Изобретение относится к машиностроению, в частности к производству высокоточных винтовых механизмов резьбонарезных станков.
Цель изобретения - повышение точности изготовления ходовых винтов путем оставления припуска, постепенно увеличивающегося к торцам секций винтов, и сошли- фовки его после сборки винтов.
На чертеже представлена схема распределения припусков по среднему диаметру ю вый винт сошлифовывают оставленный при- трапецеидальной резьбы винта, собранного пуск Н до среднего диаметра Оср.ном. из трех отдельных секций.
Ходовой винт длиной L, собранный из трех отдельных секций 1-3 соответственно длиной LI, LZ, LZ, каждая из которых имеет единый средний диаметр Оср.ном за ис- 5 ключением участков длиной /, прилегающих к стыкам секций. Средний диаметр на участках / равен Dcp.HOM-j-A, где А - величина припуска Н под окончательную обработку.
Для исправления деформированных участ- .„ ков секций ходового сборного винта, прилегающих к их торцам, перед сборкой оставляют на этих участках переменный припуск Н величиной Д в радиальном направлении и длиной / вдоль оси винта по его среднему диаметру.
Размер / выбирают в зависимости от жесткости изделия в пределах нескольких- сотен миллиметров, а величину А припуска Н делают равной нескольким сотым долям миллиметра, так чтобы была обеспечена возможность сошлифовать его за минимальное количество проходов.
После сборки отдельных секций в ходоФормула изобретения
Способ изготовления сборлых ходовых 8ИНТОВ, заключающийся в изготовлении и обработке отдельных секций с последующей сборкой, отличающийся тем, что, с целью повыщения точности изготовления ходовых винтов, при обработке секций оставляют постепенно увеличивающийся к их торцу припуск по среднему диаметру винта, а после сборки ходового винта этот припуск сошлифовывают.
J}
CpjMM
Стык
вый винт сошлифовывают оставленный при- пуск Н до среднего диаметра Оср.ном.
лении и длиной / вдоль оси винта по его среднему диаметру.
Размер / выбирают в зависимости от жесткости изделия в пределах нескольких- сотен миллиметров, а величину А припуска Н делают равной нескольким сотым долям миллиметра, так чтобы была обеспечена возможность сошлифовать его за минимальное количество проходов.
После сборки отдельных секций в ходоФормула изобретения
Способ изготовления сборлых ходовых 8ИНТОВ, заключающийся в изготовлении и обработке отдельных секций с последующей сборкой, отличающийся тем, что, с целью повыщения точности изготовления ходовых винтов, при обработке секций оставляют постепенно увеличивающийся к их торцу припуск по среднему диаметру винта, а после сборки ходового винта этот припуск сошлифовывают.
Стык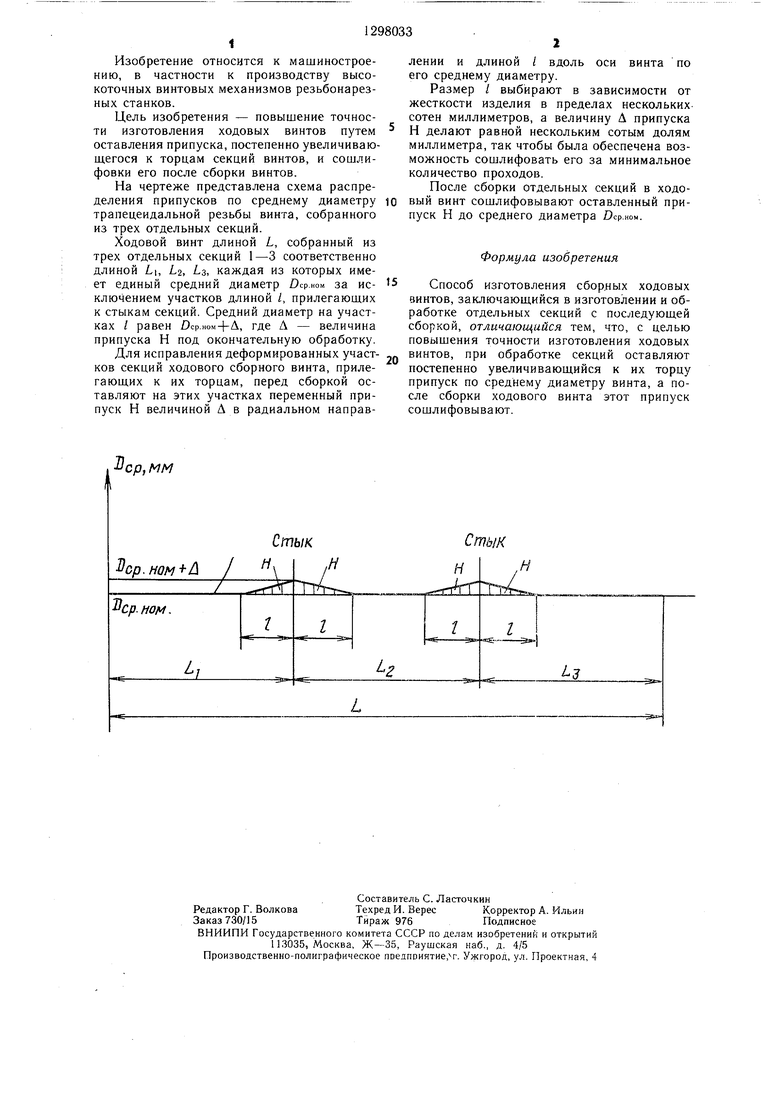
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комбинированной обработки | 1990 |
|
SU1818208A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОГО СБОРНОГО ВИНТА | 2010 |
|
RU2442030C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| Лебедка | 1971 |
|
SU441234A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ И ИЗГОТОВЛЕННАЯ СОГЛАСНО СПОСОБУ ПАНЕЛЬ | 2010 |
|
RU2463170C2 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
Изобретение относится к машиностроению, в частности к производству сборных ходовых винтов. Цель изобретения - повышение точности резьбы сборных ходовых винтов большой длины, в местах стыка отдельных секций сборного ходового винта оставляется переменный припуск по средне- .му диаметру резьбы винта и после сборки винта сошлифовывают этот припуск. I ил. ю со 00 о 00 00
| Ходовой винт | 1983 |
|
SU1093845A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
