о
05 СО
Изобретение относится к машиностроению и может быть использовано для финишной обработки деталей.
Целью изобретения является расширение технологических возможностей путем обеспечения бесступенчатой регулировки процесса хонингования.
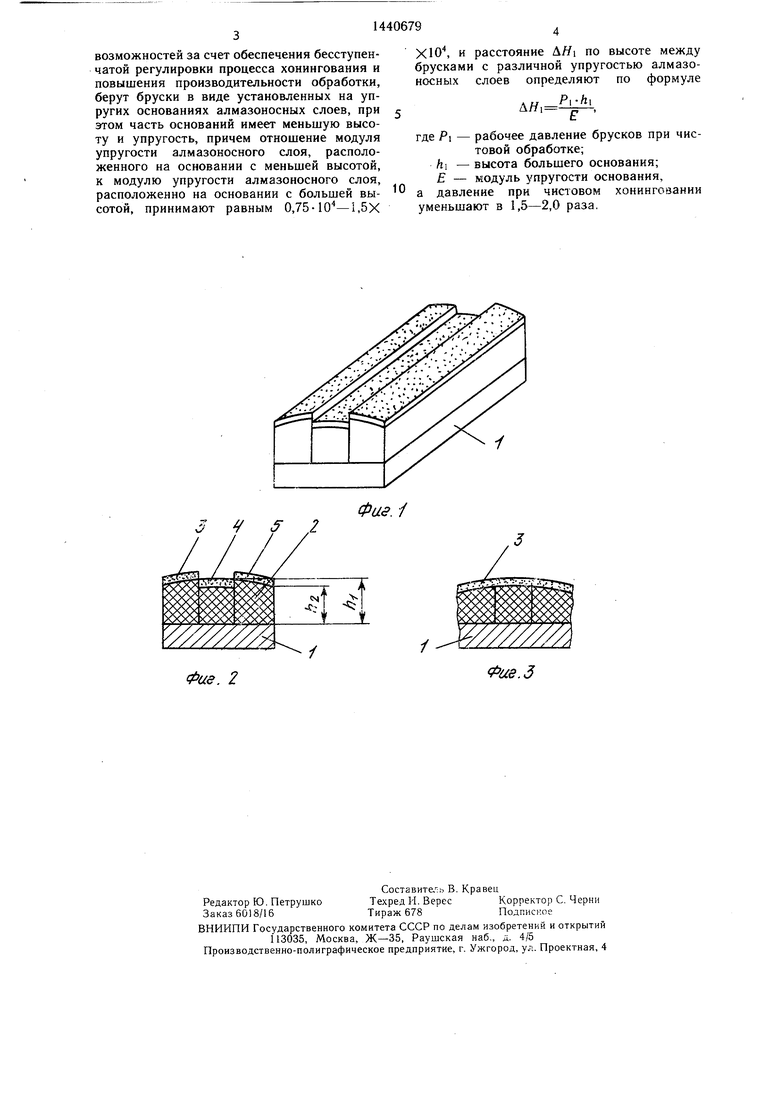
На фиг. 1 показан алмазный хонннговаль- ный брусок, используемый в предлагаемом способе хонингования; на фиг. 2 - алмазный хонинговальный брусок, поперечный разрез, без приложения рабочего давления; на фиг. 3 - брусок под действием рабочего давления при черновой обработке детали, поперечный разрез.
Используемый в предлагаемом способе хоиингования брусок имеет корпус 1, на котором установлены на упругих основаниях 2 и 3 различной высоты алмазоносные слои 4 и 5, часть из которых - 4 установлена ниже других и имеет меньшую упругость, а часть 5 - выше и имеет большую упругость.
Отношение модулей их упругости принято равным 0,75-10 1,5-Ю а расстояние по высоте между брусками с различной упругостью определяется из соотношения
и Р|Д/7 ,
где Р - рабочее давление брусков при чистовой обработке;
h - толщина более высокого основания;
Е - модуль упругости осноаания.
Способ хол ингования осуш:.ествляют еле- дуюш,им образом.
В первый период хонингования при черновой обработке создается давление на брус- кн Р, под действием которого проис.кодит сжатие упругих оснований 2 и 3, вьфавии- вание режущей поверхности бруска и интенсивное снятие исходной шероховатости поверхности. Величина минимального рабочего давления в перв,1Й период определяется но формуле
.1 1 trA//2
- h, +
где ДЯа
/г.
деформация менее высокого упругого основания в первоначальный период хонингования, обеспечивающаяся полное прилегание алмазоносного слоя меньшей упругости к поверхности-детали с учетом погрешностей размеров бруска и детали;
толщина менее высокого упругого основания.
За счет создания необходимого рабочего давления в работу включаются верх- кие алмазоносные слои (большей упругости) и нижний алмазоносный слой (малой упругости). Алмазоносный слой малой упругости обеспечивает интенсивное снижение исходной шероховатости значительной величины.
