Изобретение относится к конструкциям металлорежущих инструментов.
Це; ь изобретения повышение качества обработки крог .юк дета.тей аутем ликв;;- дации образования заусенце.
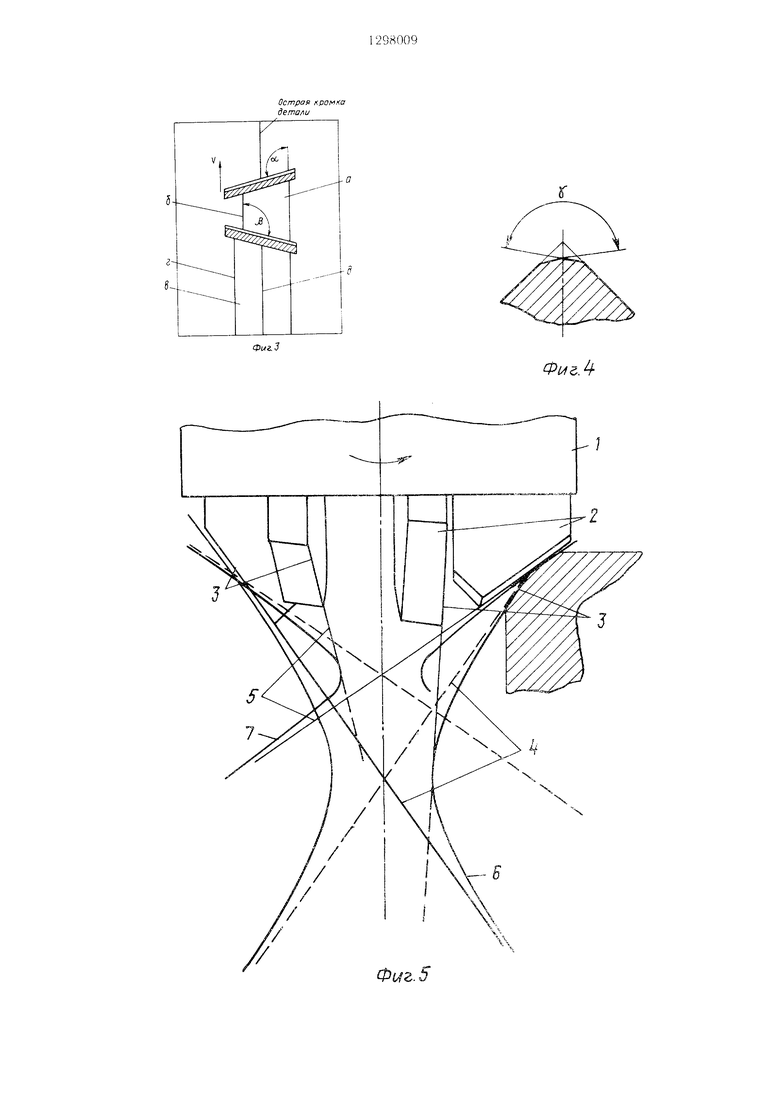
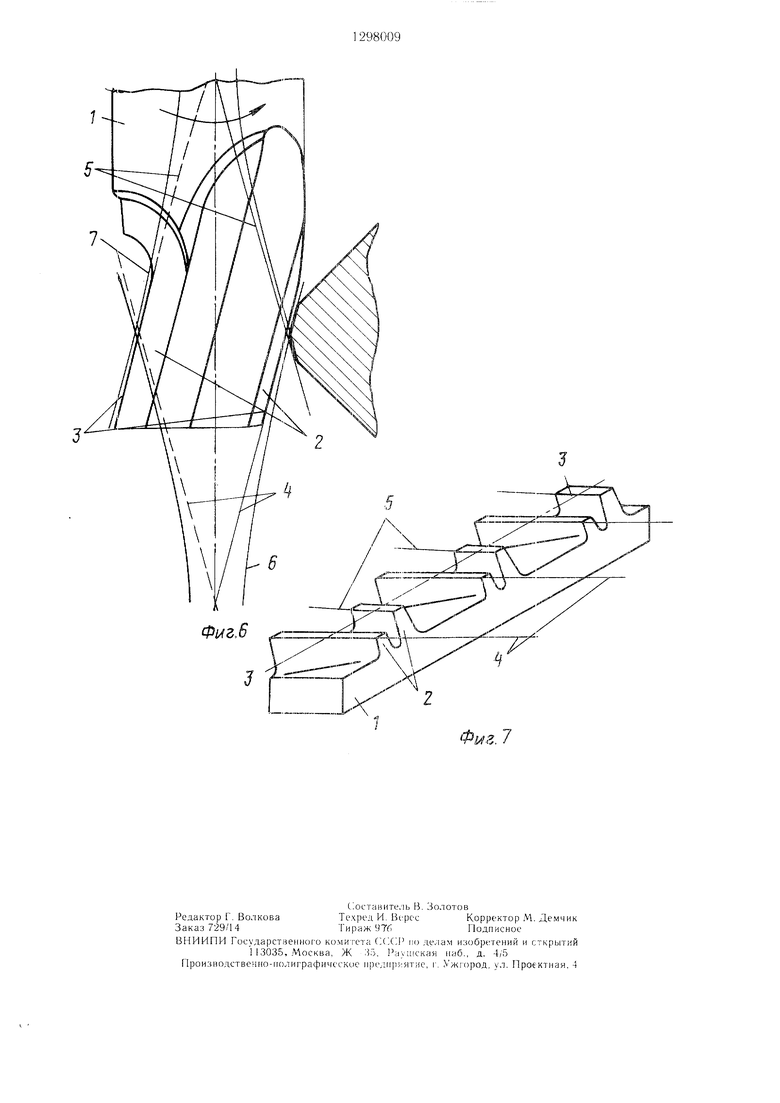
На фи1 . 1 изображена ..тисковая (|)реза; на фиг. 2 - е.хема расположения режущих кромок дисковой фрезы; на фиг. 3. схема обработки детали; на фиг. 4 ipc- филь обработанной летали; на фиг. 5 ехема расположения режущи.х кромок то)и:- вой фрезы; на фиг. 6 - ехема рае не- ложеиия режущих кромок концевой фрезы; на фи1 .7 - ехема расположения режу цих кромок протяжки.
Многолезвийный режущий инет)уу1е1п состоит из ко) , на кот ором pa;ii ie щены ;и бья 2 с режущи.ми кромками is, представляющими еобой обрезки 1рямоли- обра;} тои1их 4 и fi гииерГю. юидст 6 и 7 враи1ения.
При сообщении инструменту 1. :авного движения и подачи вдо;1Ь детали ; убья с|1езй- ют припуск с днух частей .ли поочередно.
Режуп1ая кромка 3. ереза10 цая матери:- ал с грани а, ориентирована но OTiionse- нию к направлению вектора екороети резания V под углом а 90° и ;)а еч.ет этого «едвигает срезаемый елой л а тер и а,.па в еторояу кромки б, на которой образуется зауеенец.Сле;1,ующая кро.мка т;:кже opneii- тировапа но отношению к направ.пепию зе;-;- тора скорости резания V в против(;10.. К) ную сторону под углом |3 90° и за ечет эте - го «сдвиг ает ерезаегу1ый материала е грани в I , еторону кромки с. Однако на этой кромке зауеенец или не об ;1азуетея или его величина незначительна. Это обеепечи- вается тем, что угол у, образозанкый гранями и и н, ирев1зп;1ает но величине 90 За счет этого в об ьеме материала в зоне кромки е(5здается неравномерное BcecTopoii- нее сжатие, при котором ус. ;VIH образования заусенца ;ia ечет отгиба ереза(- Mi н)е;1елы кромки
Q
1 1;ия гны. Для вязких пластичных материалов 1К личипу yr;ia ; ;-1аз1 ;ачают близкой к 180.
