Изобретение относится к области режущего инструмента, а именно к дисковым фрезам с затылованными зубьями, имеющими шлифованную заднюю поверхность.
Известны конструкции дисковых фрез, которые выполняются цельными или сборными с затылованными зубьями с нешлифованными задними поверхностями зубьев (см. Семенченко И.И. и др. Проектирование металлорежущих инструментов. - М.: Машгиз, 1962, с.661 - 662, фиг.391).
Недостатком таких фрез является пониженная стойкость и точность.
В известных конструкциях дисковых фасонных затылованных фрез со шлифованными по задней поверхности зубьями форму режущей кромки рассчитывают и получают при изготовлении с учетом профиля обрабатываемой поверхности и заданных геометрических параметров фрезы, назначаемых в зависимости от свойств инструментального и обрабатывамого материала (см. Юликов М.И., Горбунов Б.И., Колесов Н.В. Проектирование и производство режущего инструмента. - М.: Машиностроение, 1987, стр.198-201, 281. [2], и Баранчиков В.И., Боровский Г.В., Гречишников В.А. и др. Справочник конструктора-инструментальщика. - М.: Машиностроение, 1994, 560 с, стр.288-290. [3]).
Недостатком таких фрез является погрешность формы режущей кромки фрезы, возникающая вследствие несовпадения профиля кромки фрезы и профиля круга, шлифующего при затыловании заднюю поверхность зуба фрезы. Если форма кромки прямолинейная, то профиль круга должен быть криволинейным, что существенно усложняет правку круга и неизбежно вносит погрешности в форму круга и кромки ([2], стр.197 и Цепков А.В. Профилирование затылованных инструментов. - М.: Машиностроение, 1979, стр.76-77. [4]).
Если кромка криволинейна, то профиль круга - кривая линия, отличающаяся от формы кромки и определяемая либо рядом точек либо заменяемая окружностью или другой аппроксимирующей кривой.
Таким образом, профиль шлифовального круга для затылования фрез требует проведения специальных коррекционных расчетов, отличие его от профиля фрезы усложняет правку и вносит дополнительные погрешности в форму круга и кромки фрезы.
Другим недостатком известных конструкций затылованных фрез со шлифованными зубьями является несовпадение линии, разделяющей шлифованную и нешлифованную части зуба фрезы, с формой кромки, что уменьшает фактическую ширину шлифованного участка зуба фрезы и соответственно возможное число ее перетачиваний.
Известна фреза, обеспечение точности изготовления которой осуществляется путем использования заточки с передним углом, меняющимся при разной степени сточенности фрезы (прототип [4], стр.74-80).
Известная фреза сложна при ее изготовлении.
Задачей изобретения является выполнение зубьев фрезы шлифованными по задней поверхности и повышение точности кромки фрезы за счет исключения коррекционного расчета профиля шлифовального круга, затылующего фрезу, устранения погрешностей аппроксимации шлифовального круга и упрощения правки круга.
Решение поставленной задачи достигается тем, что дисковая фреза, цельная или сборная, с затылованными зубьями выполнена со шлифованными задними поверхностями зубьев, при этом режущая кромка зуба имеет форму, совпадающую с линией касания задней поверхности зуба и шлифовального круга при затыловании фрезы.
