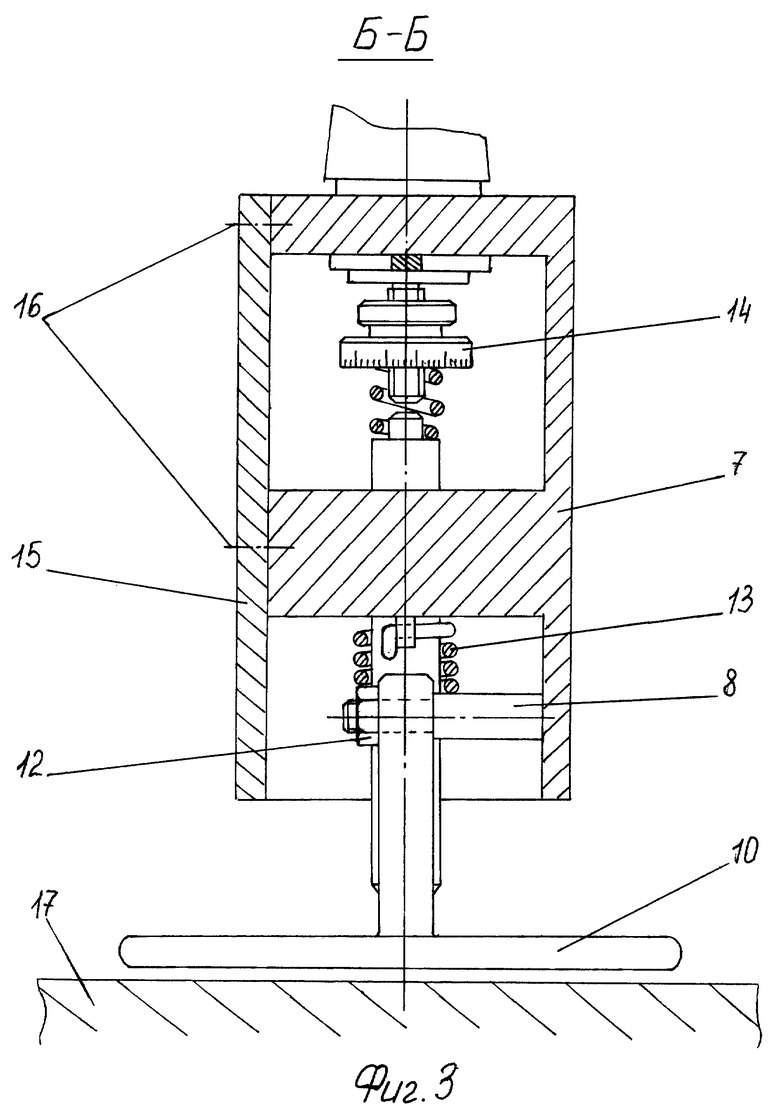
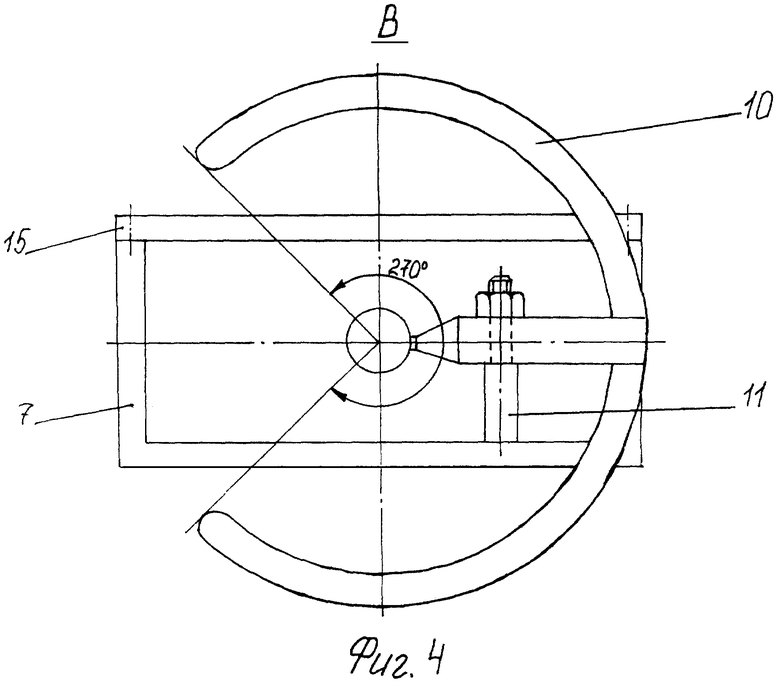
Устройство для обработки систем координированных отверстий на станках с ЧПУ содержит многопозиционную шпиндельно-инструментальную револьверную головку 1 с расположенной на ней системой инструментов (центровка 2, сверло 3, развертка 4). Дополнительно многопозиционная шпиндельно-инструментальная револьверная головка снабжена автоматическим кернером 5, расположенным по оси шпинделя головки, совпадающей с осью будущего отверстия (фиг. 1a). Автоматический кернер установлен в многопозиционной шпиндельно-инструментальной револьверной головке станка посредством хвостовика 6 с конусом Морзе (фиг. 2). На хвостовик установлен на цилиндрической проточке и закреплен корпус 7. В корпус 7 установлен с возможностью осевого перемещения боек 8, выполненный с боковым пазом. Торец бойка подпружинен относительно корпуса пружиной 9. В пазе бойка размещен с возможностью перемещения в пазе один конец М качающегося двуплечего рычага 10. Рычаг 10 имеет возможность поворота на оси 11, закрепленной в корпусе 7. Для предотвращения перемещения рычага вдоль по оси он закреплен гайкой 12 (фиг. 3). Плечо М качающегося двуплечего рычага подпружинено относительно корпуса 7 пружиной 13. Другой конец N качающегося двуплечего рычага выполнен в виде кольцевого плоского сегмента, для улучшения его контакта с поверхностью детали, с центром, совпадающим с осью бойка (фиг. 4).
Усилие пружины 9 регулируется при помощи отсчетного лимба 14.
Корпус снабжен крышкой 15, расположенной на торце и крепящейся к нему при помощи четырех винтов 16.
Устройство работает следующим образом. Перед началом работы регулируется усилие ударной пружины 9 автоматического кернера в зависимости от материала обрабатываемой заготовки и необходимой силы удара бойка при помощи отсчетного лимба 14. Перед обработкой на столе станка базируют и закрепляют заготовку 17 (фиг. 1a). В гнезда многопозиционной шпиндельно-инструментальной револьверной головки устанавливают набор режущих инструментов, определяемых технологическим процессом обработки системы координированных отверстий (центровка 2, сверло 3, развертка 4). В одно из гнезд многопозиционной шпиндельно-инструментальной револьверной головки в качестве одного из инструментов устанавливают автоматический кернер 5.
