Изобретение относится к переработке композиционных Материалов и может быть использовано в различных отраслях народного хозяйства при изготовлении изделий с отверстиями.
Цепь изобретения - повьшение .качества изделия в зоне формуемого отверстия.
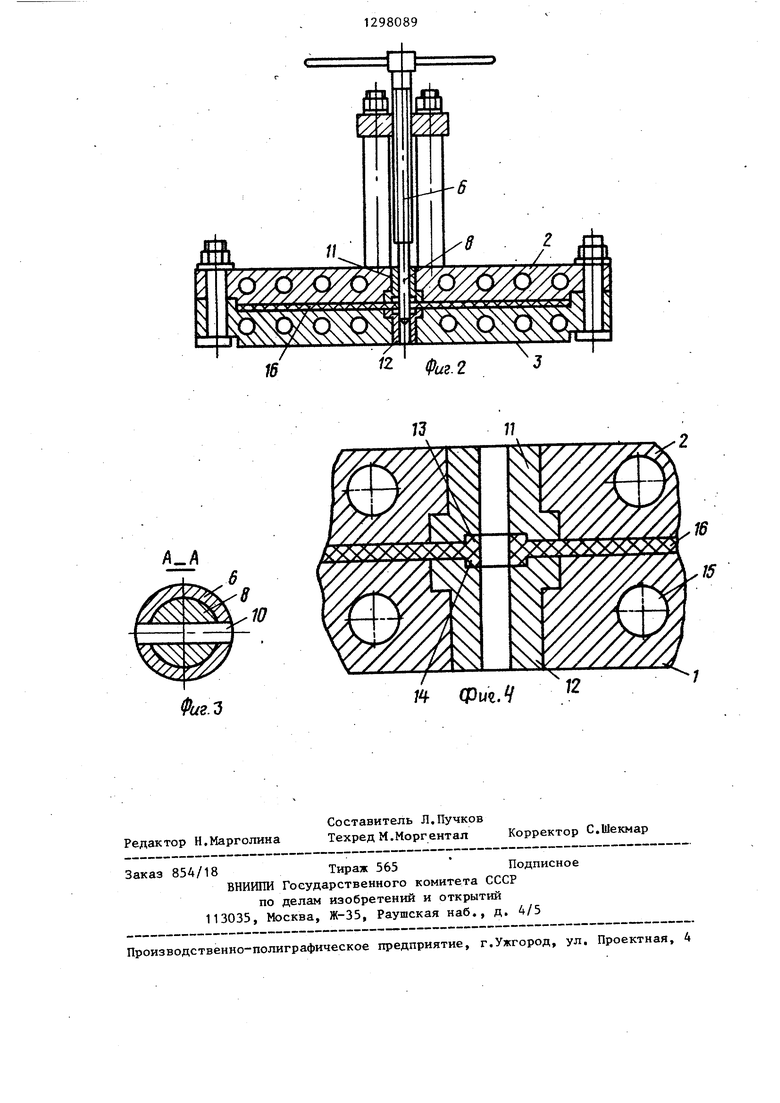
На фиг.1 изображено приспособлени для получения отверстий в исходном положении; на фиг.2 - то же, после оформления отверстия в материале; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разгрузочные полости в основании и крышке после оформления отверстия в материале.
Приспособление для получения отверстия представляет собой корпус, состоящий из основания 1 и крышки 2, скрепленных между собой болтами 3. На крьнпке 2 закреплены колонки 4, на которых неподвижно смонтирована гайка 5 и перемещающийся по ней винт 6, на одном конце оснащенный маховиком 17, а на другом - сменной прошивкой 8 с конусом 9. ПроппиБка 8 и винт 6 связаны между собой штифтовым соединением 10.
По оси винта 6 в крьшже 2 и основании 1 установлена.центрирующая 11 и обжимная 12 втугжи с разгрузочными полостями 13 и 14.
Размер разгружающих полостей 13 и 14 определяется размерами формуемых отверстий и их объем должен быть не меньше объема формующей част прошивки 8,
Корпус-приспособление для получения отверстий смещен обогревателями 15.
Приспособление для получения отверстий работает следуюпщм образом.
