1
Изобретение относится к обработке металлов давлением и может быть использовано при получении полых изделий типа конических и цилиндрических стаканов с глубокими полостями.
Цель изобретения - повышение качества изделий за счет уменьшения разностенности и снижения усилия деформирования при выдавливании глубоких полостей.
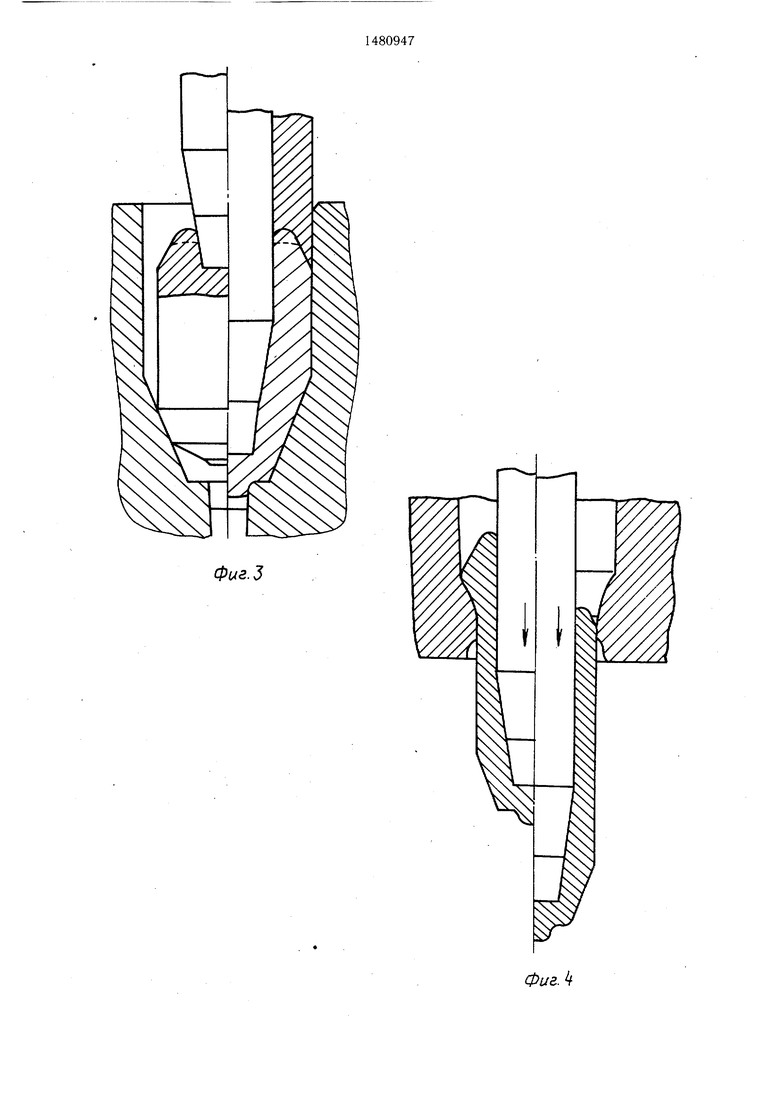
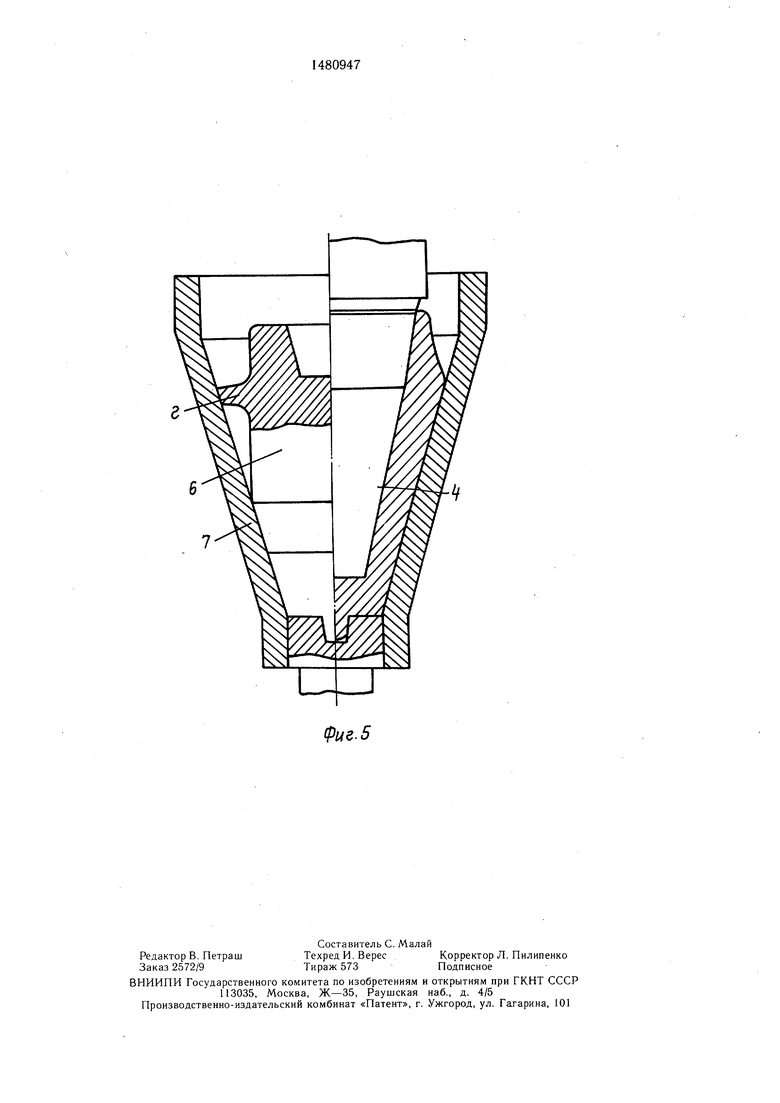
На фиг. 1 показана заготовка в конечный момент операции фасонирования; на фиг. 2 - полое коническое изделие в начальный и конечный моменты последующей операции прошивки; на фиг. 3 и 4 - цилиндрический стакан