Изобретение относится к механической обработке металлов давлением листового и полосового металла в валках профилеги- бочного стана и предназначено для использования при изготовлении гнутых профилей проката в металлургии и других смежных отраслях промышленности.
Целью изобретения является улучшение качества за счет предотврашения смятия кромок, царапин и задиров на поверхности профилей.10
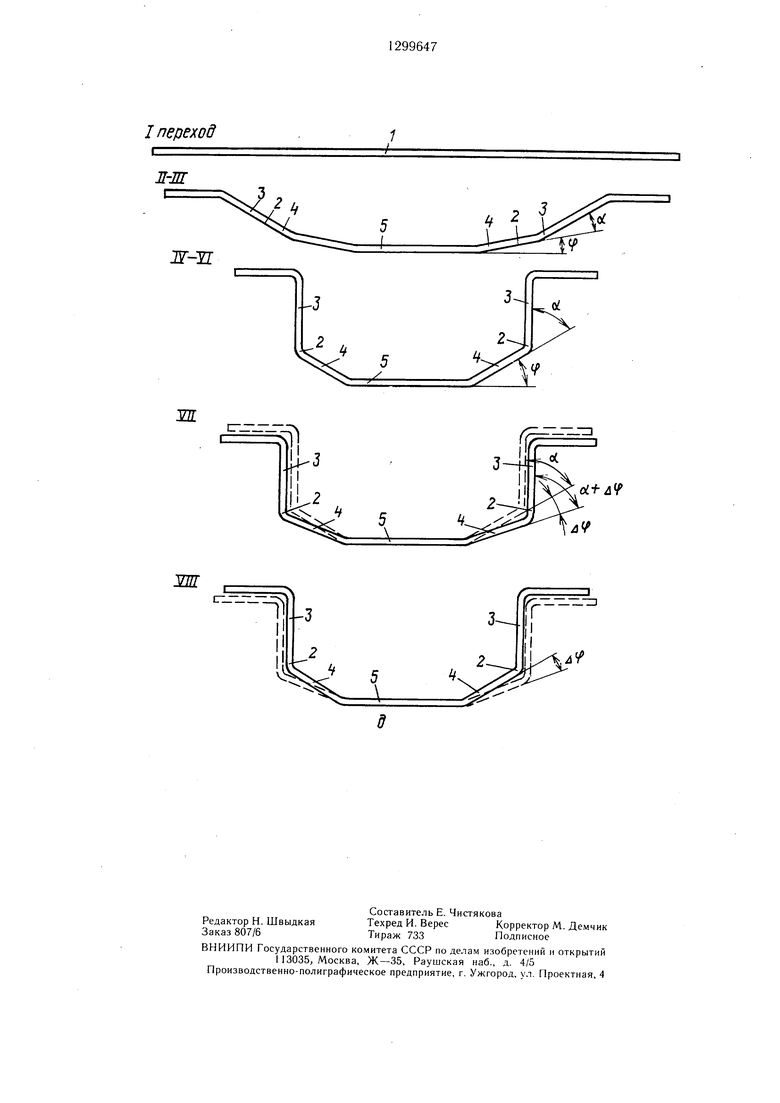
На чертеже представлены технологические переходы изготовления профиля согласно изобретению.
В соответствии с предложенным способом целесообразно в 1-VI технологических переходах путем последовательной подгиб- 5 ки заготовки I формообразовывать профиль заданных геометрических размеров. Затем в последующем VII и VIII переходах производят знакопеременный изгиб мест изгиба 2,
В процессе формообразования профиля по предложенному способу обеспечивались заданные углы между его элементами с отклонениями до 0,5-1°, что находится в пределах требований к данному типу профилей.
Качество поверхности профилей было хорошим. На поверхности подгибаемых элементов отсутствовали царапины и задиры, нарушения сплошности цинкового покрытия и смятия у кромок не наблюдалось.
Согласно расчетным данным и опытной проверке описанный способ изготовления гнутых профилей в сравнении с известным обеспечивает улучшение качества профилей за счет устранения смятия кромок, царапин и задиров на поверхности, нарушения целостности заш,итных покрытий при одновременном уменьшении пружинения металла мест изгиба и предотвраш,ения искажения формы поперечного сечения (отклонение угсохраняя вертикальное положение полок 3 лов подгибки между вертикальными участ- профиля и перегибая упомянутые участки 3ками профиля и элементами стенки составна угол Афл 3-5°, обеспечивая получение угла подгибки а + Ф за счет разгибки смежных элементов стенки 4 с угла ср на угол (ф - Аф). В дальнейшем в VIII переходе
упомянутые полки 3 при сохранении их вер- 25 ки и выпуклую многоэлементную стенку. тикального положения отгибают на угол Лф
ляло 0,5-1°). Кроме того, расширяется сортамент изготавливаемых гнутых профилей обш.его и специального назначения, преимущественно содержащих вертикальные участотносительно элементов 4 многоэлементной стенки до получения заданного угла а за счет подгибки элементов 4 относительно элементов 5.
