Изобретение относится к машиностроению, в частности к обработке отверстий мерным режущим инструментом.
Цель изобретения - повышение точности, улучшение качества обработанной поверхности и увеличение периода стойкости.
На фиг. 1 показана развертка, общий вид; на фиг. 2 - сечение А-.4 на фкг. 1.
Развертка содержит корпус 1, в прямоугольный паз которого установлены напаянные на П-образные корпуса алмазные бруски 2. Полость фямоугольного паза между брусками заполнена упругой массой 3, находяш,ейся под статическим дав лением за счет передачи усилия через плунжер 4 от пружины 5 с тарированным усилием. Величина давления регулируется пробкой 6. Радиальное перемещение алмазных брусков регулируется винтом 7 с фиксацией винтом 8.
Работа с при.менением предлагаемой развертки осуществляется следующим образом.
При подготовке развертки к работе винтами 7 регулируется радиальный вылет брусков 2 над калибрующим лезвием в пределах 0,2-0,5 величины размера алмазного зерна основной фракции. Давление упругой массы в полости развертки создается в пределах 0,3-0,5 МПа за счет сжатия пружины 5 при завинчивании пробки 6. При установленном давлении алмазный брусок взаимодействует с обрабатываемой но верхностью при давлениях, лежащих в тех же пределах, что соответствует рекомендациям для чистовой алмазно-абразивной обработки. Подготовленная развертка к работе устанавливается в шпиндель станка. При его вращении вводится предварительно обработанное отверстие. При осуществлении осевой подачи происходит работа отдельных элементов конструкции оазвертки. После переме щения развертки на длину, большую длины обработанного отверстия, осевая подача реверсируется и при вращении развертки она выводится из отверстия.
Предлагаемая развертка снабжена алмаз- ными брусками, которые установлены в противоположные впадины на упругое основание и имеют возможность плоскопараллельного перемещения в радиальном направлении. Постановка алмазных брусков позволяет реализовать процесс микрорезания при окончательном формировании отверстия. Это
2
о()еспечивает с ьем - атериала с обрабатываемой поверхности с глубиной в иреде-лах вылета алмазного зерна над связкой, что соизмеримо ;; величиной упругого восста- ювления обработанной поверхности после прохода режущих калибруюнлих зубьев, а также толщиной надиров на обработан.чой поверхности в случае их возникновения. Удаление части припуска за счет микрорезания снижает до.лю работы лезвий калиб10 рующих зубьев по гластическому деформированию пригп/ска при формировании обработанной iioeepxHocTn. Микронеровности, оставленные абразивными брусками, заглаживаются калибрующими зубьями, но в утом случае контактные давления в стыке материал значительно уменьн аются по величине, что способствует улучн1еь;ию шероховатости обработаннс1 о отверстия, повьипе- нию периода стойкости при снижении унер. -о- емкости процесса развертывания.
2Q Постановка алмазных брусков повышает демпфирование в системе развертка --деталь, TSK как коэффициенг абразивного резания значительно превышает коэффициент трения, следовательно, в стыке брусок-дета.-гь энергия колебаний рассеивается эффективней,
25 что обеспечивает увеличение устойчивости рассматриваемой систе.мы к возникновению колебаний. В случае, если таковые возникли, алру1азные бруски в процессе микрорезания срезаюл возникающую в отверстии волну и тем самым огранка отверстия
30 у. 1еньц ается. При этсм повышается точность обработки и период стойкости развертки в связи со спижением динамических ь:агр зок та режун1ие и , 1ибрую цие лезвия.
35
Формула изобретения
Развертка, содержащая корпус с ре.жу- щими зубьями и калибруюндей вставкой, отличающаяся тем, что, с целью повьипения точности обработки, улучпгения качества обработанной иоверхгюсти и увеличения стойкости, в корпусе развертки между )е «уьчими гЛ бьями выполнен радиальный прямоут-ол:- ный паз, причем в указанном азу корпуса развертки установлено ynpyi-oc основанне, ка,. 1ибр К) i-стаики Bijiiio.iHCiiiji ;; iui- дс алмазных бр сков и рае1:о.1{)жень i;; i;- pyi OM основании.