на последующей операции прошивки и протяжки; на фиг. 5 - схема получения высокого полого изделия.
Способ осуществляют следующим образом.
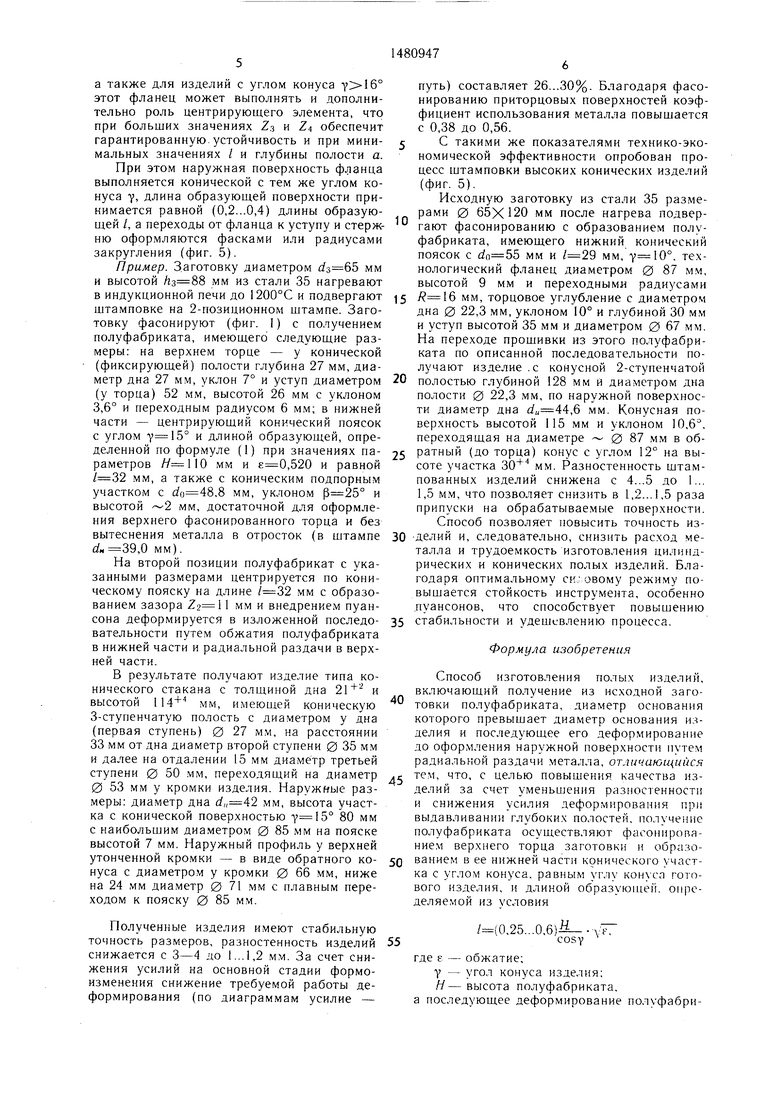
Исходную заготовку 1 диаметром ah, полученную резкой прутка, подвергают фасонированию преимущественно в горячем состоянии в матрице 2 воздействием пуансона 3 (фиг. 1). При этом верхний торец заготовки 1 деформируют, образуя углубление а с формой, соответствующей геометрии прошивного пуансона 4 (фиг. 2), а торцовую и боковую поверхности кромки полуфабриката оформляют в соответствии с требуемой конфигурацией готового изделия (поковки).