Предварительно пропитанный связующим композиционный материал 16 укладывают на основание 1. Затем устанавливают крьппку 2 и болтами 3 создают обжатие материала 16 втулка
5
0
5
0
ми 11 и 12 в районе формуемого oTBiep- стия, причем зона вокруг отверстия разгружена из-за наличия разгружающих полостей 13 и 14.
Устанавливают прошивку 8 в центрирующую втулку 11 и соединяют с винтом 6 штифтом 10i Включают обогреватели .15 и доводят материал 16 до заданного состояния.
Затем, вращая маховик 17, передают вращательно-поступательное движение винту 6 с прошивкой 8. Пос- I ледняя конусом 9 при вращении раздвигает волокна композиционного материала 16, перемещает его в сторону, занимая объем разгружающих полостей 13 и 14 и образует в материале 16 отверстие. При этом наличие обжимной и центрирующей втулок 11 и 12, создающих усилия прижатия материала 16 вокруг прошивки 8, уменьшает расслоения, вращательное движение прошивки устраняет перерезку, обрыв волокон, а наличие разгружакмдих полостей способствует уплотнению материала в зоне формуемого отверстия.
Таким образом, использование приспособления для получения отверстий позволяет в значительной мере повысить качество материала в зоне этого формуемого отверстия.
Формула изобретения
Приспособление для получения изделий с отверстиями, включающее корпус с обжимными и центрирукицими втулками, прошивку с конусом, установленную с возможностью вращательно- поступательного перемещения, отличающееся тем, что, с целью повьш1ения качества, изделия в зоне формуемого отверстия, втулки выполнены с разгружакщими полостями, объем которых не менее объема формующей части прошивки.
