Изобретение относится к расфасовочно- упаковочному оборудованию и может быть использовано при упаковке товаров в термоусадочную . пленку.
Цель изобретения - повышение качества упаковывания и снижение энергоемкости тоннеля.
На фиг. 1 изображен фронтальный разрез тоннеля; на фиг. 2 - разрез А-А на фиг.
щиеся четных лент 4 транспортера. Опора упоковки 6 переносится на нечетные ленты 4, которые огибают все валики 3 верхнего ряда одновременно с четными. Таким образом, тепловому воздействию подвергается вся остальная часть опорной поверхности упаковки 6. Одновременно с термообработкой производится и свободная усадка полимерной пленки. При дальнейшем движении упаковки 6 по транспортеру 2 происходит повТермоусадочный тон-нель состоит из каме- to торное поочередное освобождение всех участры 1, транспортера 2, включаюндего валики 3, размеш,енные с зазором в два ряда в шахматном порядке по высоте. Транспортер 2 дополнительно содержит параллельно установленные с зазором ленты 4, каждая из
ков опорной поверхности и обеспечение для них наиболее рациональных условий термоусадки. На всем протяжении движения упаковки 6 в тоннеле ее верхняя и боковые поверхности находятся под воздействием тепкоторых огибает валики 3, причем две со- 5 ла от источников 5 и 7 горячего возду- седних ленты 4 огибают валики 3 верхнего ха, что обеспечивает равномерность прогреряда одновременно, касаясь их в разных четвертях окружностей валиков 3. Огибание валиков 3 нижнего ряда происходит двумя соседними лентами 4 поочередно.
Источники 5 подачи горячего воздуха установлены над траспортером 2 и под ним. Перфорированные в сторону упаковки 6 трубы 7 для подачи горячего воздуха установлены в средней части зазора между верхними и нижними рядами валиков 3 непосредственно над каждым нижним валиком 3.
Термоусадочный тоннель работает следующим образом.
В процессе движения упаковки 6 она попадает на ленточный транспортер 2. При пере20
25
ва всей полимерной пленки.
Снабжение транспортера параллельно установленными отдельными бесконечными лен тами, образующими при огибании валиков поочередные перемещающиеся зазоры между соседними лентами, позволяет повысить равномерность разогрева и усадки пленочной оболочки и тем самым повысить качество упаковывания и снизить энергоемкость термоусадочного тоннеля.
Формула изобретения
I. Термоусадоч} ый тоннель, содержащий камеру, транспортер для перемещения упамещении упаковки в область первого из ва- 0 ,овки, включающ.ий валики н по меньшей ликов 3 верхнего ряда, начинают освобож-мере одну перфорированную трубу для податься участки опорной поверхности, касающиеся, например, нечетных лент 4, входящих в состав транспортерной ленты. Эти
ленты опускаются ниже уровня транспор- , .,.,. „
тирования упаковки 6 и направляются к пер- содержит параллельно установленные с зазо- вому из валиков 3 нижнего ряда. При пере-ром ленты, при этом его валики размещемепхении упаковки 6 между первым и вторым, валиками 3 верхнего ряда все освобожденные участки подвергаются тепловому воздействию от горячего газа, поступаю- 0 щего по перфорированным трубам 7.
дачи горячего воздуха под упаковку, отличающийся тем, что, с целью повышения качества упаковывания и снижения энергоемкости тоннеля, транспортер дополнительно
При достижении упаковкой 6 второго валика 3 верхнего ряда начинают освобождаться части опорной поверхности, касаюны в два ряда по высоте в шахматном порядке, каждая лента огибает валики верхнего ряда, а две рядом расположенные ленты огибают валики нижнего ряда поочередно. 2. Тоннель по п. i, отличающийся тем, что трубы для подачи горячего воздуха установлены непосредственно над каждым из валиков нижнего ряда.
щиеся четных лент 4 транспортера. Опора упоковки 6 переносится на нечетные ленты 4, которые огибают все валики 3 верхнего ряда одновременно с четными. Таким образом, тепловому воздействию подвергается вся остальная часть опорной поверхности упаковки 6. Одновременно с термообработкой производится и свободная усадка полимерной пленки. При дальнейшем движении упаковки 6 по транспортеру 2 происходит повторное поочередное освобождение всех участков опорной поверхности и обеспечение для них наиболее рациональных условий термоусадки. На всем протяжении движения упаковки 6 в тоннеле ее верхняя и боковые поверхности находятся под воздействием тепла от источников 5 и 7 горячего возду- ха, что обеспечивает равномерность прогре
ва всей полимерной пленки.
Снабжение транспортера параллельно установленными отдельными бесконечными лентами, образующими при огибании валиков поочередные перемещающиеся зазоры между соседними лентами, позволяет повысить равномерность разогрева и усадки пленочной оболочки и тем самым повысить качество упаковывания и снизить энергоемкость термоусадочного тоннеля.
Формула изобретения
, .,.,. „
содержит параллельно установленные с зазо- ром ленты, при этом его валики размещедачи горячего воздуха под упаковку, отличающийся тем, что, с целью повышения качества упаковывания и снижения энергоемкости тоннеля, транспортер дополнительно
ны в два ряда по высоте в шахматном порядке, каждая лента огибает валики верхнего ряда, а две рядом расположенные ленты огибают валики нижнего ряда поочередно. 2. Тоннель по п. i, отличающийся тем, что трубы для подачи горячего воздуха установлены непосредственно над каждым из валиков нижнего ряда.