Изобретение может быть реализовано с 30 помощью калибровки валков, разработанной для изготовления гнутых профилей, преимущественно содержащих вертикальные участФормула изобретения
Способ изготовления гнутых профилей, преимущественно с отбортовками, содержащих вертикальные полки и выпуклую многоэлементную стенку, путем последовательной подгибки формуемых элементов с применением перегиба полок на угол 3-5° на последних переходах, отличающийся те.м, что, с целью улучшения качества профиСпособ изготовления гнутых профилей, преимущественно с отбортовками, содержащих вертикальные полки и выпуклую многоэлементную стенку, путем последовательной подгибки формуемых элементов с применением перегиба полок на угол 3-5° на последних переходах, отличающийся те.м, что, с целью улучшения качества профики и выпуклую многоэлементную стенку. Пример. Согласно изобретению осуществлялось формообразование специального 35 лей за счет предотвращения смятия кромок, профиля короба щинопровода с вертикаль-перегиб полок осуществляют при сохранении
их вертикального положения с одновременной разгибкой смежных элементов стенки.
ными полками и выпуклой многоэлементной стенкой 100x100x25x1 мм из стали СтЗ с цинковым покрытием.
Профиль формовали на стане 1-3x20-350. нении их вертикального положения отгибают Для получения профиля согласно изобрете-с одновременной подгибкой смежных элемензатем упомянутые полки профиля при сохранию потребовалось 10 технологических переходов.
тов стенки до получения требуемой конфигурации профиля.
В процессе формообразования профиля по предложенному способу обеспечивались заданные углы между его элементами с отклонениями до 0,5-1°, что находится в пределах требований к данному типу профилей.
Качество поверхности профилей было хорошим. На поверхности подгибаемых элементов отсутствовали царапины и задиры, нарушения сплошности цинкового покрытия и смятия у кромок не наблюдалось.
Согласно расчетным данным и опытной проверке описанный способ изготовления гнутых профилей в сравнении с известным обеспечивает улучшение качества профилей за счет устранения смятия кромок, царапин и задиров на поверхности, нарушения целостности заш,итных покрытий при одновременном уменьшении пружинения металла мест изгиба и предотвраш,ения искажения формы поперечного сечения (отклонение углов подгибки между вертикальными участ- ками профиля и элементами стенки состав лов подгибки между вертикальными участ- ками профиля и элементами стенки состав ки и выпуклую многоэлементную стенку.
ляло 0,5-1°). Кроме того, расширяется сортамент изготавливаемых гнутых профилей обш.его и специального назначения, преимущественно содержащих вертикальные участФормула изобретения
Способ изготовления гнутых профилей, преимущественно с отбортовками, содержащих вертикальные полки и выпуклую многоэлементную стенку, путем последовательной подгибки формуемых элементов с применением перегиба полок на угол 3-5° на последних переходах, отличающийся те.м, что, с целью улучшения качества профилей за счет предотвращения смятия кромок, перегиб полок осуществляют при сохранении
их вертикального положения с одновременной разгибкой смежных элементов стенки.
нении их вертикального положения отгибают с одновременной подгибкой смежных элемензатем упомянутые полки профиля при сохратов стенки до получения требуемой конфигурации профиля.
I переход
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1985 |
|
SU1299646A1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1980 |
|
SU893308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРОБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103088C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
Изобретение относится к обработке металлов давлением в валках профилегибоч- ного стана, в частности к способам изготовления гнутых листовых профилей. Целью изобретения является повышение качества профилей за счет предотвращения смятия кромок. В первых технологических переходах путем последовательной подгибки заготовки формуют профиль заданных геометрических размеров. Затем производят знакопеременный изгиб мест изгиба, сохраняя вертикальное положение боковых участков профиля и перегибая их на угол 3-5° за счет разгибки смежных с ними участков стенки. На следуюш,ем переходе упомянутые боковые участки при сохранении их вертикального положения отгибают за счет подгибки смежных элементов стенки. Выбор граничных значений угла перегиба 3-5° вертикальных участков обусловлен тем, что при угле больше 5° увеличивается количество технологических переходов, а при угле меньше 3° не достигается цель изобретения. Смятие кромок предупреждается за счет исключения воздействия на кромки. 1 -ил. (О (Л ю со со О5 4: 
Ж-TL
/
т
tirirti
УТТГ
сгпг
п
v::
| Производство и применение гнутых профилей проката | |||
| Справбчник | |||
| Под ред | |||
| И | |||
| С | |||
| Тришевского | |||
| М.: Металлургия, 1975, с | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