Глубина полости а выполняется равной 0,4...0,6 диаметра торца пуансона, что обеспечивает устойчивую фиксацию пуансоном заготовки при прошивке.
-U 00
о со
Јь
Одновременно нижнюю часть заготовки 1 обжимают, формируя конический участок б с углом уклона у, равным углу наклона конической поверхности изделия.
Длину образующей / центрального участка б определяют по зависимости, установленной экспериментальным путем
/(0,25...0,6) cosy
где у - угол конуса изделия;
Н- высота полуфабриката;
е - обжатие.
К коническому участку б в плоскости меньшего его основания, определенного диаметром do, примыкает вспомогательный (подпорный) конусный участок в с углом наклона образующей (10°-40°), переходящий в компенсирующий, в первом приближении, цилиндрический отросток с диаметром d, значение которого определено зависимостью
dM(0,5...0,9K,, где du - диаметр основания (дна) изделия.
Значение диаметра do устанавливается
исходя из целесообразного объема металла,
вытесняемого в направлении прошивки на
второй операции штамповки, по зависимости
1+U.2-1,8)1 tg.
При фасонировании подпор, оказываемый двойным конусом (у - Р) в нижней части заготовки оказывается достаточным для оформления сложнофасонированного верхнего торца. Компенсация избыточного объема, связанного с отклонениями размеров заготовки, осуществляется выдавливанием в отросток диаметром dH, форма которого и переходы к которому оформляются плавно для избежания в последующем зажимов.
10
Хорошему центрированию и нап пуансона 4 вдоль оси прошивки вует наличие зазора Za, заполняемо лом, вытекаемым при обжатии направлении. Помимо эффекта усилия выдавливания (сопрово уменьшением износа и повышением ти инструмента), наличие в зоне
15 ской деформации двухстороннего металла способствует появлению самоустановления (саморегулирова цесса, сопровождаемого равномер чением металла в равнозначные заз ду пуансоном и матрицей, что резко
20 опасность появления горизонтал ставляющих усилий, вызывающ пуансона.
На заключительной стадии производится доштамповка издели
25 донном участке заполняются все зазора , заполняется металлом зор Za. Избыток металла вытесняет где зазор Z4 сохраняется до конца В зоне его наличия деформация ра раздачей полой кромки продолжает
30 до конца процесса. Это позволяет п бодной радиальной раздачи пол фасонированного с целесообразно рией полуфабриката изделия с пр ванной ступенчатой или суженной Штамповку заканчивают в момент
Как правило, высота отростка незначительна, 35 ния требуемых размеров изделия.
и между торцами калиброванной заготовки и выталкивателя 5 сохраняется зазор Z. Отросток может быть полностью устранен п)тем подбора оптимального значения угла (J и высоты участка в при данной степени деформации верхнего торца. При значениях углов у, превышающих 15°, принимая верхние значения длины пояска / для значения обжатия ,4, можно обеспечить достаточную величину подпора и без образования конического участка в.