Фиг.2
Составитель А. Иваннн
Редактор И. СегляиикТехред И. ВересКорректор Л1. Демчик
Заказ 585/23Тираж 646Подписное
В1- ИИГ1И Государственного комитета СССР но де, 1ам изобретении и открыти11
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое преднриятие, г. Ужгород, у.ч. Проектная, 4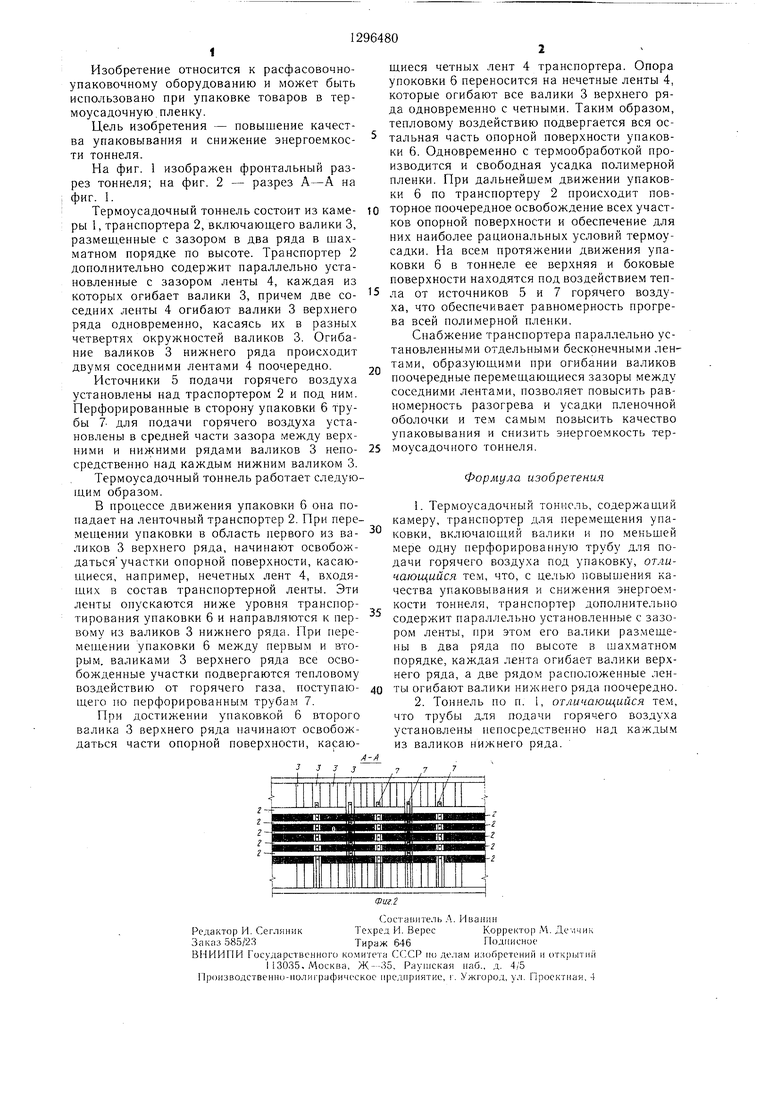
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ХЛЕБОПЕКАРНАЯ ПЕЧЬ | 2017 |
|
RU2679354C1 |
| Термоусадочный тоннель | 1989 |
|
SU1742145A1 |
| Термоусадочный тоннель упаковочной машины | 1988 |
|
SU1541129A1 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ УСАДКИ УПАКОВОЧНОЙ ПЛЕНКИ | 1997 |
|
RU2127697C1 |
| Термоусадочная печь | 1982 |
|
SU1076367A1 |
| Устройство для упаковывания предметов в термоусадочную пленку | 1983 |
|
SU1049366A1 |
| Термоусадочный тоннель упаковочной машины | 1988 |
|
SU1546346A1 |
| ТРАНСПОРТЕР ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488528C1 |
| Способ упаковывания группы предметов в рукав из термопластичного материала | 1985 |
|
SU1342825A1 |
| Способ упаковывания изделий пленочной лентой с нанесенной на нее маркировкой | 1985 |
|
SU1531847A3 |
Изобретение относится к расфасовоч- но-упаковочному оборудованию, может быть использовано при упаковке товаров в термоусадочную пленку и направлено на повышение качества упаковывания и снижение энергоемкости. В камере 1 тоннеля расположен транспортер 2 с валиками 3, размещенными с зазором в два ряда в шахматном порядке по высоте. Транспортер 2 включает отдельные бесконечные ленты 4, огибающие валики 3, причем две соседние ленты 4 огибают валики 3 верхнего ряда одновременно, а огибание валиков 3 нижнего ряда проис.ходит соседними лентами 4 транспортера 2 поочередно. Трубы 7 для подачи горячего воздуха установлены в средней части зазора между верхними и нижними рядами вал иков 3. В процессе движения упаковки 6 по транспортеру 2 ее опорная поверхность поочередно освобождается от лент 4. что позволяет осуществить равномерный обогрев низа пленочной оболочки и повысить тем самым качество упаковывания, а также снизить энергоемкость тоннеля. 1 з.п. ф-лы, 2 ил. с ел /j j 77j yZ Zy//7 j / 7/7/7///// /У ////// чD со O5 4 00 cpuz.l
| Термоусадочная печь для упаковки в пленку | 1979 |
|
SU870253A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