я, В. (;беспечивают ;-я выбором геометрич(к;ких параметров прямоли;ней- пых образующих гиперболоидов врапгения углом и направлением екрещивания с про- лольной осью и расстоянием до оси. Выбором требуемых углов а, р, v мсл ут быть обеепечень различ;.{ые профили многогран- ньгх фасок на деталях и профили боковых новерхноетей .листовых деталей. Кроме того, -:а деталях .чогут быть получены фаеки, аеимптотически приближающиеся к дуге ок- ружпости, с числом граней более двух. В зтом елучае оежущие кромки поочередно выполняют в виде отрезков прямолинейных (бразующих гиперболоидов вращения, число которых равно числу граней фаеки. Соот- ьететвующ ,им выбором положения режущих . езпий (у| лы а, р, у) достигается отсутст- ;-;ие ;)ауеенцев па кромках детали поеле об- :)аботки.
М,поголезЕ1ийный режуп1ий инструмент в виде строгального блока резцов или протяжки с разным рас положением режу1цих кромок отноеительно вектора скорости резания и корпуса яв/яется частным случаем раемотренных Bbnjje инструментов, кото- )ый образуется при уве,1ичении радиусов ги ерболоидов вращения до беско1 ;ечногти. .Л.ейетвие этсфо инструмента а -1алогич|нх
Формула изобретения