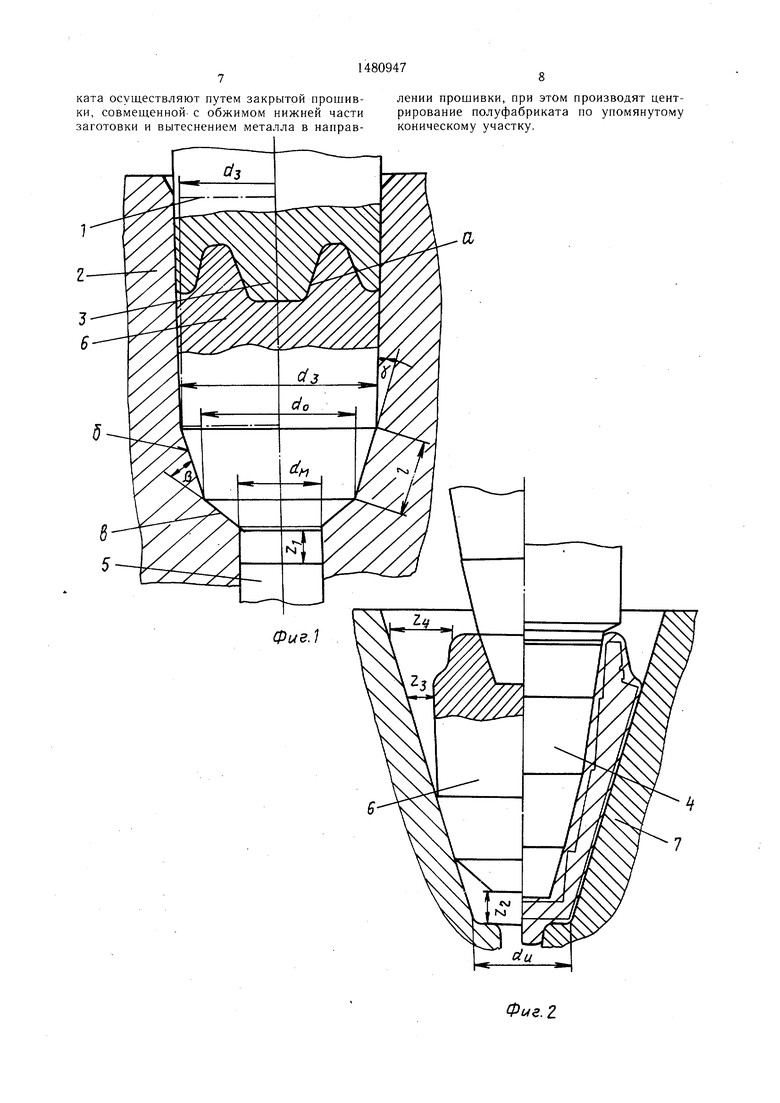
На второй операции формообразования полуфабрикат 6 укладывают в прошивную матрицу 7 и центрируют по коническому пояску, длина / которого обеспечивает точную и надежную фиксацию.
Так как диаметр do больше диаметра основания полости du, то между полуфабрикатом 6 и дном прошивного штампа образуется зазор Zz (фиг. 2). Между боковыми поверхностями полуфабриката 6 и стенками матрицы 7 имеется переменный радиальный зазор Zs, который переходит в Z$ у верхней кромки полуфабриката. При опускании пуансона 4 он входит в центрирующее углубление о, тем самым фиксируя полуфабрикат-заго40
Деформацию на заключительно можно вести и с вытеснением метал пенсационную полость в прямом нии. Для низких цилиндрических рикатов с фасонированными торц пенсация избытка в прямом нап в технологический отросток предпо и может быть выполнена при сил действии на торец (фиг. 3). На посл переходе протяжки (фиг. 4) де
.г полуфабриката с точным объемом вует получению полых изделий с размерами и фасонным торцом.
Для получения конфигурации (прилегающего к кромке) участк мально приближенного по форме и
5Q к параметрам готовой детали, и об снижения затрат металла полая ча ки) полуфабриката перед радиал дачей должна иметь размеры, обес щие необходимые значения площа речного кольцевого сечения. В это
55 для обеспечения достаточной стойк сонов целесообразно создание тех ского фланца г. Для высоких ко изделий (высотой больше 1,6 д
10
товку 6, и начинает ее деформирование. Деформирование производят полузакрытой глухой прошивкой полости, одновременно оформляя наружную поверхность обжатием придонного конического участку полуфабриката и радиальной раздачей остальной верхней части.