to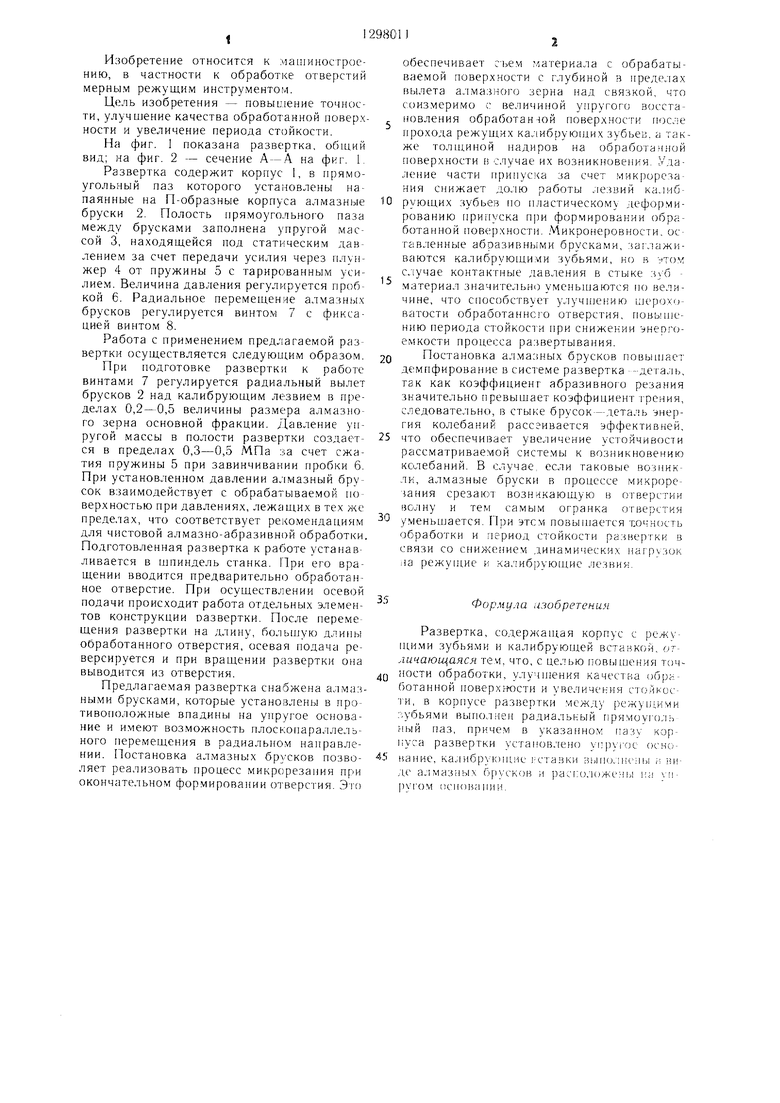
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217293C1 |
| Способ хонингования | 1987 |
|
SU1440679A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Способ электрохимического хонингования | 1985 |
|
SU1268328A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| АЛМАЗНАЯ РАЗВЕРТКА | 1999 |
|
RU2153960C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
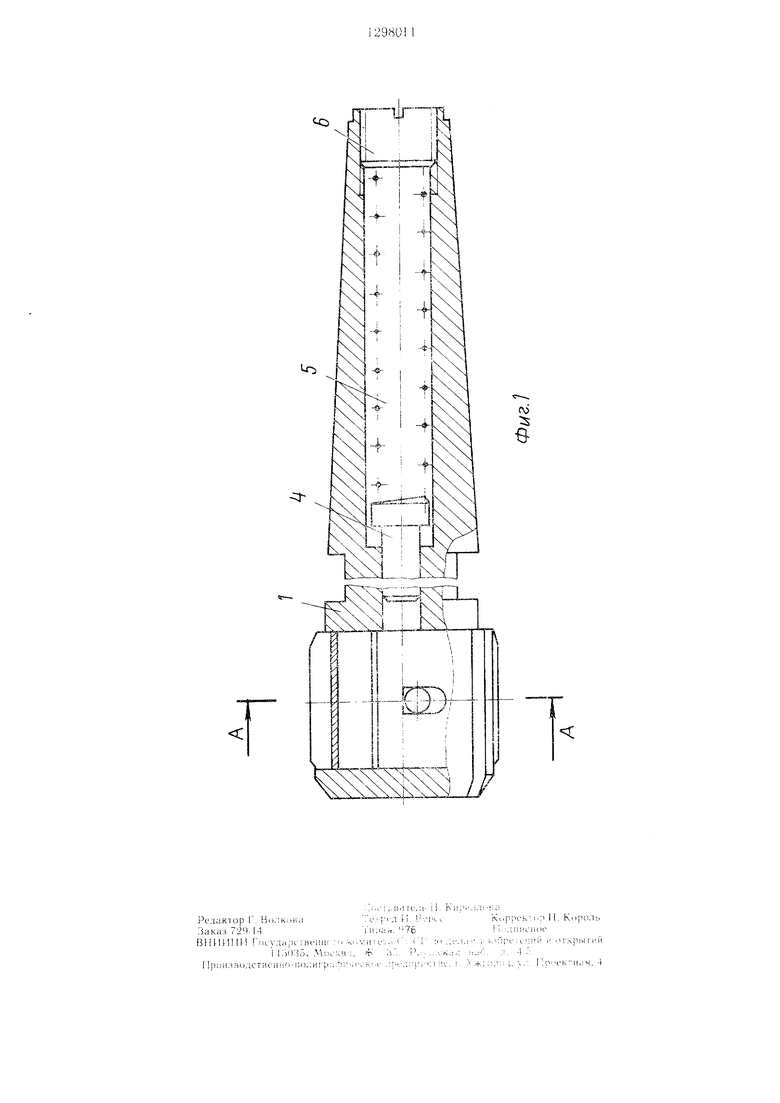
Изобретение относится к машиностроению, в часпюсти, к обработке отверстий мерным режущим инструментом. Цель изобретения - повышение точности, улучшение качества обработанной поверхности