Изобретение поясняется чертежами, где
на фиг.1 изображена фреза дисковая: 1 - фреза (или корпус фрезы); 2 - режущая кромка прямолинейной формы; 3 - зуб фрезы; 4 - шлифованная часть зуба (задней поверхности); 5 - линия, разделяющая шлифованную и нешлифованную части зуба;
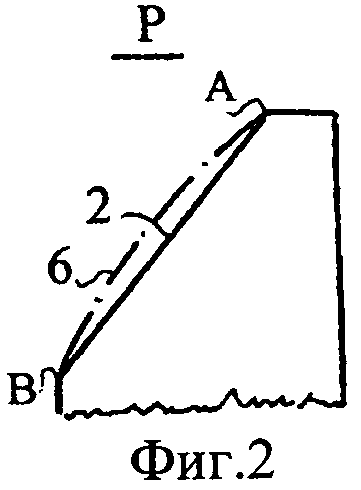
на фиг.2 - вид на переднюю грань фрезы (вид Р на фиг.1): 2 - режущая кромка прямолинейной формы; 6 - кромка фасонной формы;
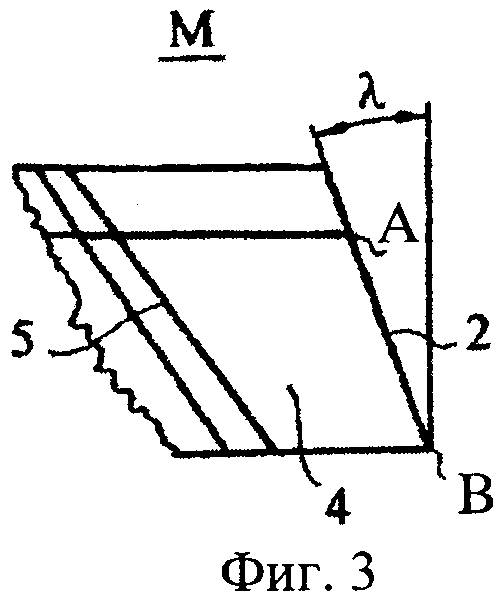
на фиг.3 - зуб фрезы (вид М фиг.1): 2 - режущая кромка; 4 - шлифованная часть зуба (задней поверхности); 5 - линия, разделяющая шлифованную и нешлифованную части зуба;
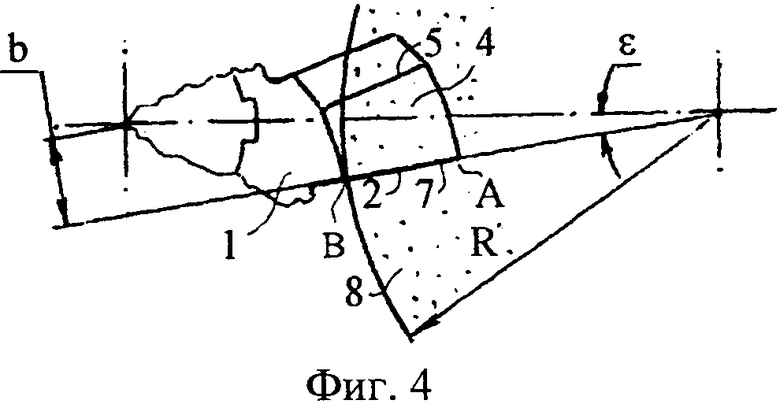
на фиг.4 - линия касания фрезы и круга: 1 - фреза (или корпус фрезы); 2 - режущая кромка; 4 - шлифованная часть зуба; 5 - линия, разделяющая шлифованную и нешлифованную части зуба; 7 - линия касания фрезы и круга в процессе шлифования (затылования) зуба фрезы; 8 - шлифовальный круг.
Фреза 1 с режущей кромкой 2 зуба 3 выполнена с задней затылованной поверхностью 4 зубьев, шлифованной на участке АВ кромки 2 до линии 5 (фиг.1).
Линия АВ режущей кромки имеет форму прямой линии 2 и может быть также выполнена криволинейной, фасонной формы 6 (фиг.2).
Угол А наклона прямой передней поверхности фрезы рассчитывают с учетом размеров кромки и передних торцовых углов в точках А и В кромки (фиг.3). На фиг.1 и 3 передний угол в т.А - положителен, в т.В - нулевой.
Режущая кромка 2 фрезы совпадает с линией 7 касания задней поверхности 4 зуба фрезы с поверхностью круга 8 в процессе затылования 9 (фиг.4). Форма кромки фрезы совпадает с формой профиля круга 8 в его осевом сечении.
Линия 7 касания поверхностей круга 8 и поверхности 4 фрезы в проекции на торцовую плоскость фрезы расположена под углом ε к межосевой линии фрезы и круга (фиг.4).
Расстояние b от оси фрезы до линии 7 рассчитывают (фиг.1 и фиг.4): b=(k·z·cosε)/2π, где k - величина затылования, z - число зубьев фрезы.
Угол ε, характеризующий положение линии 7 касания, рассчитывают в зависимости от диаметра фрезы, наружного радиуса R круга (фиг.4) и величины k затылования зубьев.
Число перетачиваний фрезы ограничено шириной шлифованного участка 4 зуба фрезы (фиг.1, 3 и 4). В известных конструкциях затылованных фрез со шлифованными зубьями форма линии 5, являющейся границей между шлифованным и нешлифованным участками зуба, не совпадает с формой кромки фрезы, что уменьшает число перетачиваний. В предложенной конструкции форма линии 5 совпадает с формой кромки, поэтому фактическая ширина шлифованного участка зуба фрезы и число ее перетачиваний также увеличиваются.
Разработан специальный алгоритм и программа расчета фрез с описанной выше геометрией и формой кромки.