Хорошему центрированию и направлению пуансона 4 вдоль оси прошивки способствует наличие зазора Za, заполняемого металлом, вытекаемым при обжатии в прямом направлении. Помимо эффекта снижения усилия выдавливания (сопровождаемого уменьшением износа и повышением стойкости инструмента), наличие в зоне пластиче15 ской деформации двухстороннего течения металла способствует появлению эффекта самоустановления (саморегулирования) процесса, сопровождаемого равномерным истечением металла в равнозначные зазоры между пуансоном и матрицей, что резко снижает
20 опасность появления горизонтальных составляющих усилий, вызывающих изгиб пуансона.
На заключительной стадии процесса производится доштамповка изделия. В при25 донном участке заполняются все участки зазора , заполняется металлом также зазор Za. Избыток металла вытесняется вверх, где зазор Z4 сохраняется до конца процесса. В зоне его наличия деформация радиальной раздачей полой кромки продолжается также
30 до конца процесса. Это позволяет путем свободной радиальной раздачи получить из фасонированного с целесообразной геометрией полуфабриката изделия с профилированной ступенчатой или суженной кромкой. Штамповку заканчивают в момент достиже35 ния требуемых размеров изделия.
ния требуемых размеров изделия.
Деформацию на заключительной стадии можно вести и с вытеснением металла в компенсационную полость в прямом направлении. Для низких цилиндрических полуфабрикатов с фасонированными торцами компенсация избытка в прямом направлении в технологический отросток предпочтительна и может быть выполнена при силовом воздействии на торец (фиг. 3). На последующем переходе протяжки (фиг. 4) деформация
полуфабриката с точным объемом способствует получению полых изделий с точными размерами и фасонным торцом.
Для получения конфигурации верхнего (прилегающего к кромке) участка, максимально приближенного по форме и размерам
к параметрам готовой детали, и обеспечения снижения затрат металла полая часть (кромки) полуфабриката перед радиальной раздачей должна иметь размеры, обеспечивающие необходимые значения площадей поперечного кольцевого сечения. В этом случае
для обеспечения достаточной стойкости пуан-- сонов целесообразно создание технологического фланца г. Для высоких конических изделий (высотой больше 1,6 диаметра),
а также для изделий с углом конуса этот фланец может выполнять и дополнительно роль центрирующего элемента, что при больших значениях Z3 и Z4 обеспечит гарантированную устойчивость и при минимальных значениях / и глубины полости а.
При этом наружная поверхность фланца выполняется конической с тем же углом конуса у, длина образующей поверхности принимается равной (0,2...0,4) длины образующей /, а переходы от фланца к уступу и стержню оформляются фасками или радиусами закругления (фиг. 5).
Пример. Заготовку диаметром мм и высотой мм из стали 35 нагревают в индукционной печи до 1200°С и подвергают штамповке на 2-позиционном штампе. Заготовку фасонируют (фиг. 1) с получением полуфабриката, имеющего следующие размеры: на верхнем торце - у конической (фиксирующей) полости глубина 27 мм, диаметр дна 27 мм, уклон 7° и уступ диаметром (у торца) 52 мм, высотой 26 мм с уклоном 3,6° и переходным радиусом 6 мм; в нижней части - центрирующий конический поясок с углом и длиной образующей, определенной по формуле (1) при значениях параметров мм и ,520 и равной мм, а также с коническим подпорным участком с ,8 мм, уклоном и высотой 2 мм, достаточной для оформления верхнего фасонированного торца и без вытеснения металла в отросток (в штампе d 39,0 мм).
На второй позиции полуфабрикат с указанными размерами центрируется по коническому пояску на длине мм с образованием зазора 1 мм и внедрением пуансона деформируется в изложенной последовательности путем обжатия полуфабриката в нижней части и радиальной раздачи в верхней части.
В результате получают изделие типа конического стакана с толщиной дна 21+ 2 и высотой 114+4 мм, имеющей коническую 3-ступенчатую полость с диаметром у дна (первая ступень) 0 27 мм, на расстоянии 33 мм от дна диаметр второй ступени 0 35 мм и далее на отдалении 15 мм диаметр третьей ступени 0 50 мм, переходящий на диаметр 0 53 мм у кромки изделия. Наружные размеры: диаметр дна d,,42 мм, высота участка с конической поверхностью 80 мм с наибольшим диаметром 0 85 мм на пояске высотой 7 мм. Наружный профиль у верхней утонченной кромки - в виде обратного конуса с диаметром у кромки 0 66 мм, ниже на 24 мм диаметр 0 71 мм с плавным переходом к пояску 0 85 мм.