Обработка отверстия выполняется за одну операцию и содержит несколько переходов. Первым переходом будет кернение заготовки, выполненное автоматическим кернером 5. Переход выполняется в режиме "останов шпинделя". При подводе револьверной головки 1 к заготовке 17 с рабочей подачей плечо N качающегося двуплечего рычага 10 касается поверхности заготовки. При надавливании на заготовку плеча N рычаг поворачивается на оси 11, плечо М выходит из бокового паза бойка 8 и он под действием ударной пружины 9 приходит в действие и, перемещаясь в низ по оси, производит удар. Револьверная головка отводится вверх, рычаг поворачивается на оси 11 в обратном направлении под действием возвратной пружины 13, возвращая плечо М в боковой паз бойка, и восстанавливает начальное положение бойка. Револьверная головка поворачивается, готовя инструмент для следующего перехода - центрования.
Применение автоматического кернера на станках с ЧПУ и обрабатывающих центрах позволит повысить координатную точность обрабатываемых отверстий, точность позиционирования инструментов и их жесткость во время обработки. Оснащение станков с ЧПУ выше описанным образом позволит обеспечить работу этих станков в работотехническом комплексе, при этом автоматический кернер помещается в инструментальный магазин станка с уже отрегулированной ударной пружиной, т. е. регулировка пружины осуществляется на участке подготовки инструментов. А когда появляется потребность в нем, то он извлекается из инструментального магазина механической "рукой" и устанавливается в многопозиционной шпиндельно-инструментальной револьверной головке. Причем этот процесс осуществляется полностью без участия человека по управляющей программе.
Источники информации
1. Крылов Ю.В. Слесарные и слесарно-сборочные работы. - Л.: Лениздат., 1987 г. с. 19-28.
2. Кернеры. Технические условия. ГOCT 7213-72 (СТ СЭВ 3214-81). Государственный комитет СССР по управлению качеством продукции и стандартом. - М.: Издательство стандартов. 1991 г.
