Изобретение относится к оборудо- ванню для производства изделий из композиционно-волокнистых материалов пpeимyDj ecтвeннo высокопрочных многослойных труб и цилиндрических корпусов, и может быть использовано в намоточных станках кабельного и токарного типа, непрерывного действия.
Целью изобретения является расширение технологических возможностей и повышение производительности.
На фиг. 1 представлено устройство в разрезе, вид спереди, на фиг.2 - вид А на фиг. 1.
Устройство для намотки труб из армированных пластиков содержит оправку 1, расположенный соосно ей корпус 2, в котором с возможностью вращения в подшипниках 3 смонтирована планшайба в виде ступицы 4 и установленного на ней через ролики 5 кольца 6, смонтированных концентрич- но вертлюгу 7 через подшипники 8.
Ступица 4 снабжена зубчатым венцом Б находящимся в зацеплении через паразитную шестерню 9 с зубчатым венцом В вертлюга 7, а также кронштейном 10 в котором смонтирован вал-шестерня 11, находящийся в зацеплении с кольцом 6 и соединенный через шпонку 12 с возможностью вертикального перемещения с польм валом 13, несущим подпружиненную пружиной 14 опорную платформу 15, установленную на сферическом элементе 16 в обойме 17, закреп- ленньй на держателе 18 с возможность перемещения вдоль оправки 1 с фиксацией положения фиксатором 19, входящим в канавки 20 держателя 18. Бобины 21 наматьшаемого материала установлены на вертлюге 7 и кольце 6. Ролики 5 заклинены между ступицей 4 и кольцом 6 с помощью толкателей 22 и пружин 23.
Рабочая поверхность платформы 15 снабжена антифрикционным покрытием, например из нафтлена, с радиальными рифлениями, что облегчает проскальзывание сферического элемента 16 относительно платформы 15 в продольной плоскости оправки 1 и улу1шает их сцепление в поперечной плоскости.Устройство смонтировано на станине 24.
Устройство для намотки труб работает следующим образом.
От привода станка (не показано) через звездочку Г передается вращение вертлюгу 7, от которого через
л-
to
15
20
,
, 5 , ю 30
35
40
45
50
55
зубчатый венец В, паразитную шестерню 9 и зубчатый венец Б ступице 4. При вращении ступицы А происходит заклинивание роликов 5 между этой ступицей 4 и наружным кольцом 6, который начинает вращаться с угловой скоростью, равной скорости вращения ступицы 4, т.е. равной по величине и противоположной по направлению скорости вертлюга 7. Вместе с вертлюгом 7 и кольцом 6 вращаются в противоположные стороны, смонтированные на них бобины 21 с армирующим материалом, например пропитанной, связующим стеклолентой, производя планетарную намотку трубы, перемещающуюся в осевом направлении на оправку 1.
При работе устройства в токарно- кабельном режиме оправка 1 совершает вращательное движение вдоль оси. При вращающейся оправке 1, формуемая . поверхность трубы контактирует со сферическим элементом 16, приводя его во вращение Последний передает это вращение через опорную платформу 15 и вал-шестерню 11 кольцу 6, сообщая ему дополнительную угловую скорость, компенсирующую скорость оправки 1.
Причем кольцо 6 начинает обгонять ступицу 4 за счет того, что ролики 5 толкателями 22 сжимают пружины 23 и расклинивают ступицу 4 и кольцо 6.
При переходе на новый диаметр изделий изменяют расстояние от центра сферического элемента 16 до оси платформы 15 путем перемещения держателя 18 с обоймой 17 в новое положение, зафиксированного фиксатором 19 в канавках 20 держателя 18.
Рабочая поверхность опорной платформы 15 облицована антифракционным покрытием с радиальными рифлениями, что улучшает условия ее ецепления со сферическим элементом 16 в тангенциальном направлении и условия про- скальзьгеания - в радиальном, что повышает надежность работы устройства. Такая конструкция устройства позволяет вести намотку материала с бобин 21 под одним и тем же углом при работе станка как в кабельном, так и в токарно-кабельном режимах за счет выравнивания величины угловых скоростей бобин 21 относительно оправки 1, как расположенных на вертлюге 7, так и на кольце 6 путем сообщения последнему дополнительной угловой скорости пт вращения оправки 1 с формуемым изделием через сферический элемент 16, опорную платформу 15 и вал-шестерню 11, что позволяет увеличить скорость намотки, т.е. повысить производительность работы устройства.