В заключительный период хонингования при чистовой обработке давление брусков уменьшается в 1,5-2,0 раза.
Алмазоносный слой меньшей упругости
выходит из соприкосновения с обрабатываемой поверхностью и дальнейшая обработка производится алмазоносными слоями большей упругости (эластичными), что обеспечивает формирование микрорельефа обрабатываемой поверхности с большой относи0 тельной опорной длиной профиля и малой шероховатостью за счет микрорезания - выглаживания алмазными зернами, имеющими возможность погружаться в более упругий (эластичный) алмазоносный слой под дейстг вием сил р.езания.
Пример. Способ хонингования осуществляют при следующих условиях. Рабоее давление брусков в заключительный период хонингования кг/см ; необходимая деQ формация менее высокого упругого основания в первоначальный период хонингования, обеспечивающая полное прилегание алмазоносного слоя меньше i упругости к поверхности обрабатываемого отверстия АЯ2, 0,24 мм, модуль упругости упругого осно5 вания -60 кг/см, толщина более высокого упругого основания мм. Модуль упругости менее упругого алмазоносного слоя -. 1, кг/см1
В этих ус-: Л- .;ПА согласно указанным
g зависимостям ..оуль упругости более упругого алмазоносного слоя 2 (1,0-2,0) X Х10 КГ/СМ , расстояние от нижнего до верхнего ., ;.1азопосногс слоя ,5 мм, давление бруског в первоначальный период хонии -01 ; 1 ия ,0-12 кг/см.
5 IljiMAie.iCiiHe предложенного способа хонингован мя обеспечивает повышение произ- иод процесса за счет сокращения 1 г; омогательного времен -; на перестановку брусков, пуск и останов стаиа, а также на включение дополнительного механизма реС1 ж.чма. Данный способ при указанных режимах хонинговаякя обеспечивает повыщение качества поверхностного слоя путем формирования микрорельефа с шероховатостью 0,1...0,2 мкм и относительной опорной
г длиной профиля 70-. 29 80 за счет совместной в первый период хонингования работы алмазоносных слоев большей и меньшей упругости и работы только алмазоносных слоев большей упругости в заключительный период хонингования при чистовой обработ0 ке детали, а также позволяет упростить конструкцию хони -;говальной головки.
Формула изобретения
Способ хонингования, при котором произ5 водят последовательно черновую и чистовую
обработку заготовки брусками .различной
абразивной способности, отличающийся тем,
что, с целью расширения технологических
возможностей за счет обеспечения бесступенчатой регулировки процесса хонингования и повышения производительности обработки, берут бруски в виде установленных на упругих основаниях алмазоносных слоев, при этом часть оснований имеет меньшую высоту и упругость, причем отношение модуля упругости алмазоносного слоя, расположенного на основании с меньшей высотой, к модулю упругости алмазоносного слоя, расположенно на основании с большей высотой, принимают равным 0,75-10 -i,5X
XlO, и расстояние ДЯ1 по высоте между брусками с различной упругостью алмазоносных слоев определяют по формуле
АЯ,,
где PI - рабочее давление брусков при чистовой обработке;
hi - высота большего основания;
Е - модуль упругости основания, а давление при чистовом хонинговании уменьшают в 1,5-2,0 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| АЛМАЗНАЯ РАЗВЕРТКА | 1999 |
|
RU2153960C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Абразивный хонинговальный брусок | 1979 |
|
SU770771A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| АЛМАЗНАЯ РЕГУЛИРУЕМАЯ РАЗВЕРТКА | 2000 |
|
RU2188748C2 |
| Способ финишной обработки гильз цилиндров двигателей | 1985 |
|
SU1313654A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
Изобретение относится к машиностроению и может быть использовано для финишной обработки деталей. Целью изобретения является расширение технологических возможностей за счет обеспечения бесступенчатой регулировки процесса хонингования. Способ хонингования осуществляется последовательно черновой и чистовой обработкой деталей брусками различной абразивной способности, в качестве рабочих элементов инструмента применяют бруски, каждый из которых выполняют в виде установленных на упругих основаниях различной высоты алмазоносных слоев. Часть оснований брусков расположена ниже других и имеет упругость меньше, при этом отношение модулей упругости указанных алмазоносных слоев к модулю упругости алмазоносных слоев, расположенных выше, принимают равным 0,75-10-1,5-10, давление в заключительной период хонингования уменьшают в 1,5- 2,0 раза, а расстояние от нижнего до верхнего алмазоносного слоя определяют из соотношения -/ii:, где P| - рабочее давление брусков в заключите-чьный период хонингования; hi - толш,ина более высокого упругого основания; Е - модуль упругости упругого основания. 3 ил. (О (Л
J 2
Фае. 2
Фае. i
Фие.5
| НИНГОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU343833A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