3. Патент Российской Федерации N 2111112.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |
| СПОСОБ ОБРАЗОВАНИЯ ЗАХОДНОГО ОТВЕРСТИЯ | 2001 |
|
RU2196664C1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА В МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ, УПРАВЛЯЕМОМ УСТРОЙСТВОМ ЧПУ | 2007 |
|
RU2348498C2 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2053044C1 |
Изобретение относится к машиностроению, к способам и к конструкциям устройств станков с ЧПУ и обрабатывающих центров для комплексной обработки корпусных деталей, крышек, фланцев, панелей, плит, кронштейнов и других деталей, имеющих точные координированные отверстия. Способ включает сверление и последующее развертывание с использованием многопозиционной шпиндельно-инструментальной револьверной головки при одной установке детали. Для повышения точности перед сверлением непосредственно на станке с ЧПУ выполняют предварительное кернение и центрование, при этом кернение производят путем установки автоматического кернера в многопозиционную шпиндельно-инструментальную револьверную головку. Устройство содержит многопозиционную шпиндельно-инструментальную револьверную головку с расположенной в ней системой инструментов для обработки систем координированных отверстий, включающей сверло и развертку. Для повышения точности оно снабжено центровкой и автоматическим кернером с подпружиненным бойком, расположенным по оси шпинделя головки, совпадающей с осью сверления отверстия. 2 с. и 1 з.п.ф-лы, 4 ил.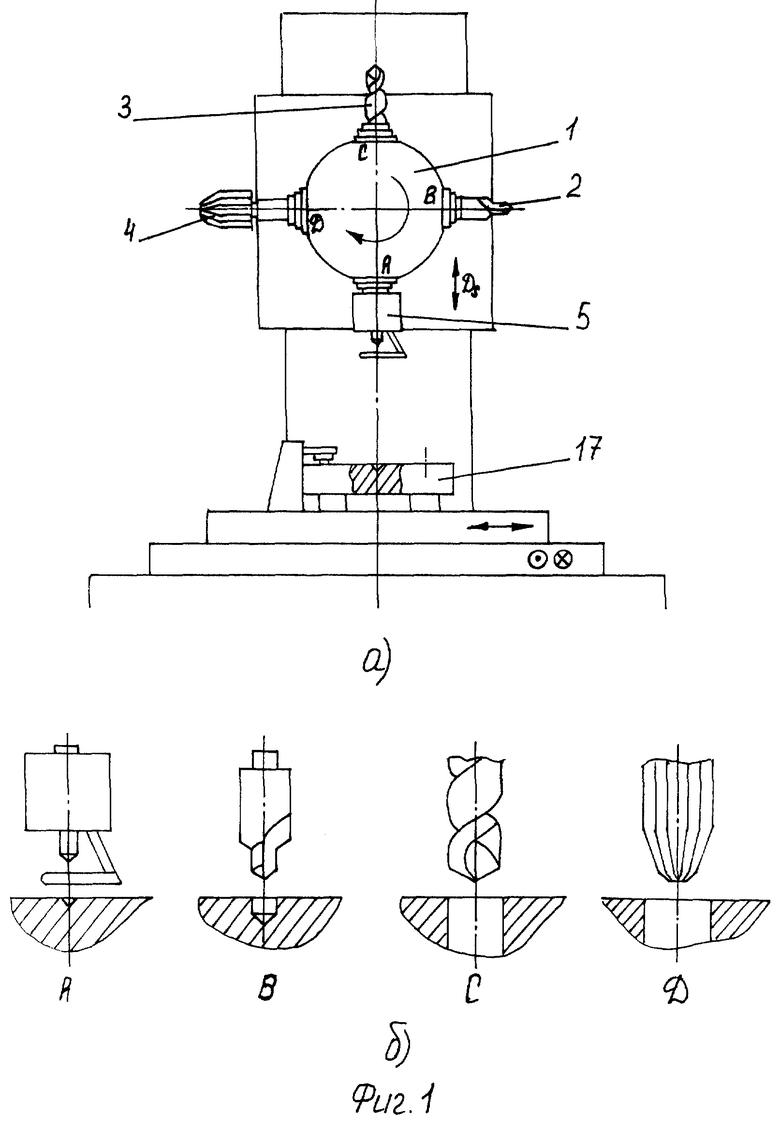
| Станки с числовым программным управлением/Под ред | |||
| В.А | |||
| ЛЕЩЕНКО | |||
| - М.: Машиностроение, 1979, с.373, 374, рис.8.25 | |||
| Прибор для наметки кернерами центров на пластинках, снабженный приспособлением для автоматического выбрасывания этих пластинок | 1926 |
|
SU5152A1 |
| Кернер | 1984 |
|
SU1215990A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ | 1994 |
|
RU2111112C1 |
| Способ электродинамического торможения электрических двигателей | 1931 |
|
SU31492A1 |