и увелн- MCHiiC периода стойкости. Развертка содержит корпус 1, в прямоугольный паз корпуса установлена калибрующая вставка в виде алмазиы.х брусков 2. Полость прямо- ) паза между брусками заполнена упру| ой массой 3, находящейся под статическим давлением за счет передачи усилия от пружины, расположенной в хвостовике корпуса. Радиальное перемещение алмазных брусков регулируется винтом 7 с фикса- ии.ей винтом 8 в пределах величины размера ал..ого зерна. 2 ил. А-А (Л ГС со 00 Фиг. 2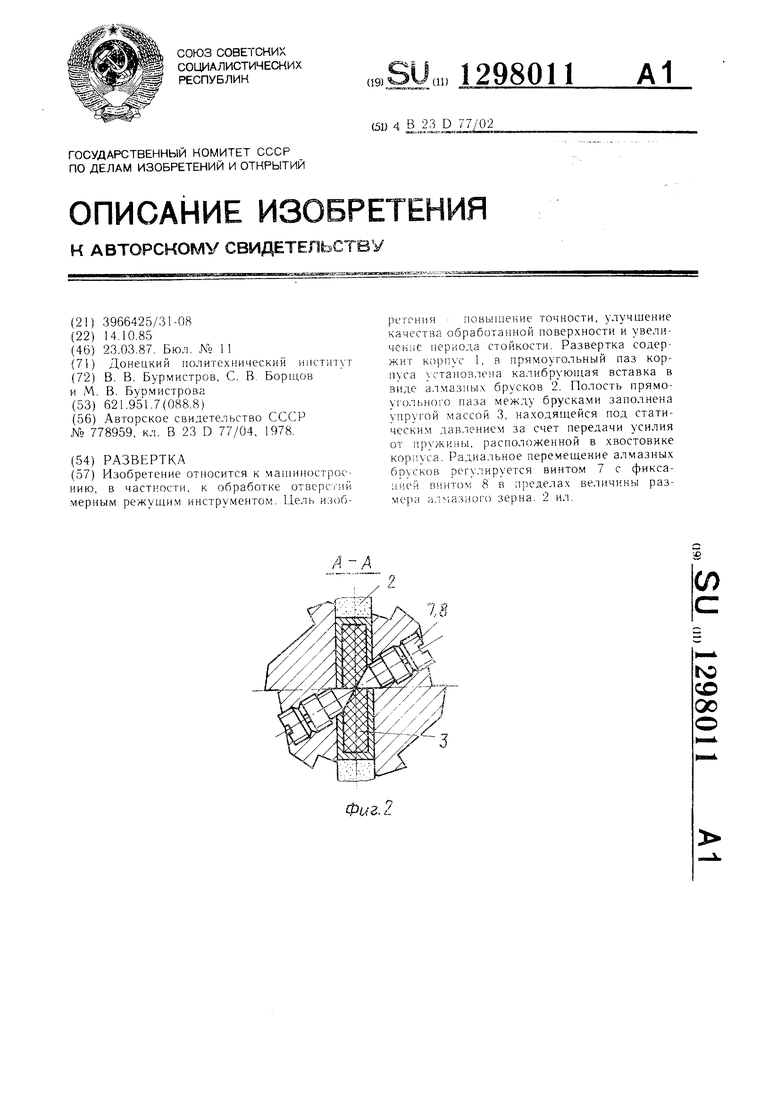
| Динамометрическая развертка | 1978 |
|
SU778959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