Формула изобретения
1. Устройство для намотки труб из армированных материалов, включающее оправку с приводом вращения и осевог перемещения, и расположенные соосно с ней кольцевой вертлюг и укладчик. с бобинами наматываемого материала, отличающееся тем, что, с целью расширения технологических возможностей и повышения производи
тельности, укладчик расположен кон- центрично корпусу вертлюга и выполнен в виде ступицы и установленного на ней через ролики с возможностью вращения кольца с бобинами наматываемого материала, причем ступица снабжена соединенным через паразитную щестерню с вертлюгом зубчатым венцом и кронштейном, несущим находящийся в зацеплении с кольцом вал-шестерню, на котором смонтирована опорная плат- форма, установленная на сферическом элементе, расположенном на оправке. 2. Устройство по п. 1, о т л и - чающееся тем, что сферический элемент смонтирован с возможностью перемещения вдоль оправки.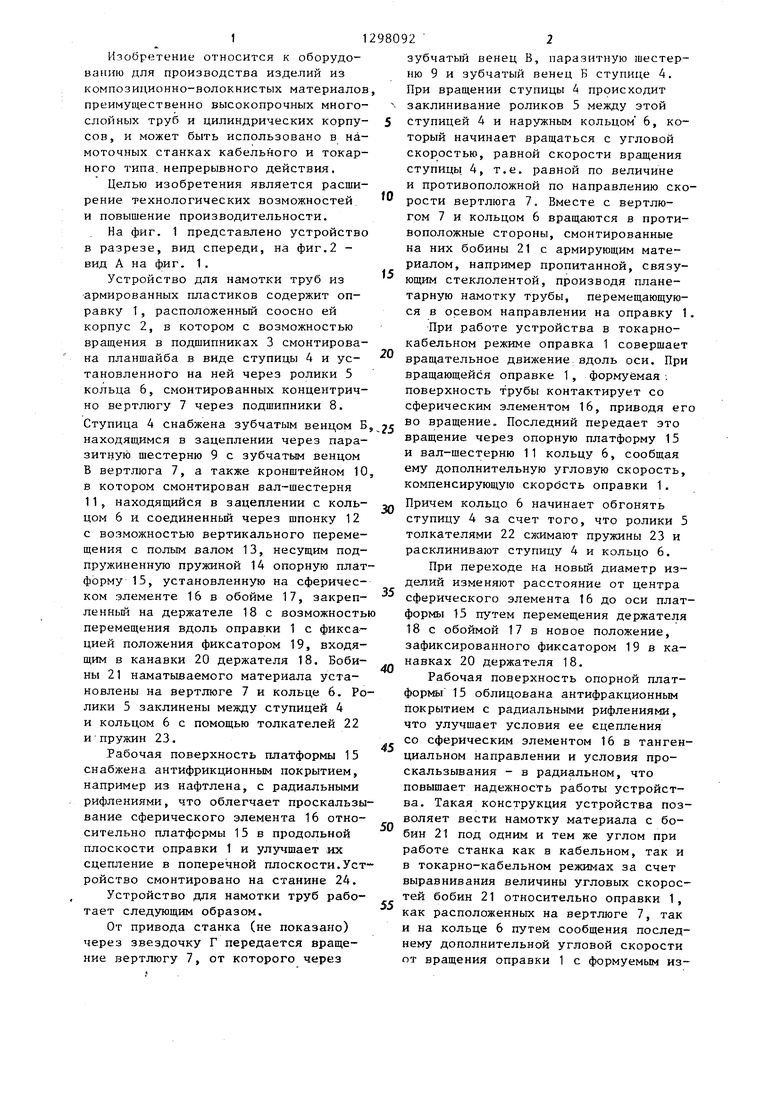

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки торовых оболочек | 1990 |
|
SU1708737A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Устройство для намотки трубчатых изделий | 1985 |
|
SU1391927A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Устройство для намотки ленточного эластичного материала на оправку | 1984 |
|
SU1142402A1 |
| Станок для намотки лент на криволинейные трубчатые изделия | 1980 |
|
SU1039605A1 |
| Приспособление для навивки пружин к токарным станкам | 1985 |
|
SU1329876A2 |
| Станок для намотки трансформаторов кабельного типа | 1974 |
|
SU494780A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ УСИЛИЕМ НАТЯЖЕНИЯ НАМАТЫВАЕМОГО НА ОПРАВКУ СТАНКА С ЧПУ ГИБКОГО ЭЛЕМЕНТА | 2007 |
|
RU2363578C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТИН | 1998 |
|
RU2152293C1 |
Изобретение относится к оборудованию для намотки труб из армированных материалов. Целью изобретения является расширение технологических возможностей и повьппение производительности. В устройстве для намотки труб планшайба выполнена в виде расположенной соосно с оправкой 1 ступицы 4 и установленного на ней через роЛики 5 кольца 6, смонтированных концентрично вертлюгу (В) 7. Ступица 4 через паразитную шестерню соединена с В 7 и с кольцом 6 через вал-шестерню , несущий опорную платформу 15, установленную на сферическом элементе 16, расположенном на оправке 1. При вращении В 7 кольцо 6 вращается в противоположную сторону, что приводит к намотке материала с закрепленных на них бобин 21 на оправку 1 в противоположных направлениях. 1 3.п. ф-лы, 2 ил. f (Л « Т 865 S П 21 ,..iLJrJ «k/e/
21
гг
2Ъ
Фиг.г
Редактор Н.Марголина Заказ 854/18
Составитель М.Осипойа
Техред М.Моргентал Корректор М.Демчик
Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Разшская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ СТЕКЛОПЛАСТИКА | 0 |
|
SU199380A1 |
| Солесос | 1922 |
|
SU29A1 |
