Изобретение относится к транспортированию и повороту изделий при различных технологических операциях, в частности к устройствам для транспортирования и кантования крупногабаритных деталей, например соединительных балок четырехосных тележек грузового вагона.
Целью изобретения является повышение производительности устройства путем сокращения времени на подачу изделия под операционное оборудование.
На фиг. 1 изображен конвейер-кантователь к операционному оборудованию, например к фрезерному станку, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема кантования.
Конвейер-кантователь включает две параллельные бесконечные цепи (трассы) тягового органа 1 с приводом 2, смонтированные на основании 3.
На основании 3 между верхними и нижними участками цепей в зоне криволинейных переходных участков размещены поворотные приводные рычаги 4 с приводом 5, закрепленные на оси 6.
Верхние концы рычагов 4 связаны с натяжными звездочками 7, размеп 1енными между верхними и криволинейными переходными участками, на оси 6 свободно смонтированы обводные звездочки 8, установленные между криволинейным переходным участком и нижним участком. На трассе прямых участков цепи, в зоне кантователя, стационарно на оси установлены направляющие звездочки 9.
Звездочки 7, 8 и 9 огибаются бесконечной цепью тягового органа 1, образующей при повороте рычагов 4 незамкнутые сверху несущие петли 10, предназначенные для кантования изделия.
На основании 3 смонтированы лыжи 11, установленные под верхними участками цепей и взаимодействующие с ними в момент кантования в петлях 10 изделия 12, выполненного, например, в виде балки.
Две параллельные бесконечные цепи тягового органа конвейера предназначены для реверсивной подачи изделия под операционный (например, фрезерный) станок 13 и для кантования изделия с последующей подачей его под обработку на тот же станок.
Конвейер-кантователь работает следующим образом.
Грузоподъемным механизмом (не показан) предназначенная для обработки соединительная балка 12 тележки восьми осного грузового вагона устанавливается на тяговый оргап 1. Включением привода 2, вращением приводных звездочек и перемещени
ем цепей балку 12 подают в зону обработки под фрезерный станок 13.
После обработки подпятникового места балки 12 ее транспортируют тяговым органом 1 в зону кантования. При прохождении оси балки 12 за ось направляющих звездочек 9 цепи тягового органа останавливают и приводом 5 перемещают рычаги 4 с натяжными звездочками 7 в сторону направляющих звездочек 9. Освобождаемые цепи между звездочками 7 и 9 под тяжестью балки 12 образуют незамкнутые сверху несущие петли. При дальнейщем перемещении рычага 4 до звездочки 7 глубина петли 10 увеличивается.
При этом кантуемая балка 12 сначала из горизонтального положения перемещается в петле 10 в положение, близкое к вертикальному, а затем, встречая на своем пути лыжу 11 и опираясь нижней своей, частью через цепь на нее, поворачивается в сторону звездочки 7 и опирается на нее.
Включением привода 5 возвращают рычаги 4 с натяжными звездочками 7 в исходное положение. При этом рычаги выправляют петли 10 и бесконечные цепи тягового
органа 1 принимают горизонтальное положение, неся на себе скантованпую балку 12 на 180°. Включением привода 2 скатован- ную балку подают в зону фрезерного станка для дальнейщей обработки, но уже с другой стороны.
После окончания обработки балку 12 выводят из зоны станка и грузоподъемным механизмом снимают с тягового органа. Конвейер-кантователь готов к приему следующей балки.
Формула изобретения
Конвейер-кантователь, включающий тяговый орган в виде параллельных бесконечных цепей с верхними, нижними и криволинейными переходными участками, смонтированные на основании приводные звездочки, установленные между верхними и криволинейными участками натяжные звездочки, смонтированные на оси между криволинейными и нижними участками обводные звездочки и размещенные в зоне кантования под верхними участками направляющие звездочки, отличающийся тем, что, с целью повышения производительности устройства путем сокращения времени на подачу изделия под операционное оборудование, оно
снабжено лыжами, смонтированными на основании в зоне кантования под верхними участками параллельных бесконечных цепей, при этом натяжные звездочки установлены на оси обводных звездочек посредством закрепленных на оси приводных рычагов.