Для фрезы, имеющей наружный диаметр 8 0 мм, число зубьев z=10, величину затылования k=4,5 мм, обрабатывающей поверхность детали с высотой профиля 14 мм, при затыловании зубьев кругом с размером R=64 мм: ε=4,57°, b=7,14 мм, λ=9,23°. Профили прямолинейной кромки фрезы и круга совпадают, профиль круга не требует специального расчета, форма его профиля прямолинейна, что упрощает правку, повышает ее точность и исключает погрешности аппроксимации профиля.
Описанная выше фреза может иметь прямолинейную, а также фасонную режущую кромку 6 (фиг.2) и предназначаться для обработки деталей с прямолинейным или фасонным профилем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
| СБОРНАЯ ЗАТЫЛОВАННАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1994 |
|
RU2068323C1 |
| РАДИАЛЬНО-ЗАТЫЛОВАННАЯ ФРЕЗА | 1990 |
|
RU2088387C1 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2481927C1 |
Фреза относится к области обработки материалов резанием, в частности предназначена для обработки деталей с прямолинейным или фасонным профилем, и выполнена цельной или сборной. Для повышения точности обработки задняя поверхность зубьев выполнена шлифованной. При этом режущая кромка зуба фрезы имеет форму, совпадающую с линией касания задней поверхности зуба фрезы и шлифовального круга при затыловании фрезы. Режущая кромка зуба фрезы может быть выполнена прямолинейной. 2 з.п. ф-лы, 4 ил.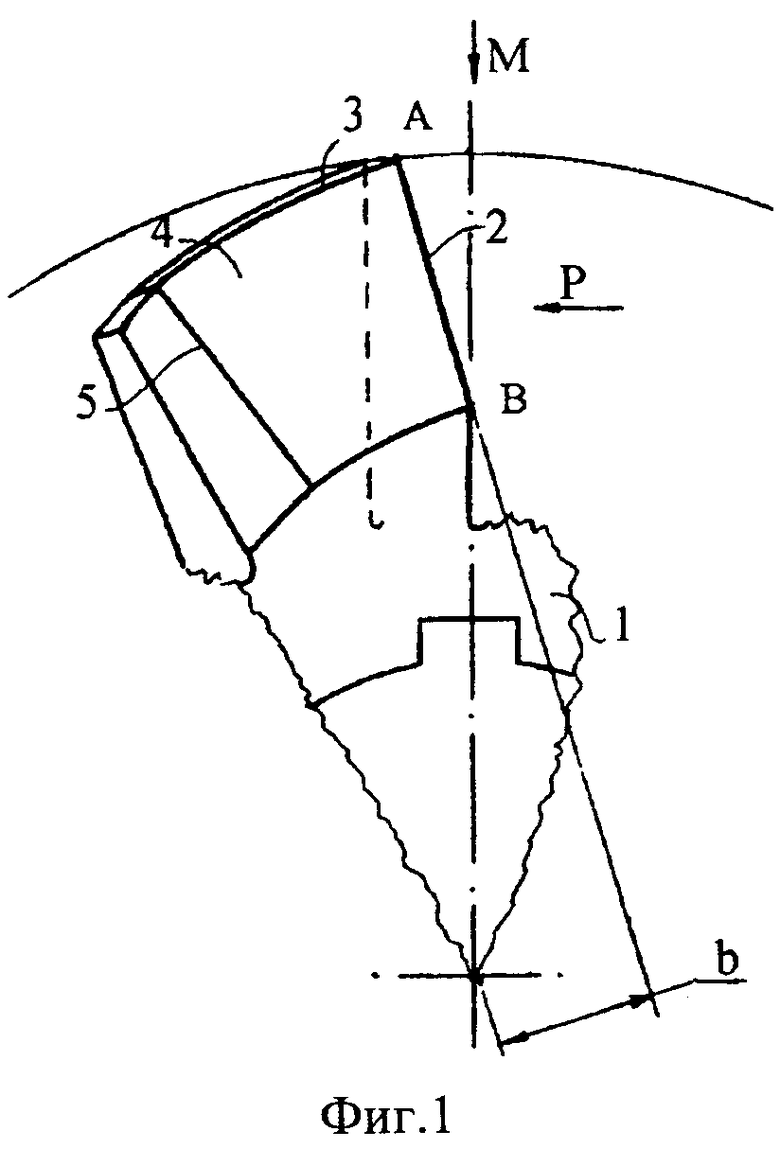
| СЕМЕНЧЕНКО И.И и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с.661, 662, фиг.391 | |||
| Фреза со вставными зубцами | 1924 |
|
SU2937A1 |
| ФРЕЗА ФАСОННАЯ | 0 |
|
SU320145A1 |
| Магнитный сплав | 1987 |
|
SU1495388A1 |