Много.лезвийный режущий инструмент, состоящий из корпуса и зубьев с оежу- 111,ими кромками, расположенными друг за д,ругом под разными углами к направлению резания, отличающийся те.м, что. е це- ,лью повышения качества обработки кромок деталей, ре; кущие кромки зубьен ii; поочередно ;ча прямолипей-{ых образую- тих по меп1дпей мгре двух -иперболои- д,ов врапип ия, имеющих оби1у;ю oci.
Острая коомка детали
Фиг J
Фиг.
//
X
Фиг. 5
Фмг. 7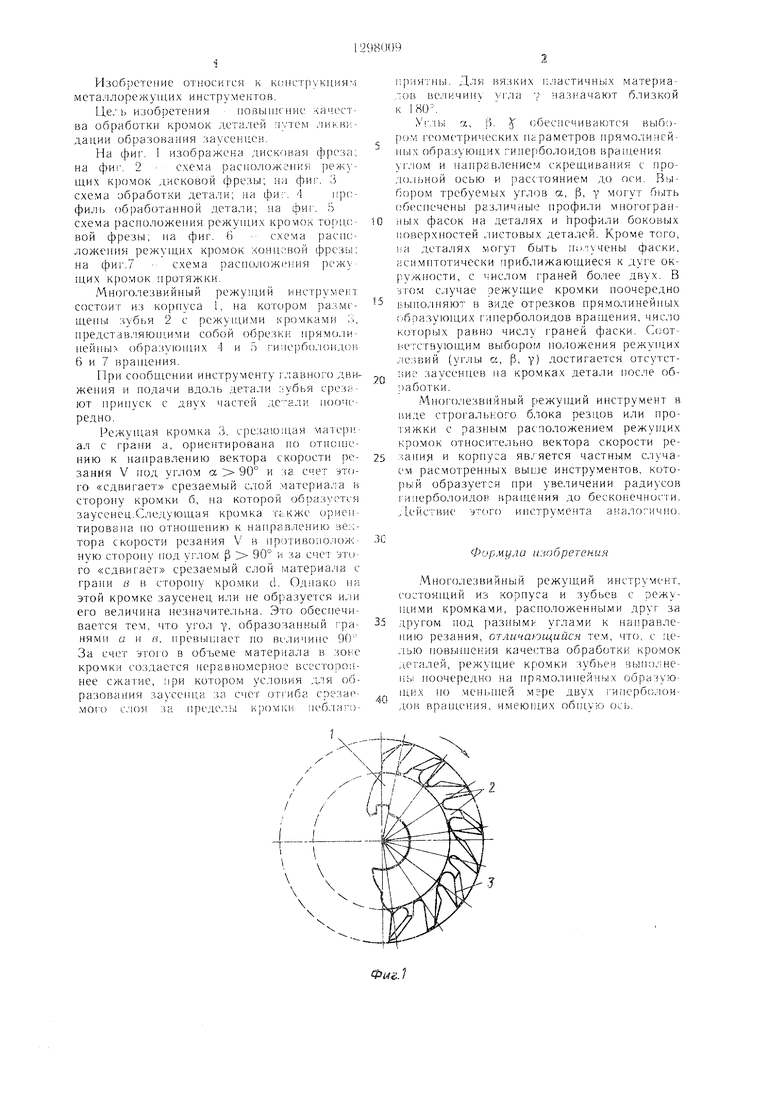
Изобретение относится к конструкциям металлорежущего инструмента. Цель изобретения - повышение качества обработки кро.мок деталей нчтем ликвидации образования заусенцев. Инструмент состоит из корпуса I, на котором размещены зубья 2 с режущими кромками 3, представляющими собой отрезки нрямолинейны.х образующи.х 4 и 5 гиперболоидов 6 и 7 вращения, имеющих общую ось. Инструмент может выполняться в виде дисковых, торцовых и концевых фрез и т.д. Инструмент в виде строгального блока или протяжки является частным случаем, который образуется при ве, 1ичении радиусов гиперболоидов враще- ;-1ИЯ до бесконечности. 7 н,1. 6 ГО о ОС со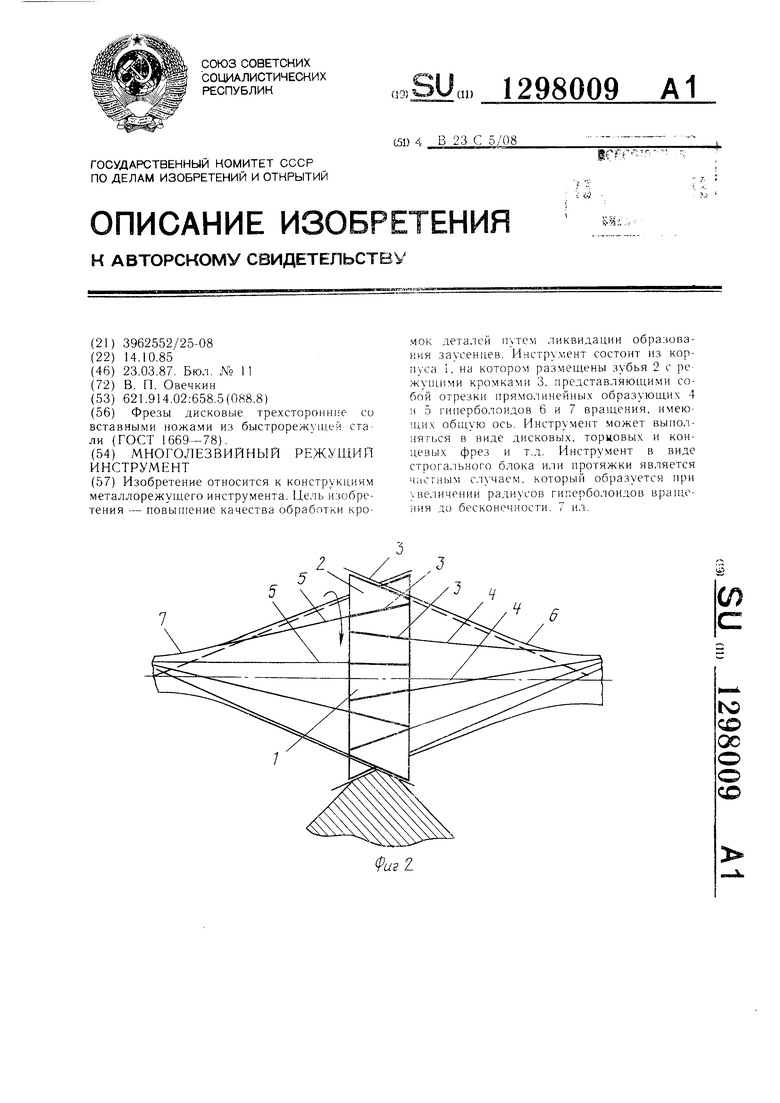
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