2 Фиг. 2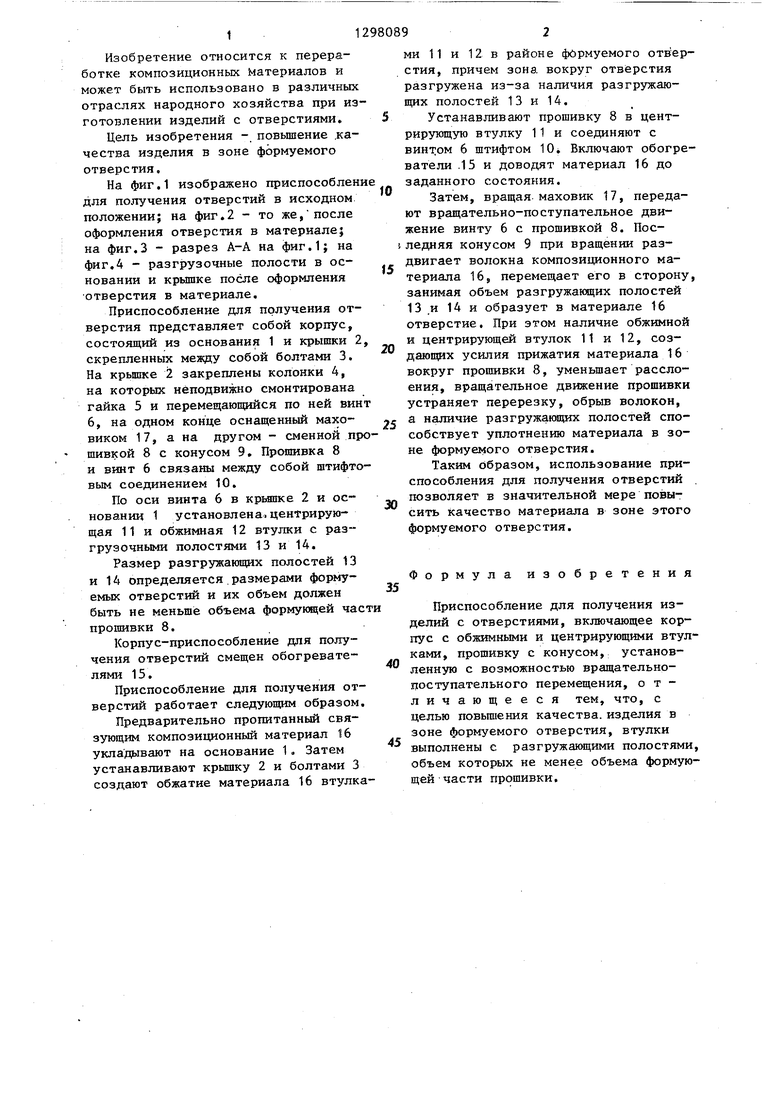
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отверстий в изделиях | 1986 |
|
SU1431945A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ В КОМПОЗИЦИОННОМ МАТЕРИАЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2753394C1 |
| Устройство для соединения слоев прошивкой | 1988 |
|
SU1594227A1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ РАЗГРУЖЕННЫЙ (ВБГР) | 2012 |
|
RU2506475C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ИЗ ВОДНЫХ ШЛИКЕРОВ | 2005 |
|
RU2297322C1 |
| ВИБРОИЗОЛЯТОР НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ РАЗГРУЖЕННЫЙ (ВНБГР) | 2012 |
|
RU2506473C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Вентиль | 1979 |
|
SU769163A1 |
Изобретение относится к оборудованию для изготовления изделий с отверстиями из слоистого материала. Целью изобретения является повышение качества изделия в зоне формуемого отверстия. Заготовку помещают в корпус, имеющий в основании 1 и в крьш- ке 2 полости 13 и 14, в которые прошивка 8 перераспределяет материал при своем перемещении через него, а объем этих полостей выбирают не меньше объема формующей части прошивки. 4 ил. 7 с (О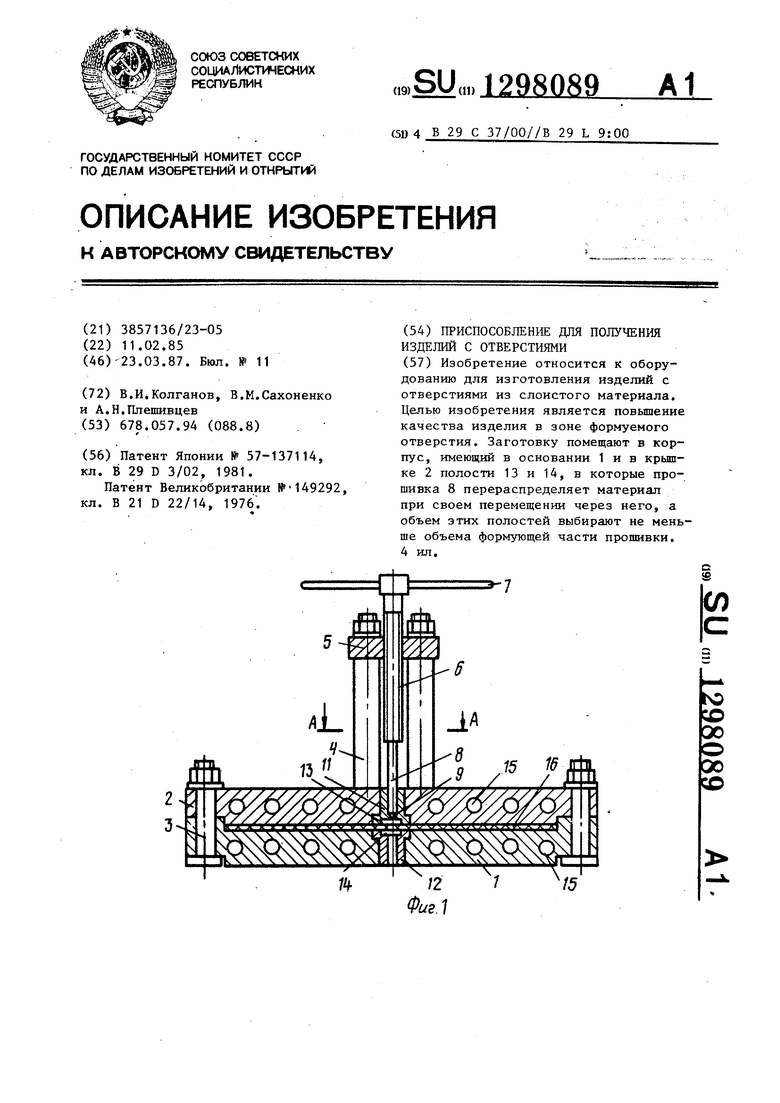
Л-Л
Фигд
П . Ц
Редактор Н.Марголина
Составитель Л.Пучков
ТехредМ.Моргентал Корректор С.Шекмар
Заказ 85А/18Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сборки деталей цилиндрической формы | 1961 |
|
SU149292A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