Полученные изделия имеют стабильную точность размеров, разностенность изделий снижается с 3-4 до 1...1,2 мм. За счет снижения усилий на основной стадии формоизменения снижение требуемой работы деформирования (по диаграммам усилие -
0
5
0
5
0
5
0
5
0
5
путь) составляет 26...30%. Благодаря фасонированию приторцовых поверхностей коэффициент использования металла повышается с 0,38 до 0,56.
С такими же показателями технико-экономической эффективности опробован процесс штамповки высоких конических изделий (фиг. 5).
Исходную заготовку из стали 35 размерами 0 65X120 мм после нагрева подвергают фасонированию с образованием полуфабриката, имеющего нижний конический поясок с мм и мм, . технологический фланец диаметром 0 87 мм, высотой 9 мм и переходными радиусами 16 мм, торцовое углубление с диаметром дна 0 22,3 мм, уклоном 10° и глубиной 30 мм и уступ высотой 35 мм и диаметром 0 67 мм. На переходе прошивки из этого полуфабриката по описанной последовательности получают изделие.с конусной 2-ступенчатой полостью глубиной 128 мм и диаметром дна полости 0 22,3 мм, по наружной поверхности диаметр дна ,6 мм. Конусная поверхность высотой 115 мм и уклоном 10,6°, переходящая на диаметре 0 87 мм в обратный (до торца) конус с углом 12° на высоте участка 30+4 мм. Разностенность штампованных изделий снижена с 4...5 до 1... 1,5 мм, что позволяет снизить в 1,2...1,5 раза припуски на обрабатываемые поверхности.
Способ позволяет повысить точность изделий и, следовательно, снизить расход металла и трудоемкость изготовления цилиндрических и конических полых изделий. Благодаря оптимальному си-овому режиму повышается стойкость инструмента, особенно пуансонов, что способствует повышению стабильности и удешевлению процесса.
Формула изобретения
Способ изготовления полых изделий, включающий получение из исходной заготовки полуфабриката, диаметр основания которого превышает диаметр основания изделия и последующее его деформирование до оформления наружной поверхности путем радиальной раздачи металла, отличающийся тем, что, с целью повышения качества изделий за счет уменьшения разностенности и снижения усилия деформирования при выдавливании глубоких полостей, получение полуфабриката осуществляют фасонированием верхнего торца заготовки и образованием в ее нижней части конического участка с углом конуса, равным углу готового изделия, и длиной образующей, определяемой из условия
/(0,25...0.6)Ј--л7Г cosy
где е - обжатие;
Y - угол конуса изделия:
Н- высота полуфабриката, а последующее деформирование полуфабриката осуществляют путем закрытой прошивки, совмещенной с обжимом нижней части заготовки и вытеснением металла в направлении прошивки, при этом производят центрирование полуфабриката по упомянутому коническому участку
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ изготовления изделий типа тонкостенных конических стаканов | 1976 |
|
SU651884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении полых изделий типа конических и цилиндрических стаканов с глубокими полостями. Цель - повышение качества изделий за счет уменьшения разностенности и снижение усилия деформирования при выдавливании глубоких полостей. Исходную заготовку деформируют фасонированием ее верхнего торца с вытеснением избыточного металла со стороны нижнего торца. В нижней части заготовки формуют конический участок с углом конуса, равным углу конуса изделия, и диаметром основания, большим диаметра основания изделия. Длину образующей конического участка определяют из условия L=(0,25 - 0,6) H/COSγ√ε, где ε - величина обжатия
γ - угол наклона конуса изделия
H - высота полученного полуфабриката. Затем полуфабрикат центрируют по коническому участку и деформируют путем прошивки, совмещенной с обжимом металла в нижней части и радиальной раздачей в остальной части заготовки. При этом благодаря оптимальному силовому режиму повышается стойкость деформирующего инструмента, а возможность центрирования заготовки уменьшает разностенность готового изделия. 5 ил.
а
Фиг. 2
Фие.З
Фиг. k
Фие.5
| Способ изготовления изделий типа тонкостенных конических стаканов | 1976 |
|
SU651884A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