Ч 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Цепной кантователь | 1981 |
|
SU1058751A1 |
| Кантователь для поворота изделия вокруг горизонтальной оси | 1990 |
|
SU1726185A1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| САМООЧИЩАЮЩИЙСЯ КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2005 |
|
RU2279393C1 |
| Виброустановка для отбойки угля | 1980 |
|
SU1055872A1 |
| Конвейерный гусеничный привод | 1990 |
|
SU1778047A1 |
| КОМПЛЕКС ДЛЯ СУШКИ САПРОПЕЛЯ | 2003 |
|
RU2249165C2 |
| Цепной кантователь | 1985 |
|
SU1337224A1 |
| Захват-кантователь | 1980 |
|
SU962176A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ ЗАРУБНОЙ КОНВЕЙЕР | 2014 |
|
RU2574090C1 |

Изобретение относится к транспортному машиностроению и позволяет повысить производительность устройства путем сокращения времени на подачу изделия (И) под операционное оборудование. Для этого устройство снабжено лыжами 11, смонтированными на основании 3 в зоне кантования под верхними участками параллельных бесконечных цепей тягового органа (ТО) 1. Натяжные звездочки 7 установлены на оси обводных звездочек 8 посредством закрепленных на оси 6 приводных рычагов (ПР) 4. Включают привод 2 и перемещением цепей И 1-2 подают в зону операционного оборудования 13. После обработки И 12 транспортируют ТО 1 в зону кантования. При прохождении оси И 12 за ось направляющих звездочек 9 цепи ТО 1 останавливают. Приводом 5 перемещают ПР 4 с натяжными звездочками 7 в сторону направляющих звездочек 9. Кантуемое И 12 сначала из горизонтального положения перемещается в петле 10 в вертикальное. Встречая на своем пути лыжу 11 и опираясь нижней частью И 12 поворачивается в сторону звездочки 7 и опирается на нее. Приводом 5 ПР 4 возвращаются в исходное положение. Цепи ТО 1 принимают горизонтальное положение и скантованное на 180° И 12 подается для дальнейщей обработки в зону операционного оборудования 13. 3 ил. ш (Л to со 00 СП О5 5 638 Ч 3 Л Ю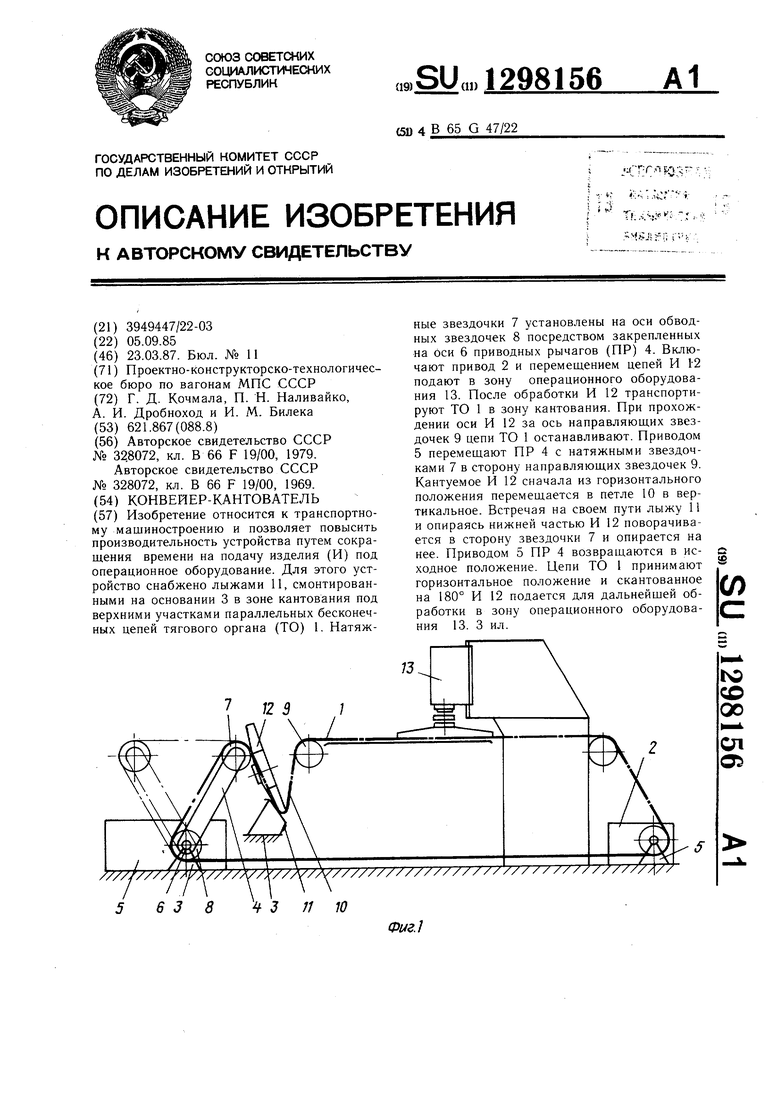
Фиг.З
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ИЗДЕЛИЯ ВОКРУГ ГОРИЗОНТАЛЬНОЙ ОСИ | 0 |
|
SU328072A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ИЗДЕЛИЯ ВОКРУГ ГОРИЗОНТАЛЬНОЙ ОСИ | 0 |
|
SU328072A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
